制浆造纸科学的方程范例:含义及其应用
2021-03-09赵汝和张美云KEREKESRichardMCDONALDDavid陈嘉川万金泉孔凡功孙姣姣1
赵汝和 张美云 KEREKES Richard J. MCDONALD J.David陈嘉川 万金泉 孔凡功,* 孙姣姣1,
(1.加拿大查韦环境研究院,加拿大温哥华,V5M 4P7;2.陕西科技大学,陕西西安,710021;3.大不列颠哥伦比亚大学浆纸研究中心,加拿大温哥华,V6T 1Z4;4.齐鲁工业大学(山东省科学院)生物基材料与绿色造纸国家重点实验室,山东济南,250353;5.华南理工大学制浆造纸工程国家重点实验室,广东广州,510640;6.加拿大JDMcD技术咨询公司,加拿大Vaudreuil-Dorion,J7V 0G1)
制浆造纸技术是基于广泛范围的物理和化学科学。这些科学中的许多知识本质上都是定性的,但有些是定量的,并以方程的形式表示。这样的方程以简洁的方式描述了许多参数的组合影响,从而可以进行定量预测。
方程可以是经验的,如通过对实验数据进行曲线拟合得到。方程也可以是确定性的,源于因果关系。两种类型的方程都是有价值的,但是后者更有价值,因为是基于对问题基础的理解,这些方程通常更准确,其适用范围也更清楚。
制浆造纸科学中使用的许多方程来源于其他学科,通常会进行修改以解决制浆造纸应用中的特定问题。在其他情况下,由于特别需求,必须开发出全新的方程。此研究的目的是描述制浆造纸学科中使用的一些重要方程,以期展示其含义和应用。
1 源于其他学科领域的方程
1.1 Kubelka-Munk方程
纸张的2 个主要光学特性是白度和不透明度。白度是纸张对标准光的反射率,而不透明度则是黑色在纸张相对面上“透视通过”的减少。两种性质均取决于纸张的光反射率,即纸张散射光和吸收光的能力。
1931 年,Kubelka 和Munk 根据散射系数和吸收系数,开发了一条简单的计算光反射率的方程,如式(1)所示[1]。

式中,R∞为光反射率,%;s为散射系数,m2/kg;k为吸收系数,m2/kg。
将纸张白度定义为无限厚的纸层对波长450 nm光的反射率,其值取决于s和k的值,更具体地讲,取决于二者比值(k/s)。纸张的不透明度为R0与R∞的比值;其中,R0为黑色背衬的单张纸对557 nm 光的反射率。不透明度值取决于R∞、s和纸张定量。
Kubelka-Munk 理论很快被造纸工业采用,该方程易于使用且具有可接受的精度,现已广泛用于预测纸张的颜色、白度和不透明度,如预测添加矿物填料(增加s)、磨浆(减少s)、漂白(减少k)和染色(增加k) 等因素单独或组合使用对纸张光学性能的影响。
1.2 Kozeny-Carman方程
在制浆造纸工艺中,如纸浆洗涤、纸张成形和压榨,其中通过纸浆层的流动性至关重要。在工业过程中,需要增加压力来克服流动阻力,因此需要预测压力、阻力和通过纸浆层流速之间的关系。
1921 年和1937 年,Kozeny[2]和Carman[3]开发了一条方程,来表示以粒径和孔隙率为特征的各种多孔的通过介质的流动。因为纸浆层是可压缩的,且纤维直径可能随润胀而变化,因此通过纸浆层的流动是个特别的问题。为了解决这个问题,1949 年,Robertson等人[4]修正了Kozeny-Carman 方程,使其更适用于纸浆,其表达式如式(2)所示。

