山梨酸热裂解合成工艺研究
2021-02-26徐志斌张益标刘相李王怡明
杨 帆 徐志斌 张益标 刘相李 王怡明
江苏扬农化工集团有限公司 (江苏扬州 210009)
山梨酸是不饱和脂肪酸,其在酸性条件下对霉菌、酵母菌等都具有良好的抑菌性,是公认的最佳低毒广谱杀菌剂和酸性防腐剂[1]。因分子结构中含不饱和羧酸,比同碳数饱和羧酸具有更高的抗菌活性,山梨酸作为食品添加剂,可有效阻止食品中脂肪酸的氧化和脱氢反应,进而抑制细菌微生物的滋生和繁殖[2]。随着经济的发展,人们生活水平的提高,山梨酸在工业添加剂、农业添加剂和食品防腐剂等领域发挥的作用日益凸显,其需求量呈大幅度增长趋势[3-4]。
山梨酸的制备工艺有多种,如巴豆醛与丙酮合成路线、巴豆醛与丙二酸合成路线、巴豆醛与乙醛合成路线、巴豆醛与乙烯酮合成路线、丁二烯与醋酸电催化氧化合成路线[5-6]。但上述各种工艺会产生大量有机废水,且原料单耗高、收率低、工艺复杂[7-8]。
本研究以聚酯为原料,采用热裂解的方法代替水解方法制备山梨酸,减少粗产品的精制步骤,减少有机废水排放,实现山梨酸的绿色生产。
1 实验部分
1.1 试剂及仪器
巴豆醛(w=95.0%)、乙烯酮(w=95.0%)、Ba(OH)2(w=98.0%)、NaOH(w=96.0%),分析纯,国药集团化学试剂有限公司;K2CO3(w=99.0%),分析纯,上海阿拉丁生化科技股份有限公司。
Ultimate 3000 高效液相色谱仪,赛默飞世尔科技(中国)有限公司。CAPCELL PAK C18色谱柱(250 mm×4.6 mm,5 μm);流动相为甲醇-0.02 mol/L 乙酸铵(二者体积比为90∶10),流速为1.0 mL/min;检测波长为230 nm;柱温为30 ℃;进样量为10 μL。
BJF1X4 显微熔点测定仪,北京世纪科信科学仪器有限公司;IS 10 傅里叶变换红外光谱仪,美国尼高力仪器公司。
1.2 反应方程式
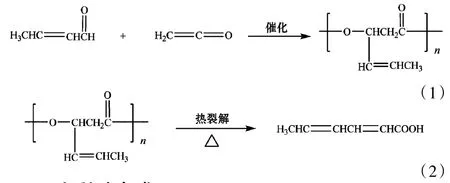
巴豆醛和乙烯酮在催化剂作用下缩合生成聚酯;以合成出的聚酯为原料,采用热裂解的方法制备山梨酸。化学反应方程式如式(1)、式(2)所示。
1.3 山梨酸合成
