大跨度钢桁架分段吊装施工工艺的研究
2021-03-06张青山张永坡
张青山, 张永坡, 刘 杰
(天津三建建筑工程有限公司,天津300170)
随着社会的发展,人们对生活空间的要求越来越高,公共建筑内的共享空间也越来越大,导致结构构件的跨度越来越大。对于大跨度构件来说,钢结构特别是钢桁架比普通的钢筋混凝土结构更具有优势[1]。大跨度钢桁架结构对加工精度、安装精确性、施工安全、焊接控制、变形监测等提出了更高要求。
大跨度钢桁架施工可采用:高空散装法、液压整体提升法和分段吊装法[2]。液压整体提升法对施工操作要求高,施工人员较少;高空散装法,施工工期较长,施工交叉作业难度大;在施工安全、节点工期、费用和人员等方面,分段吊装法较另外两种方法更具有优势。分段吊装法更易于操作,更加安全,节点工期能够得到保证;吊装机具租赁方便,较大型液压提升设备更具有优势;大跨度钢桁架施工一般优先考虑分段吊装法。因此,对大跨度钢桁架的分段吊装施工工艺进行深入的研究具有一定的实际价值和意义。
1 工程概况
天津生态城图书档案馆主要为全现浇钢筋混凝土框架-剪力墙结构体系。其中南北出入口大台阶上方三、四层主结构位置处有跨度为31、34、39 m的大跨度钢桁架,质量分别为76、95、125 t。钢桁架弦杆及腹杆等为箱形构件,桁架高度5.4 m。见图1。

图1 桁架立面
桁架构件截面尺寸:□1 050 mm×700 mm×35 mm×50 mm、□1 050 mm×500 mm×35 mm×50 mm、□1 050 mm×500 mm×35 mm×35 mm,材质为Q345C。
2 施工重难点分析
1)钢桁架最大跨度39 m、最大质量125 t,分段节点和起拱值设计需重点考虑。
2)钢桁架下方为混凝土结构大台阶,对钢桁架吊装时支撑架体的搭设影响较大。
3)钢桁架采用50 mm厚钢板,厚度较大。焊接过程中产生的焊接变形和焊接残余应力可能影响结构的安全和质量,需要对焊接残余应力进行监测。
3 施工工艺
3.1 施工流程
钢桁架所有钢构件均在加工厂内制作完成并提前散件运至施工现场。
1)在地面铺设拼装平台,使用50 t 汽车吊将大跨度钢桁架分段在拼装平台上进行拼装。
2)在混凝土结构达到强度要求后,在南北出入口大台阶上搭设支撑架体。
3)使用500 t汽车吊分三段吊装大跨度钢桁架。
3.2 钢桁架分段及预起拱处理
以桁架3A 为例,桁架总长度39 m。桁架分段节点宜设置在受力最小的部位,即跨中1/3 位置处。上下弦杆分段节点互相错开1 500 mm。钢桁架两端最外侧腹杆采用散装方法。
钢桁架的跨度在31 m 以上,属大跨度钢桁架,故需要做预起拱处理。按照钢桁架分段的特点,将钢桁架的预起拱形式设置为折线形。桁架分段节点即为预起拱折线点。见图2。
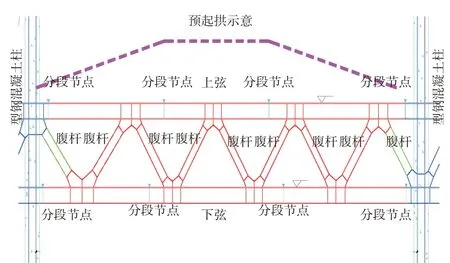
图2 桁架分段及预起拱
3.3 桁架现场拼装
3.3.1 拼装胎架的设置
1)拼装胎架必须满足强度、稳定性的要求,同时要方便现场拼装的需要。
2)为避免构件的二次搬运,拼装场地的设置应尽量靠近桁架吊装的位置,但又不能影响桁架的吊装作业。
3.3.2 桁架拼装要点
1)使用全站仪等仪器对桁架各个节点进行精准定位。将三段桁架同时拼装,以避免各段桁架间的误差。
2)为避免焊接应力集中及焊接变形,桁架焊接时采取合理的焊接顺序。钢桁架整体的焊接顺序为中间向两边进行焊接,构件对接焊口采用对称焊接的顺序。
