核电厂低压缸汽轮机转子叶片的渗透检测
2021-03-01陈斐,李朋,李鑫
陈 斐, 李 朋, 李 鑫
(中核武汉核电运行技术股份有限公司浙江分公司, 嘉兴 314330)
核电厂的汽轮机是将热能转换为动能的核心部件,而汽轮机的核心部件是转子叶片。国内某核电厂机组正常运行期间,发生了低压缸汽轮机转子叶片(动叶片)断裂事件(断裂处为司太立合金退刀槽与母材结合处),导致机组非正常停机,严重影响其安全运行和经济效益。在随后开展的针对低压缸汽轮机转子叶片的小修过程中,检测出一定数量的裂纹缺陷,同时,电厂对其它机组开展了同样的小修,也检测出了一定数量的裂纹缺陷。电厂及时更换了这些有缺陷的叶片,保证了核电厂的安全运行。文章将分析如何对汽轮机叶片进行渗透检测。
1 低压缸转子叶片工况分析
该厂所使用的汽轮机为多级冲动式汽轮机,由于其运行时工况复杂,所以转子叶片承受的应力也很复杂。在变工况运行的情况下,当蒸汽温度降低时,末几级叶片的蒸汽湿度增加,加剧了末几级动叶片的水滴冲蚀,缩短了叶片的使用寿命。
转子叶片是完成蒸汽能量转换的重要部件,工作时处在高温、高转速、高气流冲击的严峻条件下,因此,转子叶片是关系到汽轮机经济性和安全可靠性的重要部件。
汽轮机工作时,叶片上受到的作用力主要有2种,一种是在其高速转动时产生的离心力,离心力又分为离心拉应力和离心弯应力;另一种是在气流的作用下产生的气流力,气流力又分为气流弯应力和动应力。叶片在受到离心拉应力、离心弯应力和气流弯应力的作用下,会在原平衡位置附近发生自由振动,此时的振动频率称为自振频率;叶片在受到动应力(周期性外力,也称为激振力)的作用下,会按激振力的频率振动,即发生受迫振动,此时的振动频率称为激振频率。当叶片的自振频率与激振频率相等或成整数倍时,叶片会发生共振,振幅和振动应力急剧增加,极易引起叶片的疲劳损坏。若叶片断裂,其碎片可能将相邻叶片及后级的叶片打坏,还会使转子失去平衡,引起机组强烈振动,造成严重的后果[1]。核电厂在该理论的基础上将次末级(第6级)叶片全部更换为带凸台连接的新型叶片(避免共振),在之后的机组运行中,未再发生叶片断裂事件。在之后的多次大修中,叶片上也均未检测出任何缺陷。
