330 MW机组锅炉磨组一键启停功能分析
2021-03-08章益
摘 要:太仓港协鑫发电有限公司330 MW机组磨组受深度调峰等因素影响,启停频繁。原磨组启动逻辑复杂,流程简易,不能满足实际运行工况的要求,也不利于热工人员的逻辑理解及修改。现提出了制粉系统现场设备频发缺陷的处理思路以及基于FOXBORO IA DCS操作系统的磨组一键启停逻辑优化方案。
关键词:磨组;一键启停;FOXBORO;逻辑
0 引言
太仓港协鑫发电有限公司4台330 MW机组使用FOXBORO DCS控制系统,ICC组态器。每台磨组现场设备包括冷、热风关断门(气动),冷、热风调门(电动),磨密封风门(电动),给煤机进、出口门(电动),磨出口门(气动4台)。磨组受掺烧劣质煤及深度调峰等因素的影响,启停频繁。基建期间设计的自动启动逻辑复杂、流程不符合现有机组运行工况、就地设备缺陷频发等因素,导致启停磨组都需运行人员根据规程手动操作设备,这在一定程度上加大了运行人员的劳动强度,同时也更加依赖于运行人员的经验水平。
此次磨组一键启停实现的基础是现场设备的可靠动作、测点的准确无误,功能的实现分现场设备治理、DCS逻辑优化两步实施。本文将从这两方面分别说明存在的问题并提供解决思路。
1 存在问题
1.1 现场部分
(1)制粉系统气动门无法打开或者信号不到位现象经常发生,主要原因有以下3点:
1)制粉系统气动门气缸大多是非标气缸,规格型号、生产厂家较杂,而且气缸前端盖承受的温度较高,密封件容易老化,活塞和汽缸壁间隙增大,导致气缸漏气、窜气。
2)磨煤机的冷、热风关断门在开关过程中经常出现卡涩现象,导致气动门信号无法正确反馈。
3)制粉系统使用的压缩空气含水量高,长期运行后气源管路存在积水,影响气动。
(2)磨煤机出口风速测量装置超出产品寿命周期,磨损后发生测量偏差,影响测点可靠性。
