基于GMR传感器的金属表面缺陷检测系统设计
2021-02-22张志杰赵晨阳
李 超,张志杰,韩 宁,赵晨阳
(1.中北大学 仪器科学与动态测试教育部重点实验室,太原 030051;2.中北大学 仪器与电子学院,太原 030051)
0 引言
涡流传感技术以其非接触、检测速度快、可靠性高、适用于所有导电材料等优点被引入无损检测领域[1-3]。在典型的ECT系统中,激励线圈用来在试件中产生涡流,磁传感器(如检测线圈、霍尔、巨磁电阻、隧道磁电阻和各向异性磁电阻)用来提取缺陷的特征信号。GMR芯片具有体积小、易于集成、灵敏度高、温度稳定性好、成本低、功耗低等优点[4-6],克服了线圈探头灵敏度受激励频率影响的缺点,从而它能适应不同深度缺陷的检测要求,得到了广泛的应用。Postolache O等人[7]提出了一种优化的均匀涡流探针结构,包括两个平面激励线圈、一个矩形磁场偏置线圈和一个GMR磁传感器阵列,该结构可以在较低的频率下驱动探针,从而在较厚的结构中检测缺陷。Matthew D等人[8]采用GMR传感探头检测纤维增强复合材料中缺陷的位置和尺寸,检测水平可达1 mm。
在电磁涡流检测中,由于微裂纹的干扰,产生一个非平稳的特征信号,该信号是瞬态的,通常很弱(通常为μT级)。该信号易受配套测试系统和环境噪声的影响。因此,采用合适的去噪方法从被测信号中提取有用信息具有重要的现实意义。