基于对叶片工况及所受应力的分析,将低压缸汽轮机叶片的渗透检测区域确定为末三级转子叶片,检测范围包括末三级动叶片叶身、叶根及两侧端面,司太立合金、司太立合金退刀槽部位与母材结合处,叶片受检部位如图1所示。

图1 叶片受检部位示意
2 渗透检测基本原理
渗透检测的工作原理为,工件表面被施涂含有荧光染料或者着色染料的渗透剂后,在毛细作用下,经过一定的时间,渗透剂渗入表面开口的缺陷中;去除工件表面多余的渗透剂,经过干燥后,再在工件表面施涂吸附介质(显像剂),同样在毛细作用下,显像剂将吸出缺陷中的渗透剂,在合适的光源下,缺陷处的渗透剂痕迹被显示出来,从而探测出缺陷的形貌及分布状态[2]。
3 叶片的渗透检测
采用溶剂去除型渗透法对汽轮机转子叶片进行渗透检测。这种渗透检测方法相对于水洗型(灵敏度低、操作简单)和后乳化型(灵敏度高、操作繁琐),具有灵敏度高和操作简便的双重优点,既保证了叶片缺陷的检出率,又有效缩短了核电厂大修的工期。
核电站现场渗透检测的技术特点如下所述。
(1) 对表面开口缺陷的检测灵敏度高,高灵敏度的渗透检测可以清晰地显示宽度约为0.5 μm,深度约为10 μm,长约为1 mm的微裂纹。
(2) 检测效率高,一次操作即可检出多个方向的缺陷。
(3) 检测不受工件形状、尺寸以及场地的限制。
(4) 渗透检测能够探测的典型缺陷包括裂纹、裂缝、折迭、冷隔等。
NB/T 47013.5-2015规定整个检测过程中,在10 ℃~50 ℃的温度条件下,渗透时间一般不应少于10 min;显像时间取决于显像剂的种类、需要检测的缺陷大小以及被检工件的温度等,一般应不小于10 min,且不大于60 min。
依据相关标准并结合以往的工作经验,在相同的环境(温度为13 ℃,照度为1 365 lx)下,同时对叶片已知缺陷部位和B型试块实施渗透检测。渗透时间为20 min,显像时间为15 min,并未检测出叶片根部端面细小的已知缺陷,而B型试块灵敏度验证为C级高灵敏度。
笔者分析认为有以下2种原因导致已知的细小缺陷未能检出。
(1) 叶片在饱和蒸汽工况下运行,蒸汽会进入缺陷内部凝结成水;核电厂地处杭州湾区,此地区海水浑浊,虽经过厂内处理,但仍有少量碎砂残留其中,这些碎砂会进入缺陷。以上污染物(海水和碎砂)会阻碍渗透液湿润和进入缺陷,海水还会与渗透液中的乳化剂相结合,降低渗透液的性能。
(2) 13 ℃的温度相对于渗透检测而言偏低,低温会使渗透液变粘稠,影响渗透速率,进而影响渗透时间。
