一种基于机器视觉的异形瓶盖定向排列的装置结构设计
2021-03-10刘英杰马子领
刘英杰 马子领
摘 要:随着包装化程度的不断提高,对于异形瓶盖的定向排列的需求也在不断提升。现有的机器采用纯机械处理的方法,只能针对具体尺寸形状的瓶盖进行排列。为此提出一种基于机器视觉的异形瓶盖定向排列的裝置,通过上位机对拍摄的图像进行视觉处理分析并将所得结果传递至控制系统,使其控制机械结构对瓶盖进行角度旋转并送至下一环节加工。该装置不仅能使机械结构对瓶盖产生的损伤降到最低,而且扩大了设备的适用范围,提高了企业在市场中的竞争力。
关键词:异形瓶盖;机器视觉;排列规整
中图分类号:TP391.41 文献标识码:A 文章编号:1003-5168(2021)28-00-03
Abstract: With the continuous improvement of packaging, the demand for directional arrangement of special-shaped bottle caps is also increasing. Existing machines use a purely mechanical processing method and can only be arranged for a specific size and shape of bottle caps. A device for directional arrangement of special-shaped bottle caps based on machine vision is proposed. The upper computer performs visual processing and analysis on the images taken and transmits the results to the control system, which controls the mechanical structure to rotate the bottle caps and send them to the next step