小波分析具有多分辨率计算的特点,能够在时域和频域上刻画信号的局部特征,时间窗和频率窗可以根据信号的具体形状动态地调整[9-12]。戴旭等[12]提出了一种新的瞬态电磁数据去噪策略,去噪过程的基本思想是保持重建信号所需的系数不变,并将其他系数设为零。Ji,YJ等[13]提出了一种基于小波分析的时域电磁(TEM)数据去噪(背景噪声和随机尖峰)方法,处理后的信号信噪比由10.97 dB提高到24.37 dB。
本文对涡流探头的参数进行了分析和优化,并设计了相应的测试系统。研究了DB小波在暂态微弱信号检测中的应用,取得了良好的效果。优化后的探头和系统可以达到200 μm的检测水平,可以检测出试样表面以下5 mm处的缺陷。
1 理论分析与仿真
1.1 涡流传感原理
在激励线圈中通入一定频率正弦交流电时,激励线圈会在周围空间产生电磁场B1,电磁场B1会在被测金属样品中形成感应涡流,感应涡流又会在周围空间产生磁场B2,结果如图1所示。利用GMR芯片检测缺陷的依据是:不同尺寸,方向的缺陷对于感应涡流的影响不同,产生的磁场B2也不相同,磁场B1和B2的叠加磁场也会发生变化,GMR芯片的输出也会发生变化。根据GMR芯片输出的变化金属中是否存在缺陷,以及缺陷的位置。如图1所示。

图1 涡流检测示意图