式中,Δp为压力降,Pa;u为表观流速,m/s;L为纸浆层厚度,m;c为纸浆浓度,kg/m3;α为比润胀体积,m3/kg;σ为比表面积,m2/kg;μ为动力黏度,Pa·s;β为常数,对于纸浆纤维取其值为5.5。
此方程在纸浆层处于低流速、层流状态(雷诺数Re<1)时,可用于预测压力、阻力和流速之间关系的简便形式,现已用于实验室;可通过连续压缩纸浆层以增加c值,并对所得数据进行回归分析获得σ值,来确定纸浆的比表面积。
对Kozeny-Carman 方程的参数进行一些调整,可以衍生许多其他版本,这使该理论可以用于定性描述多孔介质流动[5]。
1.3 Ergun方程
在制浆造纸工业过程中,另一个重要的流动是制浆化学药剂通过木片层的流动。Ergun[6]建立了修正模型方程,如式(3)所示。该方程右侧的第1项类似于黏性流的原始Kozeny-Carman 方程,右边的第2 项包含流速的平方,也包含雷诺数较大(Re>10)时的惯性力影响,适用于将木片视为大颗粒的情况。

式中,Δp为压力降,Pa;L为木片层厚度,m;β1和β2为系数,单位分别为m-2和m-1,其值取决于木材种类、木片大小及分布等因素;ε表示空隙率(或孔隙率),%;μ为动力黏度,Pa·s;u为表观流速,m/s;ρ为制浆化学药剂密度,kg/cm3。
此外,当系数不同时,此方程可转化为Forchheimer 方程[7],适用于雷诺数较大的多孔介质。大雷诺数的产生,是由于高流速,而不是大颗粒。如造纸机流浆箱的射流高速撞击成形网时,惯性力和黏性力会对纸张产生压力,造成较大的雷诺数。
1.4 Bernoulli方程
流体流动在纸张成形中尤为重要。在纸张成形过程中,从流浆箱高速喷出的射流撞击到快速移动的成形网上,开始脱水过程中,其喷射速度的控制至关重要,可通过测量流浆箱中的压力并利用Bernoulli方程计算得到。
1738 年,Daniel Bernoulli 发现,随着流体流动速度的增加,流体压力降低;因此导出了Bernoulli 方程,用于描述流体的动能、势能和压力能之间的能量平衡。在没有不可逆的摩擦损失的情况下,这些能量的总和在流动系统的两点之间保持恒定。Bernoulli方程如式(4)所示。

式中,ph为流浆箱压力,Pa;pj为纸浆射流压力,Pa;ρ为密度,kg/m3;g为重力加速度,取9.8 m/s2;Vh为流浆箱内流动速度,m/s;Vj为射流速度,m/s;zh为流浆箱高度,m;zj为纸浆射流点高度,m。
该方程的简化形式常用于计算流浆箱射流速度。其简化基于以下几个假设:流浆箱压力测量点与纸浆射流点的高度相同(zh=zj);流浆箱内的流动足够小,因此动能可忽略不计(ρVh2=0);纸浆射流点的压力为0(pj=0)。式(4)简化形式如式(5)所示。

式(5)已在低速长网造纸机上应用多年。然而,现代高速夹网纸机的流浆箱是垂直的,并且在压力测量点处的流动速度很高。在这种情况下,必须采用完整的Bernoulli方程(式(4))进行计算。由于存在摩擦损失,因此流浆箱制造商经常根据Bernoulli方程加入校正系数,对纸浆射流速度和流浆箱压力进行校准。
Bernoulli 方程还可用于确定流浆箱的流量。流浆箱喷流出口开度通常由唇口的柔性上唇板控制,这种唇口结构使射出的浆流出现急剧转弯,称为“静脉收缩”;这导致射出的浆流厚度接触到网时是唇口开度的62%,射出浆流在此点而不是在唇口达到零压力,因此由Bernoulli方程计算出的速度为浆流上网时的速度。所以,使用Bernoulli 方程计算流浆箱的总流量(射出浆流速度×厚度)必须基于静脉收缩后的浆流厚度,而不是唇口开度。计算浆流静脉收缩的方程非常复杂,已由Kerekes和Koller提出[8]。
1.5 Lucas-Washburn方程
在制浆造纸过程中,常会出现毛细管流动现象。在化学制浆中,蒸煮液必须渗入木片的小孔隙中;在造纸过程,压榨时的回湿水需从毛布流入纸张;在印刷过程,墨水必须渗入纸张的小孔中。因此,在给定时间内液体渗透距离至关重要。
在其他行业中也会有类似的问题,1921 年,Lucas[9]和Washburn[10]开发了一条简单方程来预测液体通过多孔介质的渗透距离,如式(6)所示。该方程描述了流体的黏性阻力和孔壁与空气界面的流体表面张力产生的驱动力之间的力平衡;随着渗透距离变长,流阻增加,导致渗透速度降低,非线性渗透距离将会随时间变化。