(3)磨煤机出口风速测量装置使用的变送器量程为0~1.0 kPa,而在实际运行中,风压经常超出1.0 kPa,加上使用的风压变送器的过载能力差、精度低,无法满足测量要求。
1.2 逻辑部分
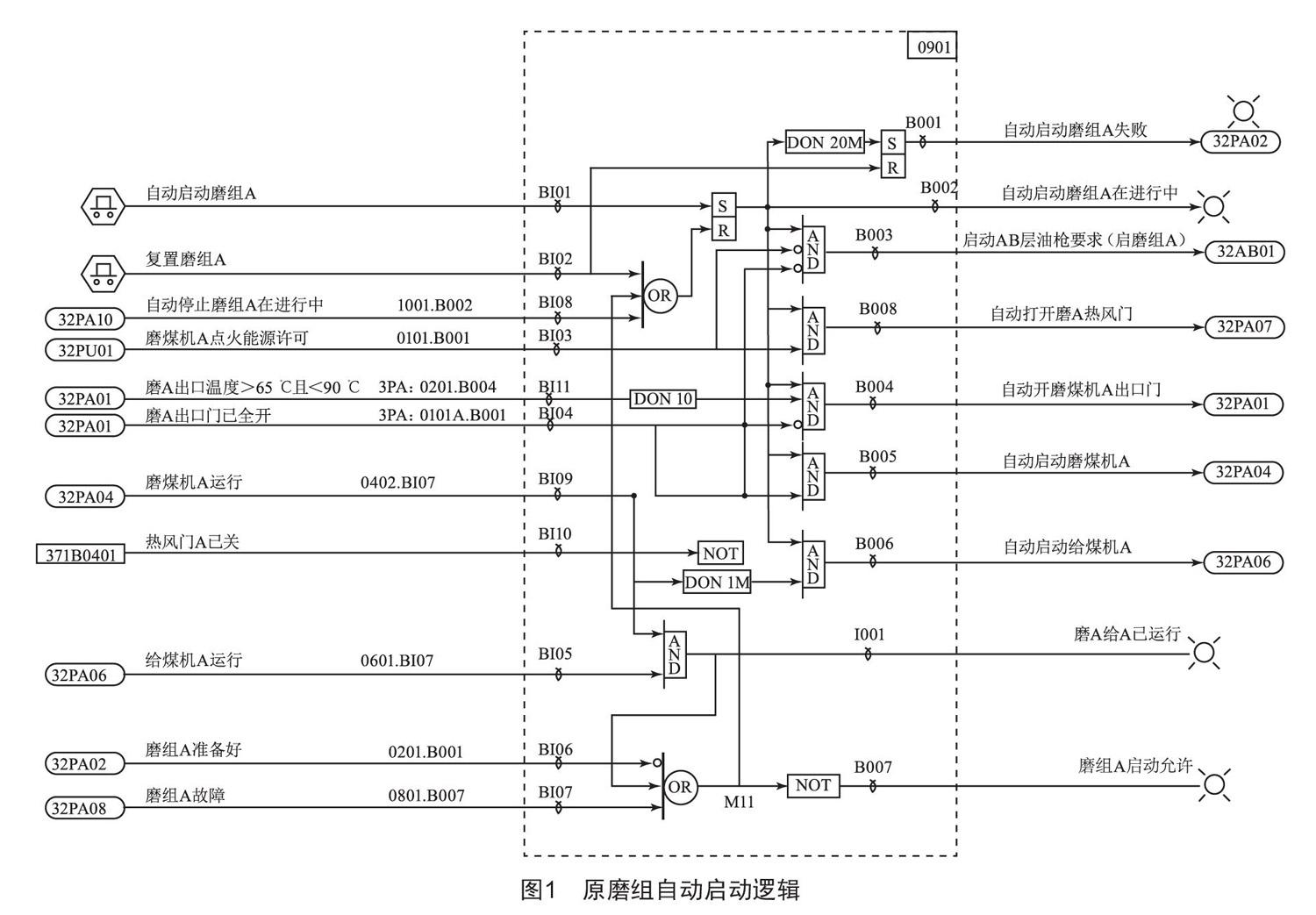
(1)原磨组启停DCS逻辑使用计算块CALC搭建,如图1所示,其逻辑语句复杂,限于CALC计算块只能编写50行汇编语句,后期增加操作步序或者修改逻辑时较困难。
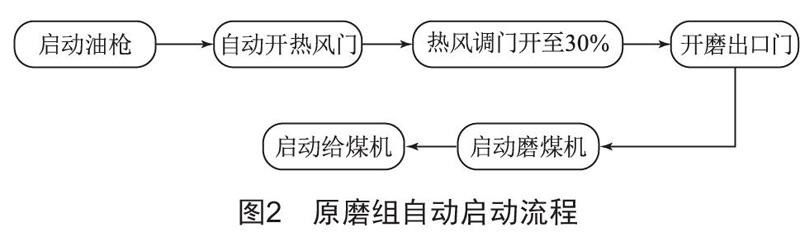
(2)如图2所示,原有的控制流程简易甚至错误,不能满足实际操作需要,启动磨组时需根据个人工作经验在DCS画面逐个手动启动,增加了运行人员的工作量。
(3)原有DCS画面操作面板简易,当设备动作正常,仅信号反馈异常时,无法跳过进入下一步,影响磨组启动。
(4)磨组启动时部分设备的首出处于“跳闸”状态,原逻辑未在允许条件满足后对首出“跳闸”状态及时复位,从而无法启动设备。
(5)原有的磨组启停逻辑没有根据实际磨出口温度等参数进行热风调门开度的自动控制,容易在启动磨组时出现温度增长过快等不利因素,影响磨组安全。
2 解决思路
2.1 现场部分
(1)对于磨组气动门无法打开或者信号不到位的情况,主要从以下3个方面来解决:
1)使用生产厂家、型号规格一致的气缸密封件,方便维护。
2)冷热风门卡涩主要由门板导轨煤粉堆积导致,清理门板轨道会大大减少风门卡涩的现象,同时在气缸末端增加双磁性开关可以有效解决信号反馈不灵敏的问题。
3)压缩空气含水量高的根本原因在于空压机排水设备或冷凝设备存在问题,需择机处理。机组运行期间,为保证机组的安全可靠,可在最低处的气源管路增加自动排水阀。
(2)风速测点取样装置磨损属于寿命周期中的正常现象,需在机组检修时对取样装置进行更换。