for processing. The device can not only minimize the damage caused by the mechanical structure on the bottle cap, but also expand the scope of application and improve the competitiveness in the market.
Keywords: special-shaped bottle cap;machine vision;arranged neatly
随着个性化产品的出现,瓶盖的样式趋于多样化。市场中充满着各式各样的异形瓶盖,以满足消费者的不同需求。因此,对于异形瓶盖的加工处理也有着多方面需求[1]。其中,一种就是在包装后期对瓶盖旋盖和瓶盖批量打包时对异形瓶盖的摆放方向有着严格的要求。目前,瓶盖包装行业所使用的异形瓶盖的排列装置不能做到多种尺寸、多种形状瓶盖的摆放方向的规整。它的机械结构只能完成满足于专门针对某一种或一类瓶盖的固定摆放方向的机械动作。这样既不利于机械结构适用的广泛性,也不利于机械产品的推广销售[2]。因此,设计一种异形瓶盖定向排列装置十分必要。
1 异形瓶盖定向排列装置设计原理
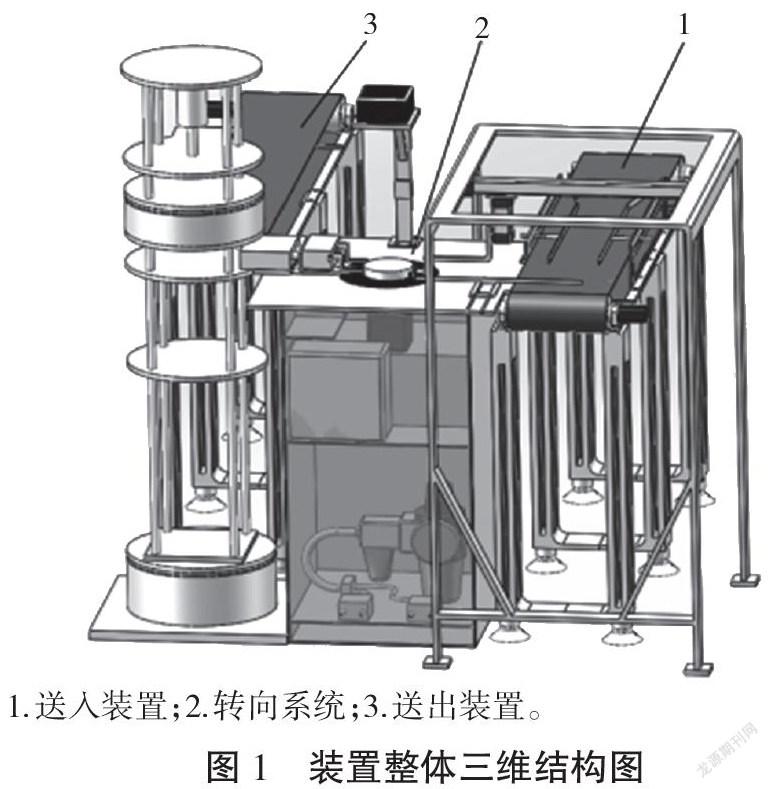
随着工业自动化的迅速发展,中国制造业需要逐渐向智能化和数字化方向发展。结合异形瓶盖定向排列问题,设计了一套异形瓶盖的定向排列装置。定向排列装置整体三维结构图如图1所示。对于不断送入的杂乱的异形瓶盖,先通过送入装置将异形瓶盖等时差、连续地送至转向平台中心,随后转向系统利用机器视觉技术与自动化技术相结合的方式,对送入的异形瓶盖进行位姿识别并旋转到固定角度[3],再利用送出装置将异形瓶盖整齐、连续地送至下一环节加工。3大模块的工作平台互相平齐,以保证瓶盖在移动过程中不会因出现阶梯被停止或阻挡的情况。
2 异形瓶盖送入装置结构设计
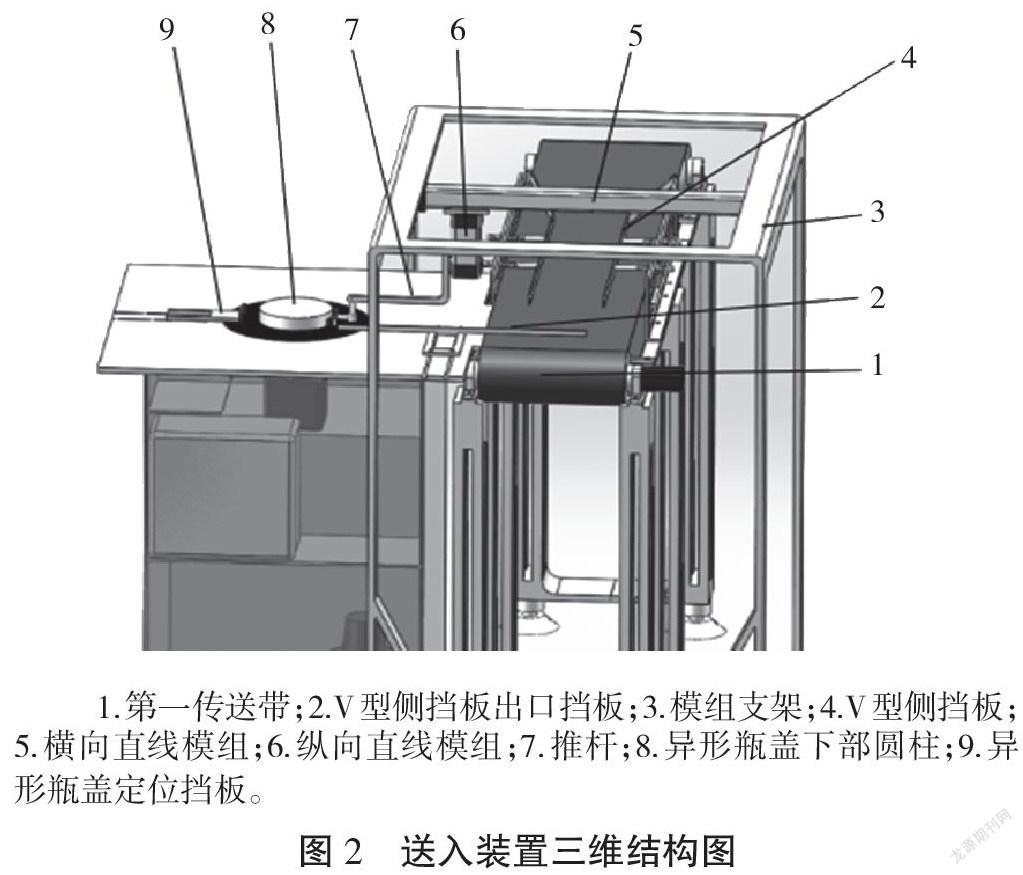