式中,x为渗透距离,m;r为孔隙半径,m;μ为动力黏度,Pa·s;γ为表面张力,N/m;θ为接触角,(°);t为时间,s。
1.6 薄膜弯曲方程
承受张力的薄材料弯曲需要在弯曲凹面有1 个支撑力,可以为压力;如造纸的辊式成形纸机在张力下,网包裹旋转辊以压出纸浆悬浮液中的水;在纸张卷取过程中,张力下的纸张逐渐缠绕成大卷,形成累积压力,从而在夹紧和传送力的作用下保持稳定。此弯曲问题由压力、张力和薄膜曲率之间的力矩平衡控制,如式(7)所示。

式中,EI为弯曲挺度,g·cm;r为曲率半径,m;T为张力,N/m;p(x)为压力,Pa;x为纸机方向距离,m;y为垂直方向距离,m。
该方程的一种特殊情况是可用于弯曲挺度忽略不计(EI=0)的纸张和网,在曲率半径很小时,可以简化为式(8)。此简化方程描述了纸张或网的张力与辊压力的关系,应用范围很广,如纸张成形、传送和印刷等工业过程。

2 为制浆造纸开发的方程
2.1 硫酸盐制浆H-因子
硫酸盐法制浆是应用最广泛的化学制浆工艺,其中温度和时间是关键参数,决定着木片的蒸煮程度。众所周知,温度和时间可以互换,但不能确定到什么程度,所以必须为每个研究案例做许多实验,而木材和制浆化学的复杂性形成了一个障碍。
1957 年,Vroom[11]观察到尽管硫酸盐法制浆化学过程复杂,但它基本上是1个可由Arrhenius方程的速率常数k表示的一级反应,如式(9)所示。

式中,k为温度T时的反应速率常数,s-1;A为指前因子;E为实验活化能,J/mol;T为绝对温度,K;R为摩尔气体常数,J/(mol·K)。
进一步认识到,尽管该方程不能给出绝对的脱木素速率,但可以表达温度对脱木素速率的影响。使用实验确定的E/R=16113 和在373 K 温度下确定的反应速率A,速率常数k以对数形式表示为式(10)。

对温度T随时间t的反应速率方程进行积分,可以得到最终木素含量Lt与初始木素含量L0的比值H,如式(11)所示。

利用H-因子表达目标木素含量水平需要温度和时间的组合。如果减少制浆时间,则必须充分提高温度以保持H不变。为了方便实际应用,H的相对值是基于T=373 K 和t=1 h 时实验条件得到的,其值为1。
目前,已经开发了综合的硫酸盐制浆模型,引入了诸如有效碱之类的因素,但是H-因子是第1个并且已被证明非常有用的模型。
2.2 磨浆比边缘负荷
磨浆是制备造纸用纸浆的关键操作,它可以将纸张的抗张强度提高3倍或更多。量化磨浆作用的主要参数是比磨浆能耗(SRE),通过把提供给磨浆机的净功率除以通过纤维的质量来确定。
在固定磨盘的旋转过程中,磨浆机的功率分布在各个转子磨齿的交叉处。1966 年,Brecht 等人[12]开发了一条方程,用切割边缘长度来描述这种分布,通过将转子磨齿数乘以固定磨盘磨齿数,乘以磨齿长度和转速来计算。比边缘负载的计算如式(12)所示。

式中,SEL 为比边缘负载,J/m;P为净功率,W;CEL为切割边缘长度,m/s。
SEL 的导出本质上是经验性的,是基于逻辑和深入的实验观察。后来的工作表明SEL是每个磨齿交叉通过磨齿长度所消耗的能量[13]。多年来,SEL 已开发了多种形式,但它仍然是迄今为止最广泛使用的用于描述磨浆强度的参数。通常将SRE和SEL作为磨浆作用的2 个表征参数,这非常有助于磨浆机的设计和控制。
2.3 纸浆纤维絮凝的聚集数
一定质量浓度的纸浆纤维彼此相互作用形成絮凝物,从而使纸浆悬浮液具有机械强度,由纤维的长度和粗度(每单位长度的质量)以及悬浮液浓度决定。生产实践中,通常需要考虑这些参数的综合影响,可以通过纤维聚集数N来实现。聚集数N定义为一根纤维长度全扫过的体积中纤维的数量[14],计算方程如式(13)所示。