称取一定量所制备的聚酯加入250 mL 的烧瓶中,添加一定量的催化剂,磁力搅拌混合均匀;开启加热装置,加热至设定温度,使聚酯热裂解生成的山梨酸升华,在真空负压条件下,山梨酸以气体状态进入冷凝装置,凝华成固体,得到山梨酸粗品;山梨酸粗品经洗涤、除焦,得到山梨酸产品。催化剂的用量以原料聚酯质量为基准进行计算。
2 结果与讨论
2.1 催化剂种类对反应的影响
称取100 g 聚酯原料,固定反应温度为160 ℃、反应时间为24 h,选择K2CO3、Ba(OH)2和NaOH 3种不同的催化剂(用量为聚酯质量的1.0%,考察不同催化剂对聚酯热裂解的影响)。对反应结果进行液相色谱分析,如图1 所示。
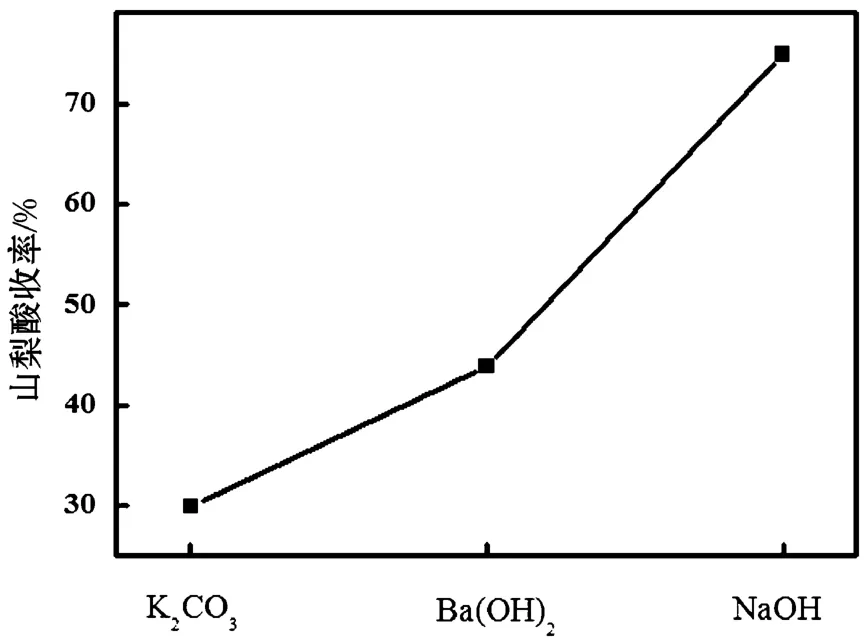
图1 3 种不同催化剂对聚酯热裂解反应的影响
从图1 可知,在相同条件下,使用NaOH 作催化剂时山梨酸收率最高(为74.91%),使用Ba(OH)2为催化剂的收率次之,使用K2CO3为催化剂时山梨酸收率最低(29.92%)。可能的原因与催化剂有效碱的量相关:K2CO3是一种强碱弱酸盐,呈碱性,但碱性较弱;Ba(OH)2与NaOH 均属于强碱,在相同质量下,NaOH 中OH-的物质的量比Ba(OH)2的多。因此,该反应有效碱的量直接关系到山梨酸的收率,提高碱的量有利于提高山梨酸的收率。所以,聚酯热裂解催化剂优选NaOH。
2.2 催化剂用量对反应的影响
以NaOH 为催化剂,进一步考察NaOH 用量对山梨酸收率的影响。称取100 g 聚酯原料,固定反应温度为170 ℃、反应时间为24 h,NaOH 用量分别为聚酯质量的0.5%、1.0%、1.5%、2.0%、2.5%。通过液相色谱仪对反应结果进行分析,如图2 所示。
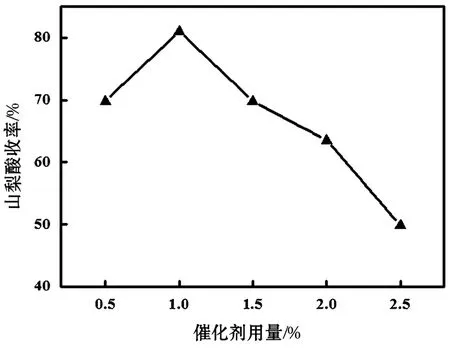
图2 催化剂用量对聚酯热裂解反应的影响
从图2 可知,随着催化剂用量的增加,山梨酸的收率先增大后减小。前期收率增大,原因可能是催化剂用量小于1.0%时,催化剂不足,聚酯热裂解过程活性低,热裂解速率慢,24 h 内未反应完全。但催化剂用量过多导致反应体系中碱度高,影响聚酯裂解,生成副产物,使山梨酸收率降低。可见,催化剂用量过少或过多,都会导致山梨酸收率降低,NaOH 用量为1.0%时,山梨酸的收率最高,为80.96%。