(3)原有的风速变送器量程及精度无法满足现场工况,需重新选型。
上述方法基本可以解决制粉系统现场缺陷频发的问题,大大提高信号及数据的可靠性。
2.2 逻辑部分
此次磨组一键启停功能的优化需删除原有逻辑及操作画面并进行重新设计。首先,需要对运行人员实际操作的步序及设备启停的允许条件进行整理;其次,需对原有逻辑进行核对,避免逻辑设计时出现错删、误删、漏删现象;最后,根据原逻辑出现的各种弊端及实际操作需求设计逻辑及操作画面。
(1)通过相关专业多次讨论,确定启停步序:
磨组一键启动允许条件:1)点火能源许可;2)锅炉允许投煤;3)磨润滑油流量不低;4)磨油站冷油器后压力不低;5)磨油站润滑油差压不大;6)磨润滑油温>30 ℃;7)给煤机入口闸板门已开。
磨组一键启动步序:1)开磨煤机出口门且开信号到位。2)开磨煤机密封风门且开信号到位。3)开磨煤机冷风关断门且开信号到位。4)开磨煤机冷风调门至30%。5)开磨煤机热风关断门,冷风调门自动投入,设定值自动设70°,速率为1(°)/min(自动开度上下限:20%~60%;手动控制无上下限)。热风关断门已开,一次风风量满足,密封风与一次风差压不低,磨出口温度>60 ℃,暖磨结束。6)开启给煤机出口门,启动磨煤机。7)磨出口温度大于65 ℃且给煤机出口门已开,启动给煤机,开给煤机密封风门。
磨组一键停止允许条件:给煤量小于10 t/h。
磨组一键停止顺控:1)停给煤机。2)给煤机停止信号到位,关给煤机出口门。3)冷、热风调门切手动。4)磨煤机电流小于24 A,延时30 s,且给煤机停止5 min,停磨煤机。5)磨停止信号到位,关密封风门。
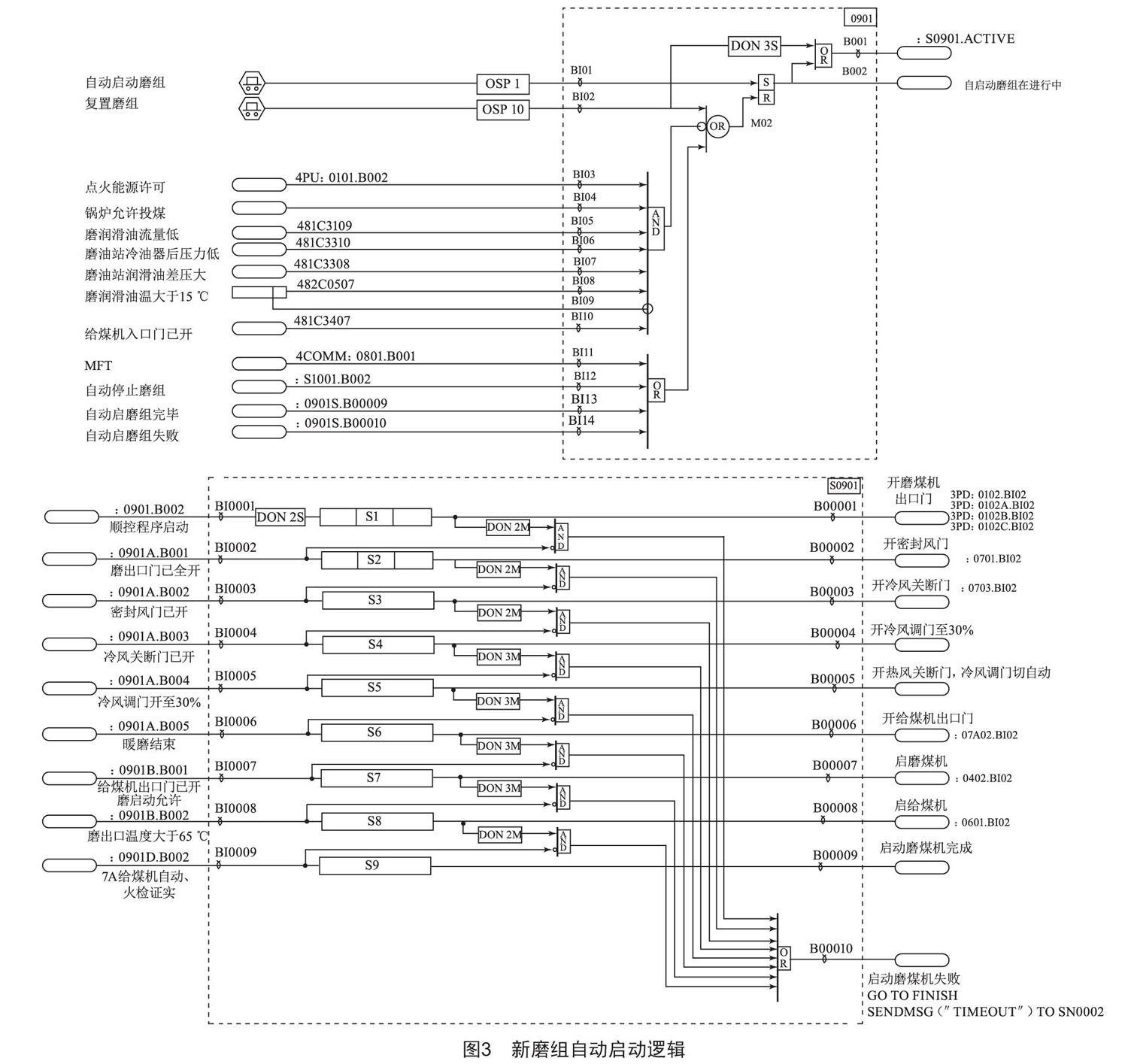