式中,C为纸浆浓度,%;l为纤维长度,m;w为纤维粗度,kg/m。
理论表明,N反映了每根纤维的接触数。因此,N具有几个临界值:N=1 反映了纤维间的偶然接触;N=16 表示每根纤维与另外2 根纤维接触,是连接性的开始;N=60 是每根纤维与另外3 根纤维接触,是刚性强度形成的开始。当N<1 时,纤维分散良好;当N>60 时,纤维定为弯曲状态,从而形成具有机械强度的网络。造纸过程通常发生在16<N<60 范围内;标准手抄纸成形时N≈1。综上所述,引入纤维聚集数N以描述纤维悬浮液的行为是简单有用的方法。
2.4 纸张长网成形
自从长网造纸机发明以来,纤维悬浮液通过从水平案辊支撑的铜网上脱水使纸张成形。过去认为造成脱水的力是重力,因此当造纸机车速提高时,就会加长脱水的案辊区。然而在20 世纪50 年代初期的实际应用中发现,提高造纸机车速需要更短的案辊区而不是更长的案辊区。
Burkhard 等人[15]根据1956年在造纸机上进行的实验,确定引起脱水的力不是重力,而是案辊和网之间的区域产生的抽吸力,由Bernoulli方程控制,该方程描述了压力(抽吸力)与速度的平方关系。当考虑脱水区的大小这一因素时,脱水量与流速的立方成正比。Taylao[16]导出了脱水方程,如式(14)所示。

式中,q为单位宽度的脱水速率,m3/(s·m);k为常数,m;ρ为水的密度,kg/m3;R为案辊半径,m;V为纸机车速,m/s;μ为动力黏度,Pa·s。
该方程中,R控制着脱水区的角度,该角度与V一起控制脱水程度。太强烈的脱水会在成形案辊区造成不稳定现象。
随后的研究发现,固定的刮水板也能脱水,且与案辊相比更具有优势,因为脱水区的角度可以设置为更小的水平,而不是由案辊半径固定。然而,固定刮水板增加了铜网在使用中的磨损。因此,开发了塑料网以代替铜网,大大延长了成形网的使用寿命。这一科学发现扩大了长网造纸机中刮水板代替案辊的使用范围,使操作更稳定且改进了纸张的均匀度,同时大大提高了车速。毫不夸张地说,这是革命性的长网造纸技术。
2.5 刮板夹网成形器压力
在20 世纪80 年代初期,高速造纸机的夹网成形技术发展迅速。最常用的类型是刮板夹网成形器,即纸浆从包裹在固定刮板上的两张网之间脱水。使用这些成形器的纸张成形匀度很好,但留着率很低。1995年,Zhao等人[17]开发了在固定刮板上包裹的夹网内产生的压力理论模型。在简化的情况下,假设刮板无限薄,两张网的张力相等,且在夹网和刮板的碰撞点排出的水产生的反压可忽略不计,包裹刮板的夹网高速通过时,在刮板上游距离x(单位m)产生的压力脉冲p(x)(单位Pa)可由式(15)计算。
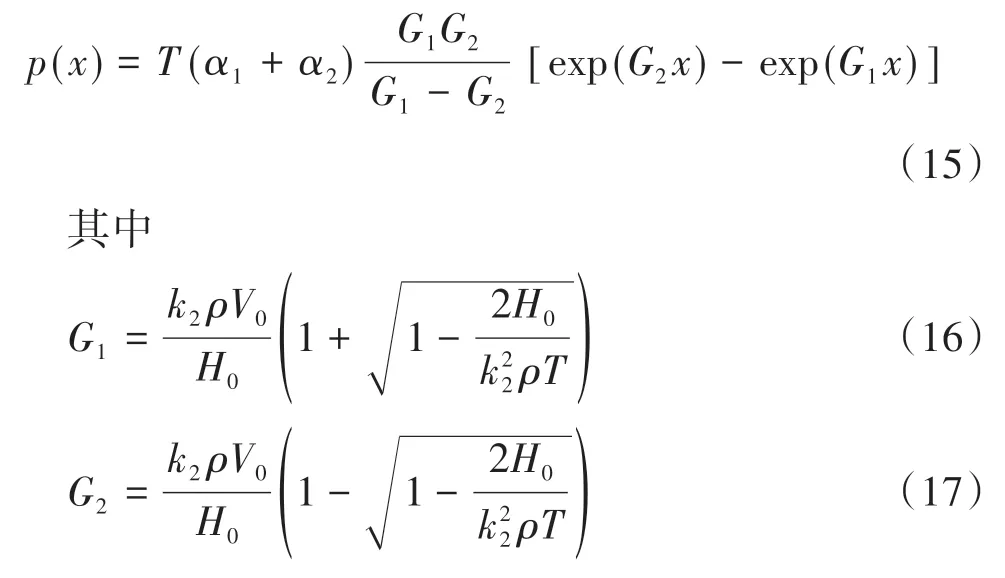
式中,H0为上游两张网的间隙距离,m;T为网的张力,N/m;ρ为纸浆悬浮液密度,kg/m3;k2为已成形部分纸张渗透率,m/(Pa·s);V0为网速,m/s;角度α1和α2分别为网在刮板上前、后包裹角度,rad。
这个简单明晰的压力方程可用于描述刮板边缘上游压力脉冲的大小和形状。事实证明,该方程对解释成形器的一些研究结果非常有用,如宽刮板引起的纸张两面性和纸张成形度很好但留着率很差的问题[18-20]。
2.6 湿部压榨渗透递减模型
压榨是干燥前在造纸机上脱水的最后一步。压榨后固含量即使增加很小,也可以降低干燥所需的能耗。然而直到1990 年,仍没有用于优化压榨参数的综合模型。
1991 年,Kerekes 等人[21]开发了湿部压榨渗透递减模型(DPM)。该模型基于以下前提:压力作用于网上所有水,并且首先从较大的孔洞排出,然后从较小的孔洞排出。因此,脱水率的降低是由于渗透率的降低而不是压力的减少。假设渗透率和厚度可以由纸张水分的幂函数表示,则可根据D'Arcy 定律建立模型;长时间压榨的水分平衡,取决于施加的压力;当从纸张上释放压力时,会发生“回湿”,意味着从纸张上压出的一部分水会留在纸张上,这是由于在分离点上流回毛布或水膜破裂所致。这些因素在DPM 方程中均可以说明,如式(18)所示[22-23]。