从分析的情况来看,只有适当延长渗透时间和显像时间,增强渗透效果和显像效果,才会得到更好的检测结果。因此在检测时,增加了渗透液的停留时间,提高显像时间至30 min,结果叶片根部的细小裂纹被成功检出。
4 工艺改进
更长的渗透时间可以得到更好的检测效果,但是检测过程时间过长会影响到工作效率,达不到最优的经济效益。为了既能检测出叶片上的细小缺陷保证检出率,又能提高工作效率,采用比较法对已知缺陷的叶片反复进行试验。将基准渗透时间定为20 min,每一组试验渗透时间相差10 min;将基准显像时间定为10 min,每一组试验显像时间相差5 min,最大显像时间不能超过30 min。叶片的渗透、显像时间及检测结果如表1所示。
由表1数据可知,当渗透时间选择为60 min及以上,显像时间选择为30 min时,检测效果最佳。综合考虑工作效率等因素,最终渗透时间定为60 min,显像时间定为30 min。司太立合金处的细小缺陷如图2所示,叶片端面处的细小缺陷如图3所示。
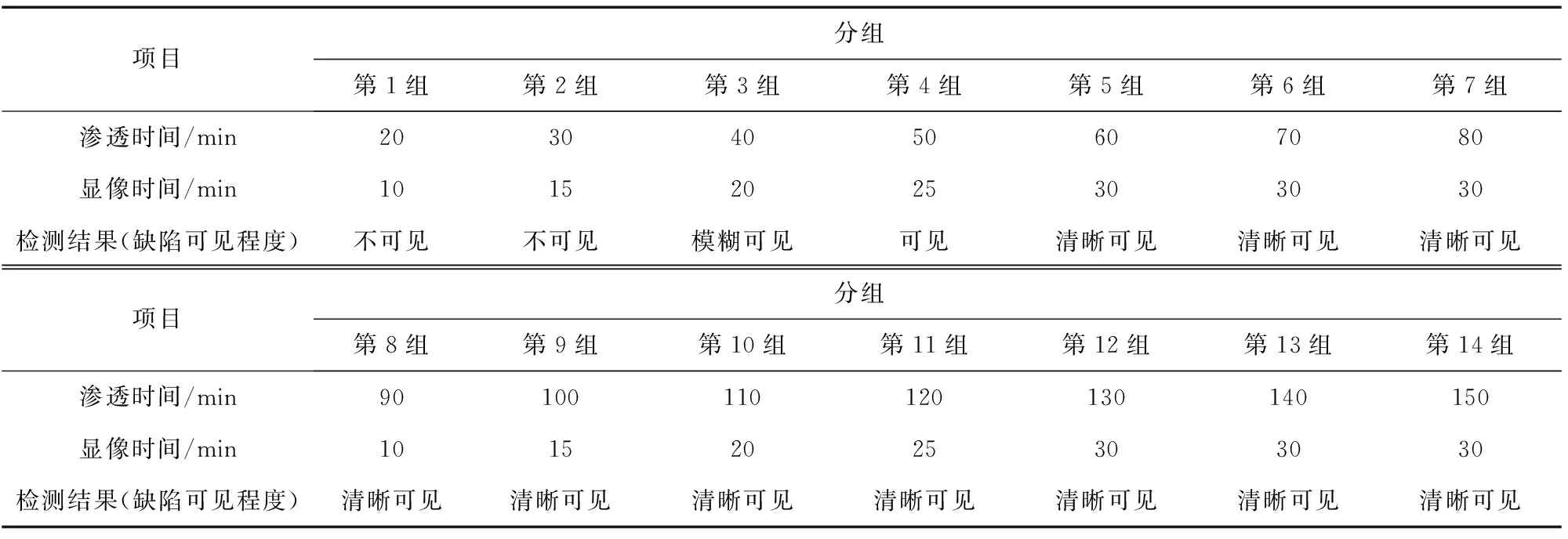
表1 叶片的渗透、显像时间及检测结果

图2 司太立合金处细小缺陷显示

图3 叶片端面处细小缺陷显示
经过试验确定的最佳渗透时间及显像时间方案已经普遍应用于国内有同种机型的核电厂。在某核电厂采用该方案进行渗透检测时(渗透时间为60 min,显像时间为30 min),检测出大量叶片缺陷。部分典型缺陷如图所示,其中,司太立合金处裂纹缺陷如图4所示;司太立合金与母材结合处裂纹缺陷如图5所示;叶片端面处裂纹缺陷如图6所示。

图4 司太立合金处裂纹缺陷显示
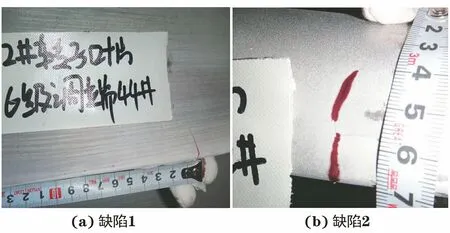
图5 司太立合金与母材结合处裂纹缺陷显示
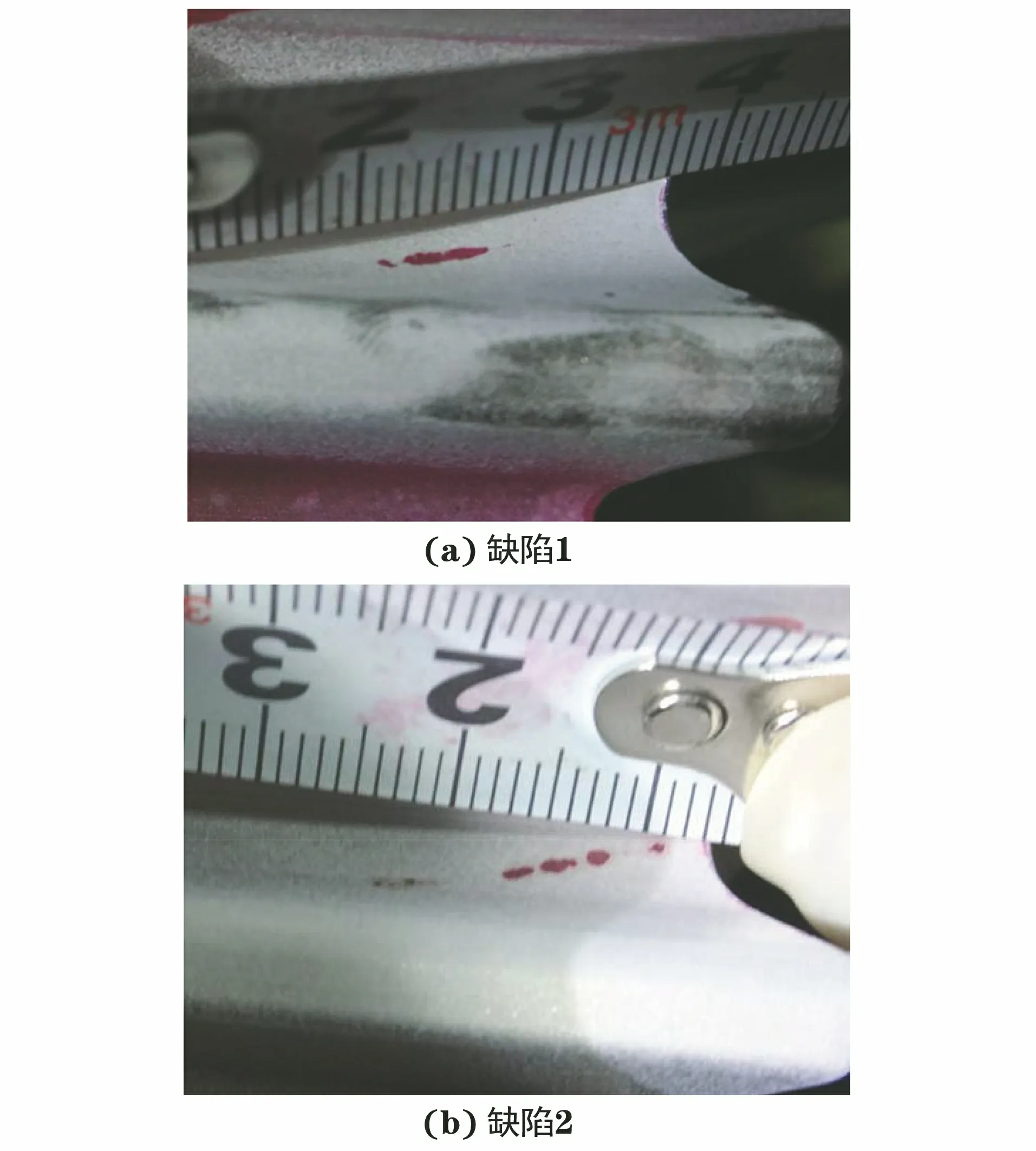
图6 叶片端面处裂纹缺陷显示
5 结语
通过了解叶片的结构、工况及运行期间的受力情况等,分析了叶片缺陷在常规渗透时间及显像时间下不能被完全检出的原因。采用比较试验法,得出了检测叶片的最佳渗透时间和显像时间,确定了最优的渗透检测工艺,即保证了缺陷检出率,又提高了工作效率,为核电厂大修节省了时间。
