Cr12MoV钢拉深模失效分析及工艺改进
2021-02-26关慧欢徐继东刘燕燕张怀青崔鹏飞吴传博
关慧欢,徐继东,刘燕燕,张怀青,崔鹏飞,吴传博
潍柴动力(潍柴)装备技术服务有限公司 山东潍坊 261000
1 序言
模具在航空航天、汽车、自动化以及日常生活用品制造中占的比重越来越大。冷作模具钢用在金属或非金属材料的冲载、拉深、弯曲、冷镦、滚丝及压弯等工序。为满足工模具能满足冲击、磨损、弯曲、剪切等条件,材料需具备优良的强韧性。而Cr12MoV钢,属高铬微变形模具钢,具有很高的耐磨性、淬透性、热稳定性,经常用于制造高耐磨、微变形、高负荷服役条件下的冷作模具和工具,该钢虽然强度、硬度高,耐磨性好,但其韧性较差。某拉深模由Cr12MoV钢制造,其工艺流程是:锻造→下料→加工→淬火→回火→磨削。
某单位C r12M o V拉深模,经过1030℃淬火+200℃回火,在回火后发现裂纹,失效的拉深模如图1a所示。从失效拉深模上取试块,可见断口条纹沿纵向分布呈放射状,属于脆性解理断裂,如图1b所示。

图1 失效拉深模宏观形态
2 试验方法
采用OBLF直读光谱仪对失效拉深模检测化学成分;用线切割机截取试样,并将试样研磨、抛光后,用4%硝酸酒精进行浸蚀;用DM2000X倒置金相显微镜检验试样金相;用数显洛氏硬度计检验硬度。
3 试验结果与分析
3.1 化学成分检测
用直读光谱仪检测失效拉深模及同批次板材原料化学成分,结果见表1。检测1为失效拉深模化学成分,检测2为与拉深模同批次的板材原料化学成分,成分均符合GB/T 1299—2014中Cr12MoV工模具钢化学成分要求,见表1。
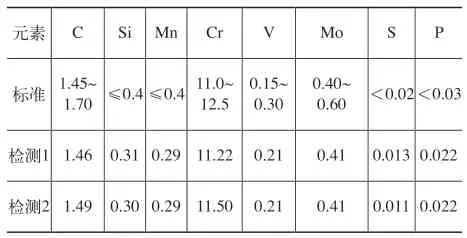
表1 Cr12MoV化学成分(质量分数) (%)
3.2 硬度检测
对同批次原料进行布氏硬度检测,硬度为229HBW、241HBW,满足GB/T 1299—2014工模具钢退火状态207~255HBW要求。
3.3 金相检验
根据GB/T 1299—2014工模具钢要求,退火状态交货的Cr12MoV钢应检验共晶碳化物不均匀度,合格级别按照表2中规定。此板料厚度为60mm,共晶碳化物不均匀度合格级别≤4级。

表2 冷作模具钢共晶碳化物不均匀度合格级别
(1)失效拉深模金相检验 在发生裂纹的拉深模上取试块进行金相检验,图2为拉深模100倍金相组织,基体为回火马氏体、少量残留奥氏体、颗粒状的共晶和二次碳化物。从图2a中可以看出碳化物聚集成堆,块状、条状的碳化物颗粒较粗大,呈带状及网状,共晶碳化物不均匀度对照GB/T 14979—1994 标准第四级别图评为6级,不满足GB/T 1299—2014对工模具钢要求。原材料中网状碳化物[1]锻造时未能改善,促使晶界处脆性增加,在淬火应力作用下出现开裂,裂纹沿碳化物分布的方向扩展,如图2b所示。
图3为拉深模500倍金相组织,大块状碳化物最大尺寸为0.165mm,对照JB/T 7713—2007 标准大块状碳化物评级别大于5级,见表3。通常Cr12MoV钢模具的碳化物级别不得大于3级[2]。这些聚集成堆的大块状碳化物,在正常淬火加热温度下是不易溶入基体的,致使碳和合金元素贫乏的基体处于过热状态,晶粒长大,淬火后获得粗大淬火马氏体组织。粗大碳化物和马氏体都是脆性很大的显微组织,当淬火或者承受较大载荷时容易开裂,裂纹多沿碳化物分布的方向扩展。

图2 淬火回火组织(100×)

图3 淬火回火组织(500×)

表3 大块状碳化物级别
(2)同批次板材原料金相检验 在同批次板材原料上取试块进行金相检验。图4为原料100倍金相组织,基体为索氏体、白色颗粒及条状碳化物和共晶碳化物。条状碳化物颗粒较粗大,成带状及网状分布。共晶碳化物不均匀度对照GB/T 14979—1994中第四级别图评为6级,不满足GB/T 1299—2014中对工模具钢要求。
图5为原料500倍金相组织,大块状碳化物最大尺寸为0.093mm,对照JB/T 7713—2007中大块状碳化物评级为大于5级,见表3。原料碳化物的边缘呈尖角状,尖角的存在极易造成应力集中而增加淬火开裂、磨裂的危险。
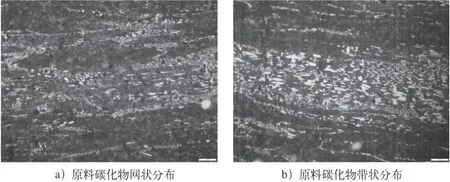
图4 原料组织(100×)

图5 原料组织(500×)
4 工艺分析及改进
通过对原材料重新锻打,碎化、细化共晶碳化物,把粗大的枝晶状共晶碳化物打碎,提高碳化物分布的均匀性。并在热处理淬火前增加球化退火预处理[3]。退火工艺为550℃+860℃(180min)+750℃(300m i n),随炉冷至室温。淬火工艺为550℃(预热1)+850℃(预热2)+1030℃淬火,降低升温速率,由15℃/min降至10℃/min。回火温度调至230℃,回火两次。
拉深模采用新工艺进行热处理,金相组织如图6所示,基体为回火马氏体、少量残留奥氏体以及白色块、粒状碳化物。碳化物不均匀性为2级,检验该工艺回火后的拉深模硬度为60.3HRC、61.5HRC,满足技术要求58~62HRC,未发现淬火裂纹现象。
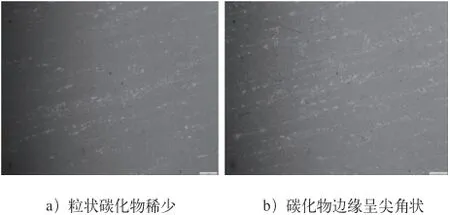
图6 工艺改进后回火金相图片(100×)
5 结束语
1)拉深模失效的主要原因是原材料中碳化物聚集成堆,块状、条状的碳化物颗粒较粗大,呈带状及网状,共晶碳化物不均匀度为6级。大块状碳化物尺寸为0.069mm,级别大于5级。粗大碳化物颗粒,且存在严重碳化物偏析,在淬火应力作用下引起应力集中而产生裂纹。
2)通过对原材料重新锻打,碎化、细化共晶碳化物,把粗大的枝晶状共晶碳化物打碎,提高碳化物分布的均匀性。在热处理淬火前增加球化退火预处理,淬火时降低升温速率,减小淬火应力,可产出满足技术要求的产品。