异形瓶盖送入装置的三维结构图,如图2所示。杂乱无序的异形瓶盖在第一传送带的带动下,从V型侧挡板的最宽处向窄处方向进入[4]。V型侧挡板后部平行部分的相距宽度略大于一个瓶盖的直径大小,当瓶盖从V型侧挡板送出时,呈现出一一排列的状态。V型侧挡板的最高高度需低于1.5 cm,以防止侧挡板接触到异形瓶盖上部分。在异形瓶盖传送到V型侧挡板的尾部后,会被出口挡板阻挡,以保证在推杆的移动路线上只有一枚异形瓶盖,且出口挡板的位置能够进行调节,以应对不同直径的异形瓶盖。异形瓶盖在推杆的作用下被推送,直至与异形瓶盖定位挡板接触,此时在定位挡板与推杆尾部的弧形挡片一起定位异形瓶盖。在异形瓶盖被送达指定位置后,推杆在纵向与横向直线模组的作用下回到起点,准备下一次的异形瓶盖推送。定位挡板的尾部设为圆弧形,能够更好、更稳定地定位异形瓶盖。圆弧形尾部采用橡胶材质,能够防止与异形瓶盖产生损伤性摩擦。定位挡板的圆弧所在的圆心与出口挡板抵挡异形瓶盖圆柱时,异形瓶盖所在圆心、转盘的中心要在一条直线上。同时,为避免异形瓶盖被抓走时瓶盖与定位挡板发生接触,需要将定位挡板设置为移动式。当异形瓶盖完成旋转后,定位挡板能够左移,使得挡板与异形瓶盖之间产生距离。
3 转向系统设计
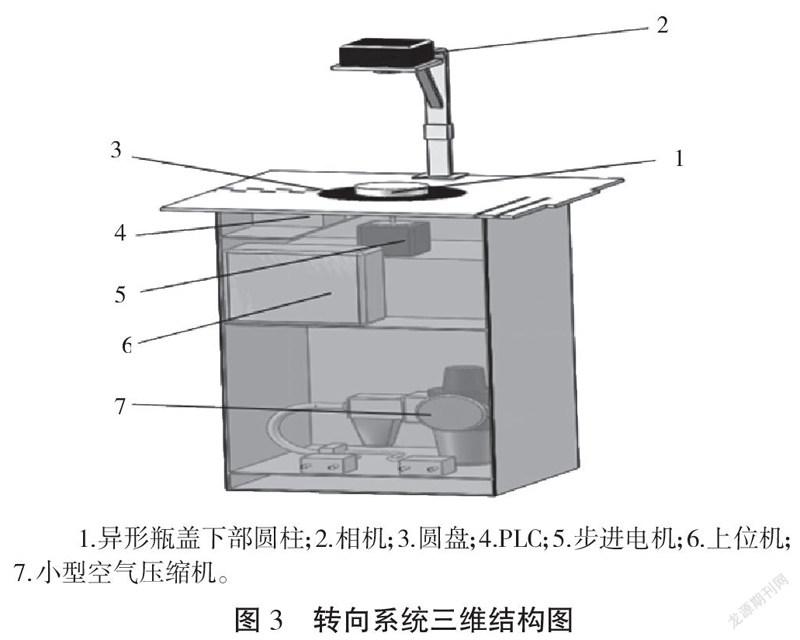
随着机器视觉在自动化检测方面的日益成熟,使用机器视觉来检测异形瓶盖不仅能够做到精准测量,而且能够通过处理的信息对流水线的生产状况进行记录。在此发展基础上,基于机器视觉设计了转向系统,其三维结构图如图3所示。
基于机器视觉的异形瓶盖角度确定是转向系统的设计核心。采用机器视觉不仅能够快速检测异形瓶盖,提高生产效率,而且能够做到对异形瓶盖的无损伤性检测,避免因接触而造成产品损伤。机器视觉所需设备也能够节省自动化设备在整个生产车间的占用空间,节约生产成本。当异形瓶盖到达指定位置即圆盘的中心位置后,通过相机对异形瓶盖从正上方进行拍照后将获取的图像信息传送至上位机,并通过上位机中软件对图像的分析处理得到瓶盖规整排列所需的角度。相机采用工业相机中的CCD相机[5],在工作稳定性和使用成本上具有优势,且对于静物的拍摄能够满足相应的精度要求。此外,对于接口技术和接口对象的范围也有长时间的发展,能够适用于较多场合。