式中,m为压榨后水分含量,%;m0为压榨前水分含量,%;me为在峰值压力下无限长时间压榨后的平衡水分含量,%;A为比渗透率,g/m;n为压缩系数;I为压力脉冲,kPa·s;ν为运动黏度,m2/s;W为定量,kg/m2;R为回湿量,kg/m2;A和n由纸浆的特性来确定。
该方程已被证明可用于预测由单个或多个参数的组合(如车速、线载荷和温度(通过运动黏度ν)变化)引起的压榨后固含量的变化。该方程还表明平衡水分含量和回湿决定了湿部压榨的极限[24]。随后的工作确定了影响回湿[25]和平衡水分的因素[26]。
2.7 纸张抗张强度:Page方程
抗张强度是纸张的重要性能之一,它受许多因素的影响,因此有必要以一种综合的形式表达这些因素的影响。为此,1967 年Page 开发了一条抗张强度方程[27]。该方程基于一些简单的概念:首先,纸张的抗张强度受2个基本因素控制,即单根纤维的强度和纤维之间的黏结力,黏结力本身受几个变量控制,比如纤维长度(黏结点数量/每根纤维)、黏结强度和黏结面积;其次是这些因素如何相互作用。如式(19)所示,Page 选择的形式类似于电路中的并联电阻,其中总电阻的倒数等于每个组件的电阻倒数之和,在此为纤维强度和黏结强度。