2.3 反应温度对反应的影响
固定NaOH 用量为聚酯质量的1.0%,反应时间为24 h,考察热裂解温度对山梨酸收率的影响,结果如图3 所示。

图3 反应温度与收率的关系
从图3 可知:反应温度在150~180 ℃之间时,随着温度的升高,山梨酸收率增加;温度超过180 ℃,山梨酸的收率逐渐降低。原因可能是:温度较低时,聚酯热裂解不充分;温度过高时,聚酯热裂解副反应增多,导致山梨酸收率降低。因此,反应温度优选160~180 ℃,该条件下,山梨酸收率在80%左右。
2.4 反应时间对反应的影响
固定NaOH 用量为聚酯质量的1.0%,反应温度为180 ℃,考察反应时间对山梨酸收率的影响,结果如图4 所示。
由图4 可知,随着反应时间增加,山梨酸收率逐渐增大,最后趋于稳定。原因是:反应时间过短,原料未完全反应,山梨酸收率较低;随着反应时间延长,聚酯充分热裂解,山梨酸收率趋于稳定。24 h 后反应收率基本保持不变,表明24 h 后反应基本结束。
2.5 产物山梨酸的表征
2.5.1 熔点测定
利用BJF1X4 显微熔点测定仪对得到的精制山梨酸进行熔点测定,结果显示,其熔点处于135~140℃之间,熔点范围较窄,表明产品纯度高。
2.5.2 红外谱图分析
选用IS 10 傅里叶变换红外光谱仪对得到的山梨酸进行红外表征,谱图如图5 所示。
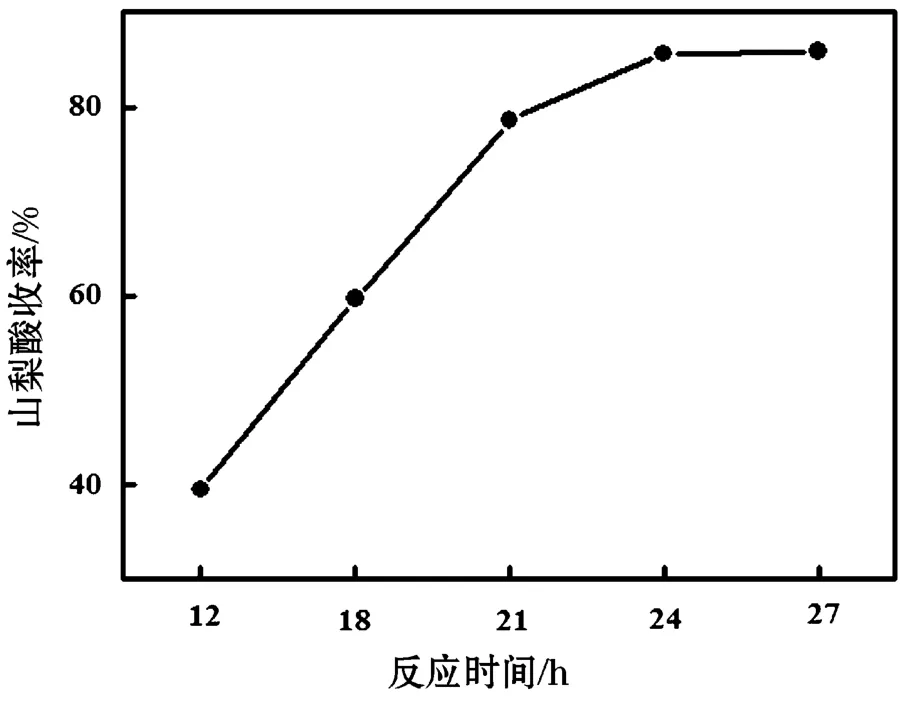
图4 反应时间与收率的关系
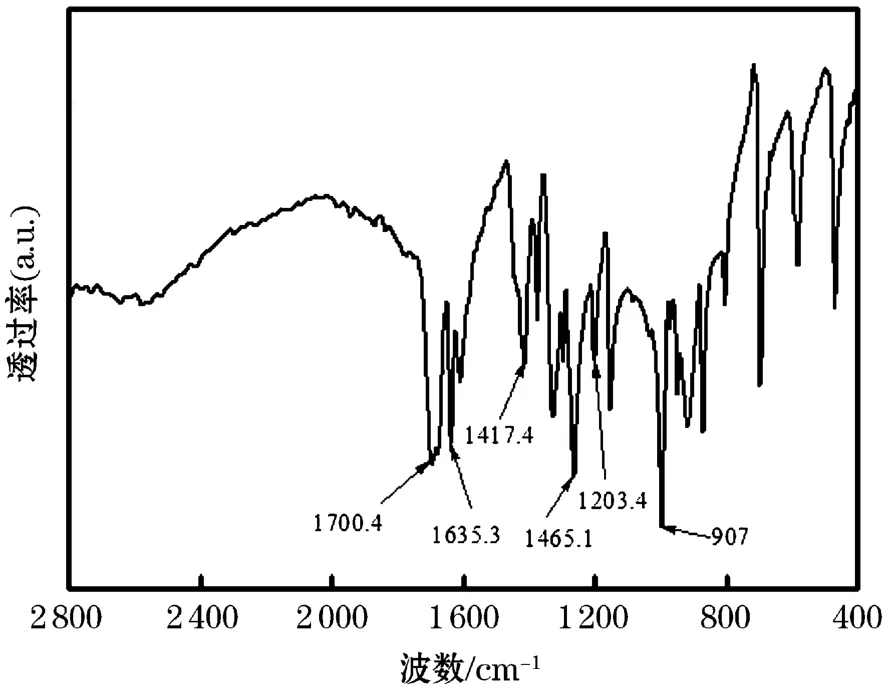
图5 产物山梨酸的红外谱图
从图5 可以看出,997 cm-1附近的峰归属于碳氢(C—H)键的伸缩振动吸收峰,1 635 cm-1附近的峰为碳碳(C=C) 双键的伸缩振动吸收峰,1 700 cm-1附近的峰为不饱和羧基(COOH)中碳氧(C=O)键的伸缩振动吸收峰[9-10]。
3 结论
采用热裂解的方法,以聚酯为原料制备山梨酸,可减少有机废水的排放量。实验范围内,制备山梨酸的最佳工艺为:以NaOH 为催化剂,催化剂用量为聚酯质量的1.0%,反应温度为160~180 ℃,反应时间为24 h。该工艺条件下,山梨酸收率可达80%以上,熔点在135~140 ℃之间。本研究的结果对山梨酸绿色生产工艺的研究具有一定的指导意义。