空间交变磁场B1激发的涡流场I2密集分布在金属表面,沿纵向深度迅速衰减的现象称为趋肤效应。涡流集肤效应是金属表面缺陷检测中必须考虑的重要因素。利用由所谓趋肤效应控制的电磁波穿透深度,可以探测到内部缺陷。当激励磁场B1ej2πft垂直于导电材料的x-y平面施加时,根据麦克斯韦方程,感应涡流分量[14]如式(1):
(1)
其中:μ为磁导率,σ样品的电导率,Ix0和Iy0为感应电流的x和y分量,材料表面的相位滞后。式(1)中的第一个指数项表示感应电流随材料内深度z(即表皮深度)的衰减,表皮效应的深度δ在衰减到Ix0/e时表示为:
(2)
从方程(2)可以看出,涡流能穿透特定金属材料的深度仅取决于外部线圈的激励频率。
1.2 仿真模型
基于Ansoft Maxwell软件中涡流场分析平台的探头线圈和缺陷样品模型如图2所示,激励线圈模型为管状实心导体,其厚度等于漆包铜线的叠加厚度,模型及求解参数见表1。我们通过在特定的应用环境中仿真优化探针。
趋肤深度与激励频率的关系如图3所示,可作为实验中选择激励频率的依据。从图中可以看出,趋肤深度主要受激励频率的影响。随着激励频率的增加,趋肤深度近似呈指数下降,如拟合方程(3)所示。当频率大于1 kHz时,铝板的趋肤深度小于4 mm,只能检测到材料表面附近的缺陷。
f(x)=8.2×e0.79x+1.323
(3)
