钣金折弯展开料尺寸的计算
2021-02-27刘永建
刘永建
河南航天特种车辆有限公司 河南信阳 464000
1 序言
钣金工艺通常用于厚度6m m以下的金属板材加工。要想折出尺寸精度较高的钣金件,展开料尺寸的计算至关重要。最常用的钣金折弯都是90°折弯,折弯内角半径通常等于板厚。
2 展开料尺寸的第一种计算方法
展开料尺寸的第一种计算公式为:展开料尺寸=折弯件的各边外形尺寸和-1.645×板厚×折弯个数。其中,1.645是折弯系数。其适用于6mm以下金属板90°折弯展开料尺寸计算(折弯内角半径等于板厚)。我们在实际生产中曾多次验证过这个计算公式,使用不同的板材,折出来的零件尺寸公差都在零点几毫米以内,基本满足需求。
3 展开料尺寸的第二种计算方法
展开料尺寸的第二种计算公式为:展开料尺寸=折弯件各边内尺寸相加+Q×折弯个数。其中,Q为另一种折弯系数。不同厚度板材的Q值不同(见表1)。当T<1mm时,Q忽略不计。第二种计算方法同样能计算6m m以下金属板90°折弯展开料尺寸(折弯内角半径等于板厚)。
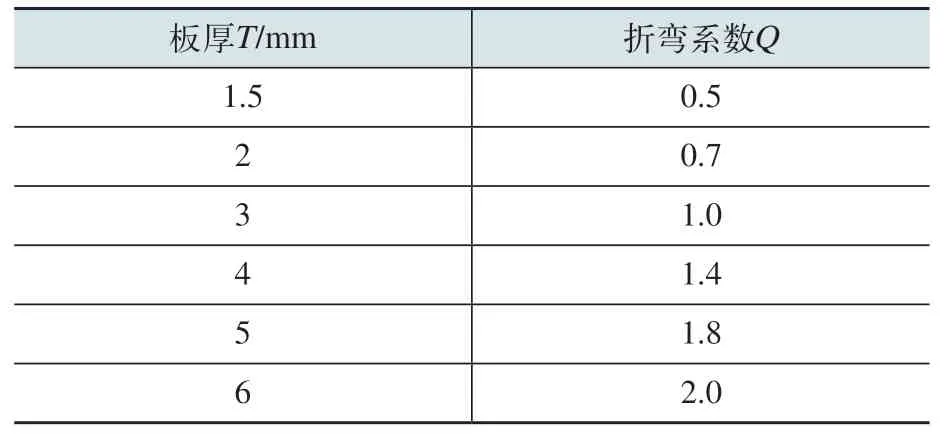
表1 板厚T和折弯系数Q对照表
4 计算实例
用两种方法计算图1所示同一折弯件的展开料尺寸,计算过程如下。
(1)方法一 展开料尺寸=2 0 +2 0-1.645×3×1=40-4.935=35.065(mm)。
(2)方法二 展开料尺寸=17+17+1×1=35(mm)。
计算结果基本一样。两种方法都可以用来快速计算90°折弯,并广泛应用于生产实践中。
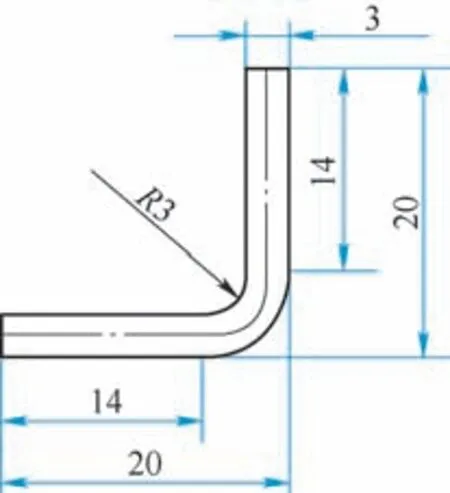
图1 折弯件尺寸
5 运用三维软件模拟计算与分析
为什么用这些方法能够算出展开料尺寸?是否能够更精确地计算出不同材料的展开料尺寸?我们知道,金属板材在折弯过程中,折弯角都要发生塑性变形,折弯的外圆角是拉伸,内圆角是挤压,这就使得在板材厚度方向上存在一个层,其在折弯过程中既不挤压,也不拉伸,折弯后的尺寸和展开尺寸一样,这一层叫做中性层。在折弯金属板材的厚度方向剖出一个截面,截面内一条长度不变的线就叫折弯中线,如图2所示。这条折弯线存在的位置用K和Y因子来表示,K=A/T,Y=Kπ/2。不同材料的K和Y值不同,展开料尺寸也不同。材料硬度较小的,例如黄铜,Y=0.55,K=0.35;硬度一般的,例如铝,Y=0.64,K=0.41;硬度较高的,例如冷轧钢、弹簧钢,Y=0.71,K=0.45。现今很多三维软件都有钣金绘图功能,这里我们运用Creo软件来模拟钣金折弯。Creo软件里同样有K和Y的设定,通过改变它们的大小,就能模拟出不同的折弯,从而计算或测量展开料尺寸。

图2 折弯中线示意
1)结合三维软件和K、Y值的设定,对钣金折弯进行分析,如图3所示。
从图3中可以看出,板材在折弯过程中,折弯部分发生了挤压和拉伸变形,当θ=90°时,L2就是1/4弧长。展开料的尺寸L=L1+L2+L3。其中,L1=20-T-R=14(mm);L3=20-T-R=14(mm);L2=(R+A)π/2,R=T,所以L2=(T+A)π/2。则L=L1+(T+A)π/2+L3。

图3 钣金折弯分析
假设设定A=1.5,即K=0.5 时,计算可得展开料 尺寸L=1 4 +(3 +1.5)π/2 +1 4 =35.065(mm)。
2)运用前述方法一和方法二计算图3的展开料尺寸。方法一:L=20+20-1.645×3×1=40-4.935=35.065(mm);方法二:L=17+17+1×1=35(mm)。
可见方法一和方法二就是把K设定为0.5时算出的展开料尺寸。因为各种金属材料的K值都在0.5附近波动,而大多数钣金件尺寸公差要求不高,所以把K设为0.5基本能算出大部分金属板材的展开料尺寸。要想更精确地计算直角折弯的展开料尺寸,就需要把相应材料的K值带入公式中,这样折出来的钣金件尺寸精度更高,公差更小。
6 非直角折弯的计算方法
前面我们一直讨论的是直角折弯,而且都是折弯内角半径等于板厚,那么折弯角不是90°、内角半径≠板厚的折弯能否计算呢?
继续参考图3,如果内角R≠板厚,θ≠90°,那么L2=(R+A)π/2=Rπ/2+Aπ/2=Rπ/2+AπT/(2T)=Rπ/2+KπT/2=(Rπ/2+YT)θ/90。
由此得到一个折弯部分长度同Y、θ的关系式,可以根据不同材料的K、Y值,计算出不同内角R、θ的折弯部分L2的尺寸,从而计算出整个折弯件的展开料尺寸L。也可通过该式,用已知长度的板材折弯,来推算出这种板材的K、Y值,用于同类板材的计算。
7 结束语
在钣金折弯的生产加工中,既能运用经验总结的方法快速计算常见的直角折弯展开料尺寸,也能运用三维软件,通过公式精准地计算不同R、θ折弯的展开料尺寸。还能灵活地利用软件、公式推算未知材料的K、Y值。保证了钣金折弯加工工艺和其他加工工艺一样,能够精准地设计、准确地加工。