(2)考虑到操作步序多,操作功能增加,单纯的CALC计算块已无法满足设计需要。计算块及顺控块的搭配使用,使得逻辑方便设计、易于理解,且更利于后期的维护修改。如图3所示,计算块负责允许条件及操作功能的实现,顺控块负责步序的进行。
此设计的优点在于:1)顺控语言设计,功能更强大,不限制语句数量,逻辑语句简洁明了。2)模块化设计,可自由增加或删除相应步序,不影响自动逻辑的优化。3)利用顺控块的前一条指令可自动复位启动设备的首出“故障”状态,避免运行人员忘记手动复位导致无法启动设备的情况。4)新的冷、热风调门通过PID模块按照一定速率打开,避免了原先直接打开热风门导致磨出口迅速升温的危险。
如图4所示,重新设计了操作面板。其中,增加了跳步功能按钮,避免出现设备实际动作到位而反馈信号故障导致顺控无法进行的情况。同时在右上角实时显示顺控状态,辅助运行人员监控。
3 結语
针对磨组就地设备现状及逻辑设置不合理的问题,笔者提出了制粉系统现场设备频发缺陷的处理思路以及基于FOXBORO IA DCS操作系统的磨组一键启停逻辑优化方案。磨组一键启停功能的实现不仅促进了现场设备的优化治理,还在逻辑方面提升了机组自动控制水平,降低了对运行人员经验的依赖,减轻了作业人员的劳动强度,为后续实现风烟系统一键启停功能打下了良好基础。
[参考文献]
[1] 高盼.基于I/A Series的设备状态不一致故障复位优化[J].仪器仪表用户,2018,25(6):86-88.
[2] 上海福克斯波罗有限公司.I/A Series X系统及应用[Z].
[3] 曹东.智能控制在电厂热工自动化中的应用分析[J].科技传播,2016,8(5):192.
[4] 段学农,雷霖,朱光明,等.直吹式制粉系统设计中存在的问题与对策[J].中国电力,2011,44(7):57-60.
收稿日期:2020-12-21
作者简介:章益(1990—),男,江苏如皋人,工程师,研究方向:热工自动化。