光源与背景的设置对于图像处理的结果也有影响。光源主要有点光源、线光源和环形光源3种形式。针对异形瓶盖,光源选择为环形光源,不仅能够减少光源安装所占用的空间,而且环形光源相对点光源和线光源的照射光照较为均匀,对照射异形瓶盖一类的近似圆柱体的物体,在圆周上不会出现光照强弱差距过大的地方。将光源设置于安放相机的支架下部,不仅不影响相机镜头的拍摄,而且能够使光源垂直照射异形瓶盖,减少拍摄图像各部分亮度的强弱差异。同时,在整体装置运行时,需将装置所处环境设置为封闭式,避免图像采集时存在杂乱光源对图像造成影响。背景即圆盘的颜色设置为黑色,因为黑色对于灯光照明反应不敏感,能够减少对杂乱光的反射。同时,由于瓶盖的颜色多数为红、黄、白等亮色,因此选择黑色作为背景能够提高对比度,方便后续的图像分割。
在通过图像处理取得旋转所需角度值后,利用上位机与下位机之间[6]和下位机与执行设备之间的通信[7],使得将异形瓶盖的角度值转化为瓶盖的旋转角度,从而达到圆盘上的瓶盖旋转到统一方向。其中,上位机采用机器视觉工控机AIIS-3410P,外形紧凑,便于现场布置。对多种主流相机做相容测试,结果显示其兼容性和稳定性强。针对视觉特制的BIOS及电路,对图像处理更为专业。下位机采用三菱的FX3U系列的PLC,体积小,外壳包装能够有效防止外来污染物进入,从而保证在多种工况环境下稳定运行,同时能够抵抗外部电磁等因素的干扰,保证与上位机和执行设备之间稳定通信。三菱PLC编程简单方便,程序能够进行高速运算,使控制系统反应迅速,提高了装置的反应速度。它具有脉冲列输出功能,能够直接控制步进电机或伺服电机。输出接线端子数量能够满足异形瓶盖排列装置的执行机构的控制端接线。对于执行设备电机的选择,由于是对三菱PLC给出角度值后能够精确控制电机旋转,属于开环控制,因此选择步进电机会优于伺服电机,同时能够降低使用成本。根据三菱PLC输出的脉冲信号的个数能够极为严格地转换为电机的角位移量,对于异形瓶盖的图像处理的得到的旋转角度能够精确转换为异形瓶盖本体实际的旋转角度。
4 异形瓶盖送出装置结构设计
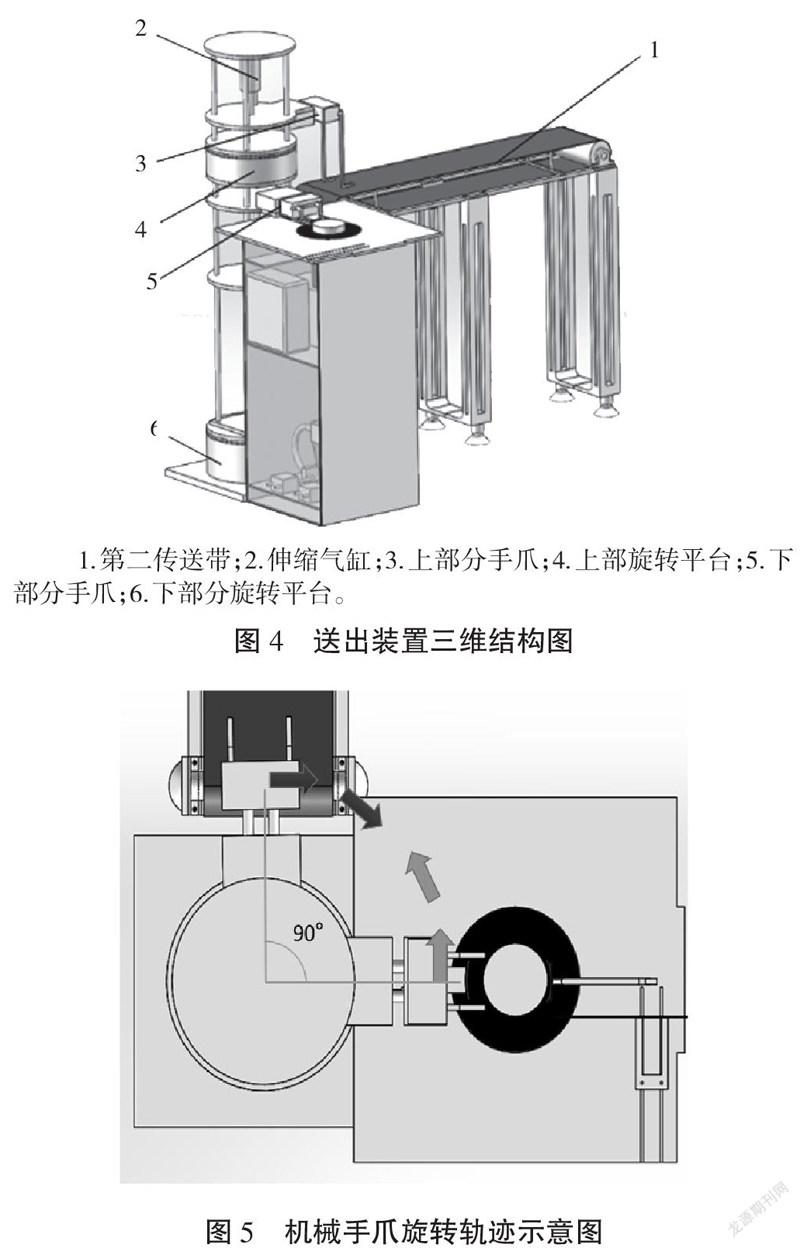