3)桁架拼装完成后,首先去除桁架上的所有定位点,使之处于自由状态;再测量桁架的尺寸[2]。
3.4 支撑架体的设置
支撑架体的布设共有两种方式:
1)搭设满堂红支撑脚手架;
2)格构式独立支撑架体。
由于本工程支撑架体布设在大台阶上且大台阶下方空间较小无法进行架体回顶,不能满足在大台阶上方搭设满堂红支撑架体的需求,故最终确定选择格构式独立支撑架体。见图3。
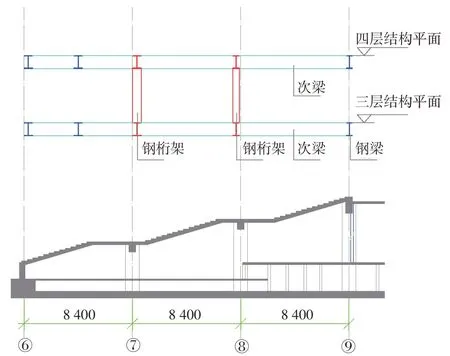
图3 大台阶结构立面
格构式独立支撑架体所有构件均为钢管,规格尺寸为1 m×1 m×1.5 m。见图4。
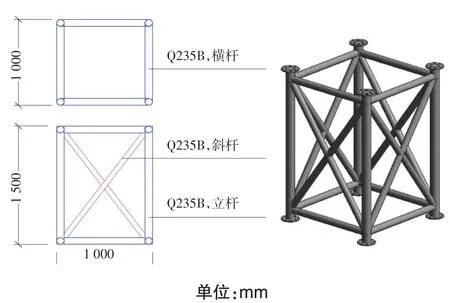
图4 支撑架体
为保证主结构在钢结构吊装时不受损坏,在支撑架体下面设置厚钢板。为保证施工安全,需用揽风绳固定支撑架体。揽风绳一端与支撑架体顶部固定,另一端与预先设置在台阶上钢筋弯勾固定。
3.5 分段吊装施工要点
3.5.1 吊装设备选择
吊装设备的选择时,考虑现场所有不利条件。
根据现场实际情况分析吊装最不利工况:吊装半径15 m,吊车臂杆长度28 m;桁架分段最大质量44.21 t,动载系数取1.3,故吊装质量为44.21×1.3=57.5(t)。
根据汽车吊性能:500 t汽车吊在此工况下能够满足吊装要求,故选择500 t汽车吊进行分段吊装作业。
3.5.2 分段吊装作业
1)起吊。吊装前检查钢桁架及吊点、卡扣,满足要求后使用汽车吊将平放在平台上的桁架吊起至竖直状态。然后缓缓将桁架吊起,至下弦杆距地面500 mm时停止提升,再次检查汽车吊及钢桁架、地基等吊装状态。经检查无异常情况后,进行后续吊装作业。
2)吊装就位。钢桁架分段吊装,按照先远后近、先两头后中间的原则进行。
两侧段钢桁架吊装就位后,使用两台全站仪(相互保持90°)对桁架的标高、轴线进行测设并调整桁架的相应标高及位置,使误差保持在规范允许范围内[3~4]。调整完成后在上下弦设置揽风绳,使钢桁架竖向保持稳定,再吊装中间段桁架[5]。
3)焊接控制。通过选择合理的焊接顺序、调整坡口角度、调整焊接参数、焊前预热、焊后热处理等方法[6]减小焊接过程中的残余应力及焊接变形,尽可能减小焊接过程中的不利因素的影响。
钢桁架构件现场接焊采用多层多道焊,每层(每道)焊缝的焊接同时由两名焊工从两侧对角线位置按照相同的方向(顺时针或逆时针)对称焊接。上下两层(两道)焊缝的焊接方向相反。
适当减小焊口坡口角度,对焊接残余应力有一定的改善。
4 焊接残余应力监测
钢构件焊接过程中均会产生残余应力和焊接变形,焊接残余应力和焊接变形过大直接影响结构的安全和质量。焊接残余应力太大可能会使得柱端混凝土拉裂,影响结构的承载力和正常使用,因此需要对焊接残余应力进行分析和监测,避免焊接残余应力过大。
4.1 应力监测
实时监测应力,也可每隔10 s 监测一次,具体监测次数,应力监测人员可随机调整。
4.2 温度监测
温度监测每隔20 s 或30 s 监测一次,具体监测次数,温度监测人员可随机调整。
5 结语
大跨度钢桁架分段吊装施工工艺的应用最大限度地实现了设计的意图、保障了工程的工期、节省了相应的费用,使钢结构及整个混凝土主体结构的质量得到了保证,取得了良好的社会及经济效益。本文重点探讨了大跨度钢桁架的分段吊装施工工艺,为以后类似的工程提供一定的参考。□■