式中,T为纸张的抗张强度,以断裂长表示,m;Z为零距抗张强度,反映了纤维强度,也以断裂长表示,m;A为纤维的截面积,m2;ρf为纤维壁密度,kg/m3;g为重力加速度,取9.8 m/s2;P为纤维横截面的周长,m;l为纤维长度,m;b为单位面积的纤维-纤维黏结强度,N/m2;RBA为相对黏结面积。多年来,该方程已被证明在预测关键参数对纸张抗张强度的影响方面甚为有用。
3 归 纳
上文重点介绍了制浆造纸科学中的一些重要方程及其应用说明,这些方程范例归纳列于表1。
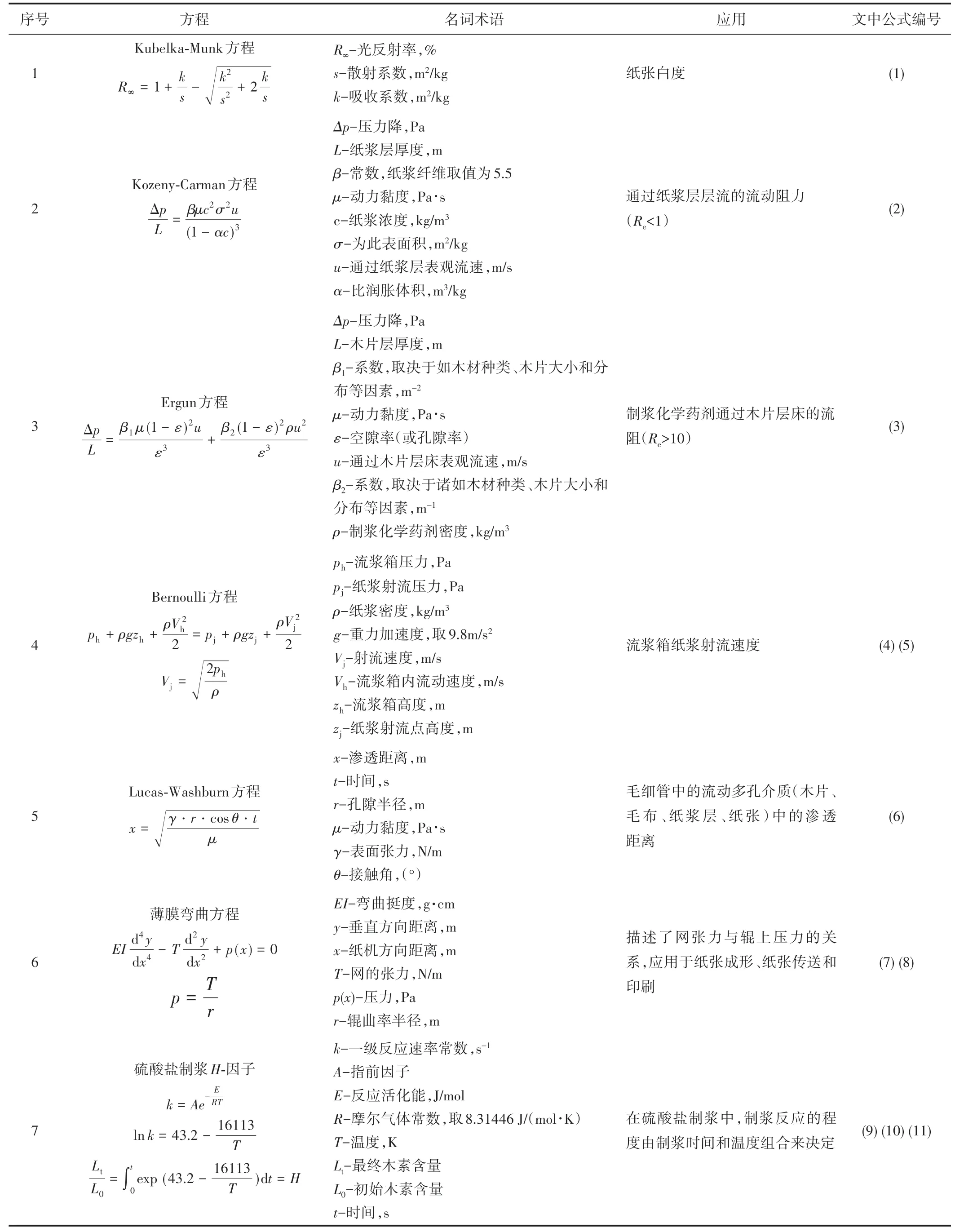
表1 制浆造纸科学的方程范例归纳Table 1 Induction of equation examples of pulp and paper science
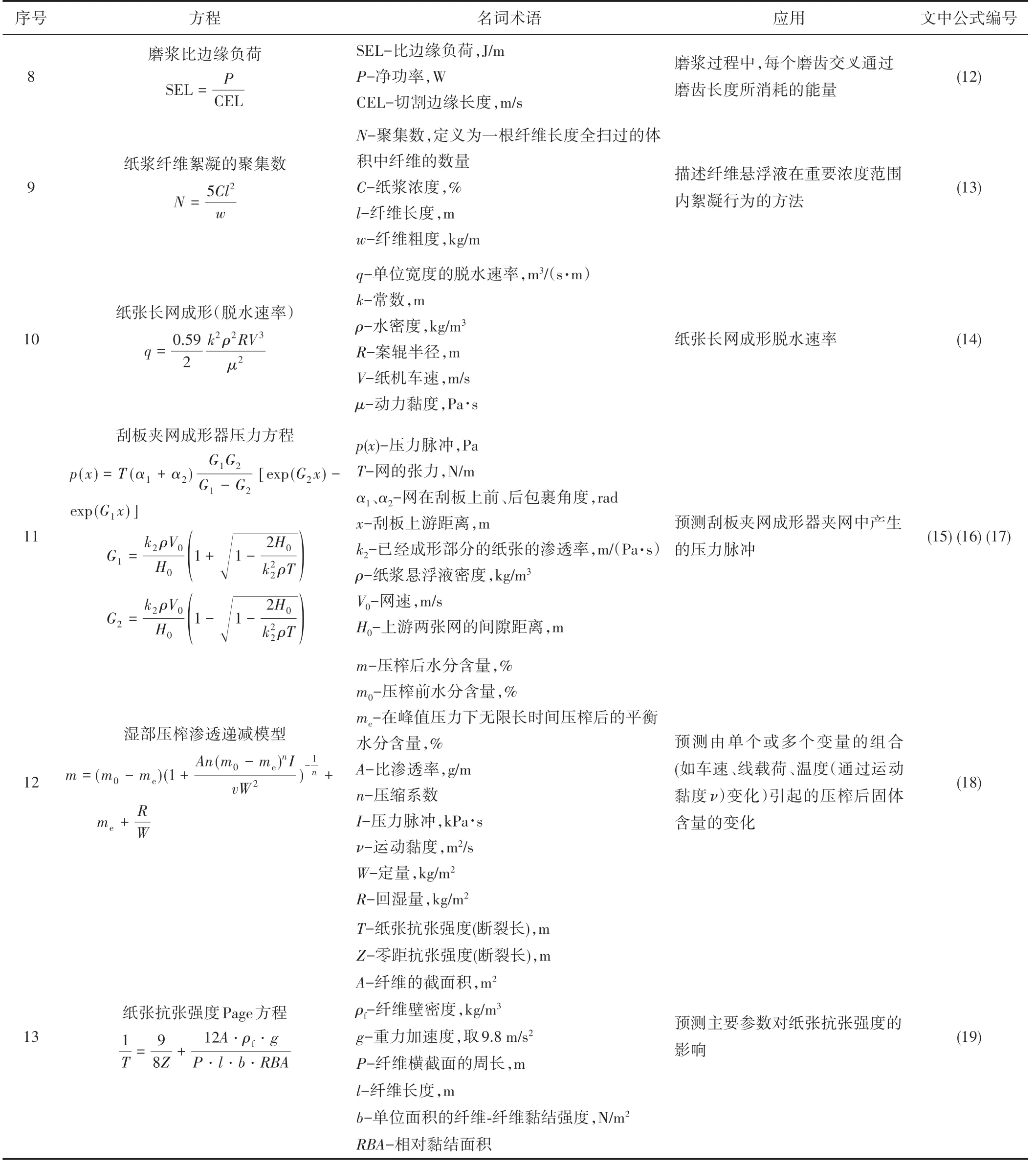
续表
4 结 语
综上所述,无论是源于已有的科学知识,还是专门为制浆造纸的应用而开发的方程,都简洁地描述了多个参数的作用,从而可以定量预测其综合作用。这些方程标志着制浆造纸科学的发展,也为制浆造纸科学的发展做出了贡献。