图4为送出装置。利用机械手爪对异形瓶盖的抓取,将异形瓶盖旋转90°放置于下一传送带,而后旋转90°回初始状态。旋转平台的动力输出由摆动气缸提供,摆动气缸是利用压缩空气驱动输出轴在一定角度范围内做往复回转运动的气动执行元件。由于摆动气缸的角度能够在0°~180°进行调整,因此机械手爪的90°旋转角度可以被完全满足。同时,机械手爪抓取异形瓶盖和旋转两个动作无法同时进行,导致异形瓶盖处理的速率相对较慢,影响生产效率。因此,采用上下两个旋转平台的結构,两手爪同时工作,极大地提高了工作效率。机械手爪的旋转轨迹如图5所示。两手爪同时运行能够提高瓶盖的送出速率。
此方案中,两手爪在旋转圆柱范围内不能产生重叠。将上部分手爪部件安装在伸缩气缸运动部分的平台上,使得上部分手爪能够在上下方向上进行短距离的上下运动,从而使上部分手爪在运行时能够提高旋转圆柱范围高度,避免两手爪产生碰撞。
5 结语
所设计的异形瓶盖定向排列装置采用机器视觉与运动控制系统和机械手爪结合的方式,解决了对异形瓶盖包装排列要求较高的问题。其中:转向系统中圆盘旋转能够有效解决原有纯机械装置对瓶盖的表面的接触磨损问题和异形瓶盖的精确旋转问题;送出装置的双层旋转平台设计提高了机械手爪对瓶盖的拾取速率。经过整体装置的处理,杂乱的异形瓶盖能够规整地定向排列好并输送至下一步包装工序进行操作。
参考文献:
[1]佚名.包装行业信息合辑[J].中国包装,2020(6):26-28.
[2]李桂华,吴晓枫,钟鉴邦.一种动态瓶盖定向机构:CN206969636U[P].2018-02-06.
[3]宋清龙.探究机器视觉技术在机械制造自动化中的应用[J].设备管理与维修,2021(18):123-124.
[4]郝用兴,马得朝,马子领.手机生产线排序装置设计与仿真[J].时代农机,2015(10):42-44.
[5]马精格.CCD与CMOS图像传感器的现状及发展趋势[J].电子技术与软件工程,2017(13):103.
[6]周兆松.三菱PLC与上位机串行通信的实现[J].中国新技术新产品,2019(16):7-8.
[7]邸静妍.PLC控制步进电机的接线和编程[J].电子世界,2016(23):183.
3579500338280