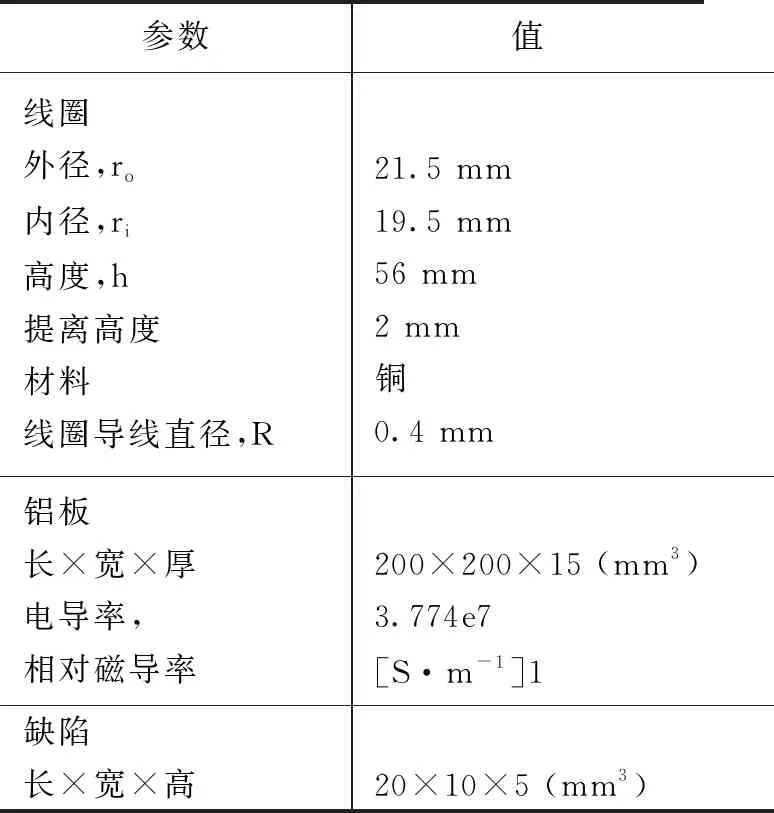
表1 模型及求解参数
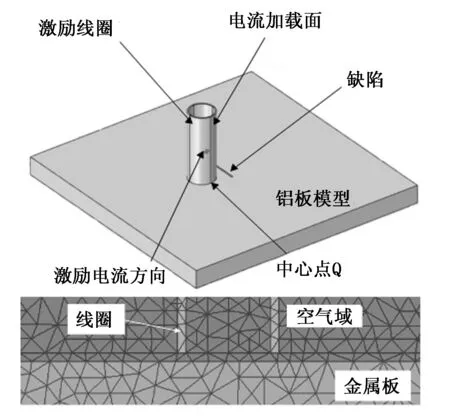
图2 仿真模型和网格单元
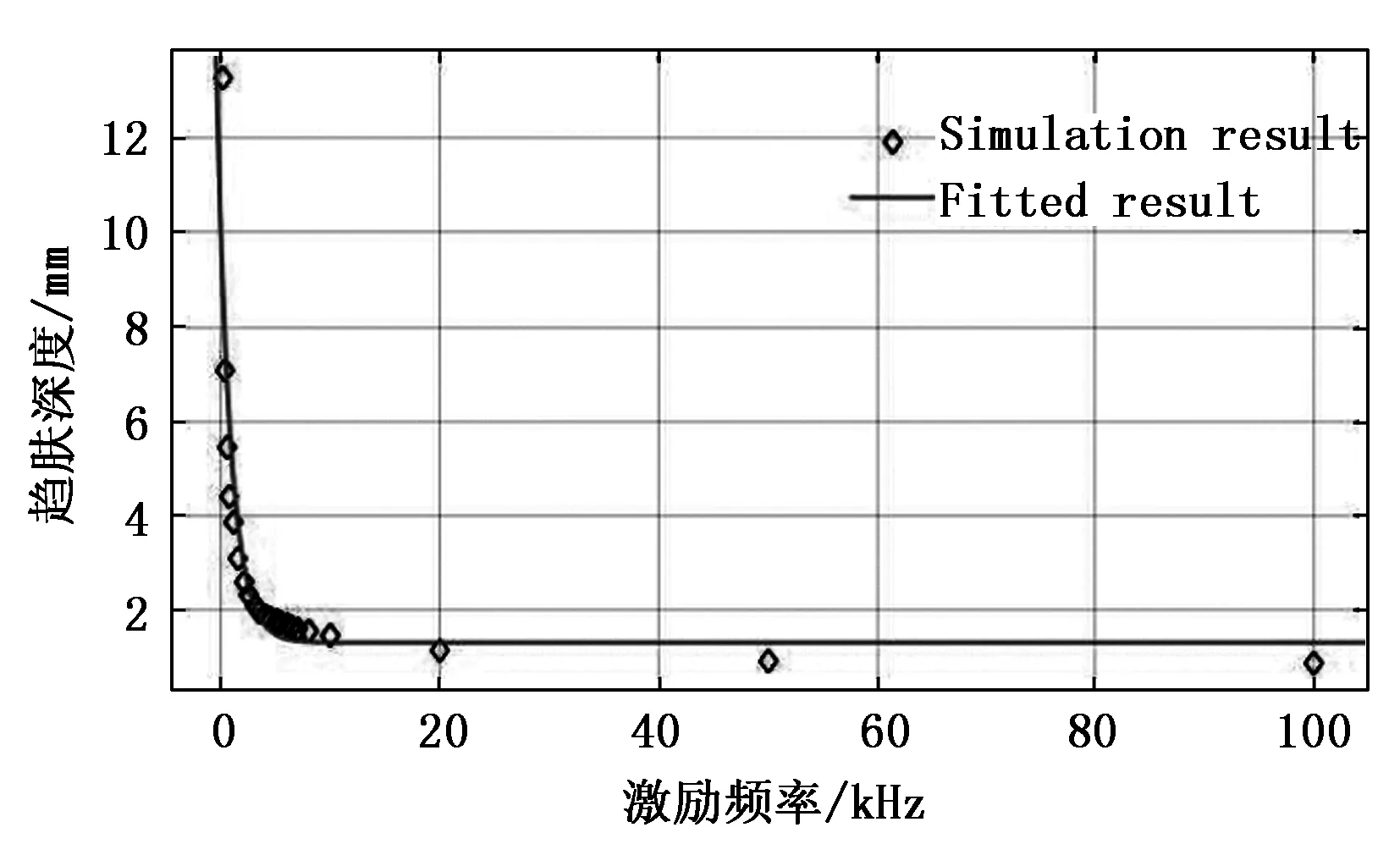
图3 趋肤深度与激发频率的关系
涡流密度随激励电流的增加而显著增加,但渗透深度没有明显变化,如图4所示。
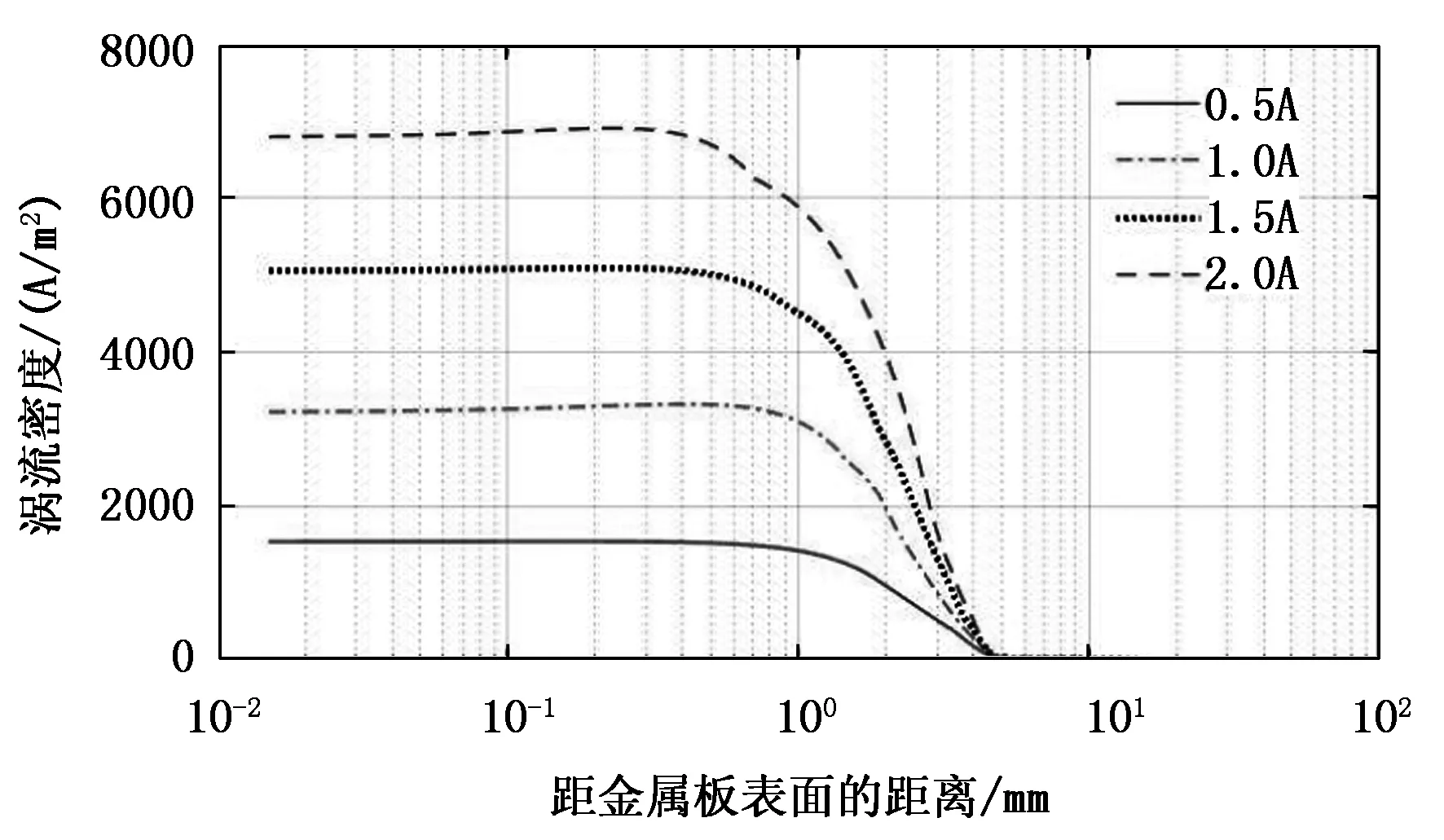
图4 不同激励电流下金属板的纵向涡流密度分布
考虑到检测的金属表面和亚表面可能存在的微裂纹,探头的激励频率应低于2 kHz,使激励线圈产生的涡流达到有效深度,通过选择合适的电流值,可以得到实际可测量的缺陷信号。
1.3 励磁频率和电流的优化分析
为了更好地分析GMR芯片的响应规律,我们选择缺陷扰动下的绝对磁场(ΔB)的变化作为特征量,数据源是模型中提离距离为1 mm的励磁线圈的中心点Q(如图2所示)。图5显示了当施加不同的激励频率和电流时,在表面缺陷的干扰下,ΔB的变化,从图中可以看出,对于表面缺陷的检测,由于趋肤效应的存在,ΔB的值随着激励频率的增加而增加,最好选择激励频率介于1 kHz和10 kHz之间。这是因为激励频率的增加会使趋肤效应更加明显,表面涡流会增加,然后产生的磁标度电位会增加[15]。因此,由于导体的存在,绝对磁场的变化量将会增加。
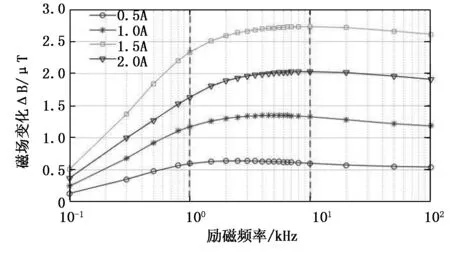
图5 电流与磁场变化的关系
对于亚表面缺陷,仿真中给出了不同的规则。研究中设置了3个不同深度的亚表面缺陷,仿真结果如图6所示。结果表明,在低频(2 kHz以下)激励下,特征量B先增大后减小,最大值出现在0.5 kHz处,且该最大值随激励电流的增大而增大。然而,在高频(大于2 kHz)激励下,该特征量相对较小,且随激励电流的增大而减小。含有亚表面缺陷的金属板的整体响应曲线是非单调的,特别是在高频激励下,会出现多个极值。
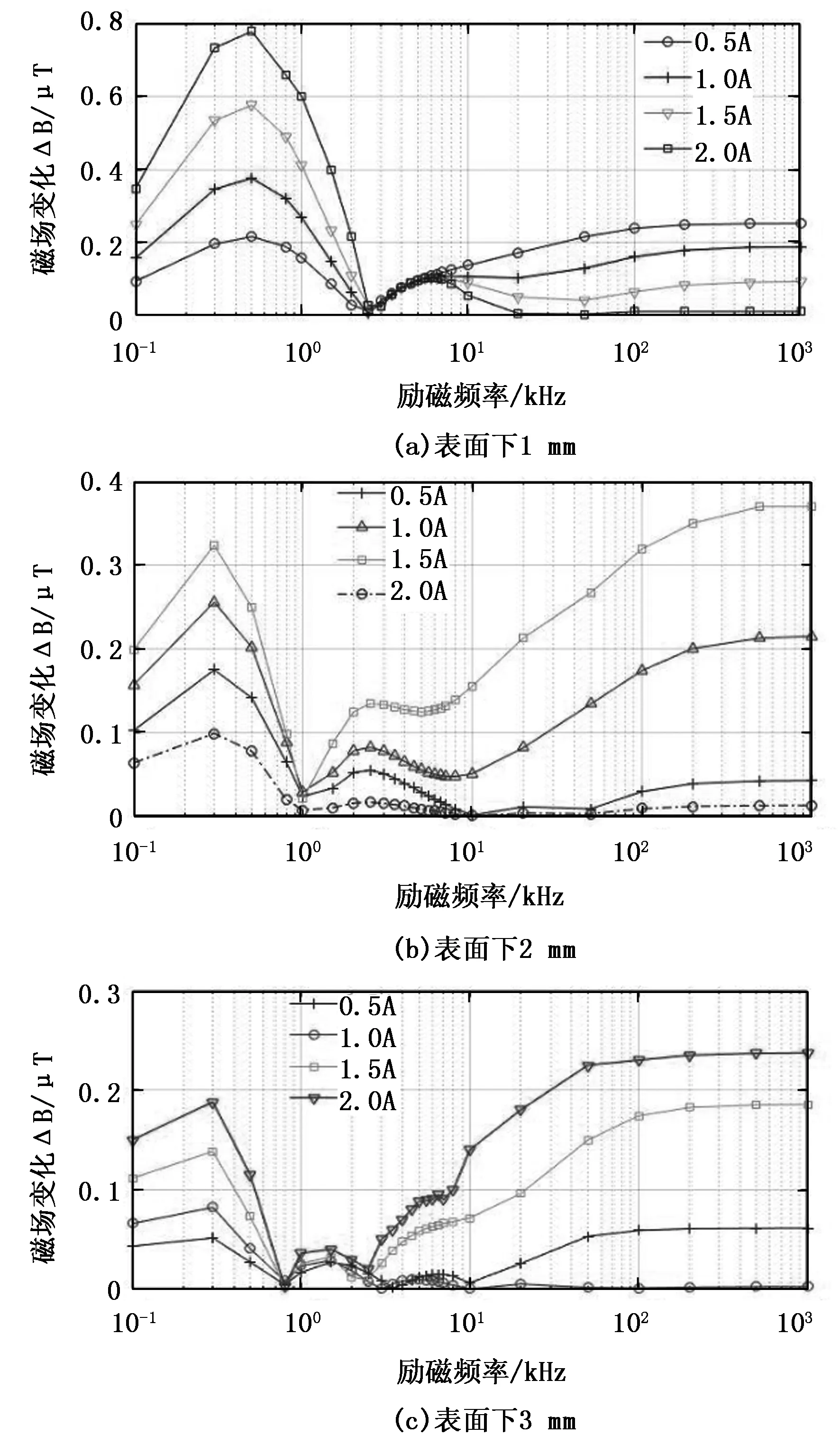
图6 亚表面缺陷的结果
这三组缺陷模型在低频激励下的响应模式是一致的,但在高频激励下的响应模式是发散的,更加复杂。对于1mm以内的浅表缺陷,随着激励电流的增大,高频涡流的表皮深度随着激励电流的增大而减小。然而,对于大于1mm的深部缺陷,模型在高频下的响应是相反的,并且随着激励电流的增加,该值增加。
随着缺陷深度的增加,|ΔB |达到最大值时的激励频率略有下降,且在以转折点频率为中心的频带内,|ΔB |的值迅速衰减。因此,可以得到平板缺陷检测激励频率的选择准则,如图7所示,适当增大激励电流可以得到更好的检测结果。
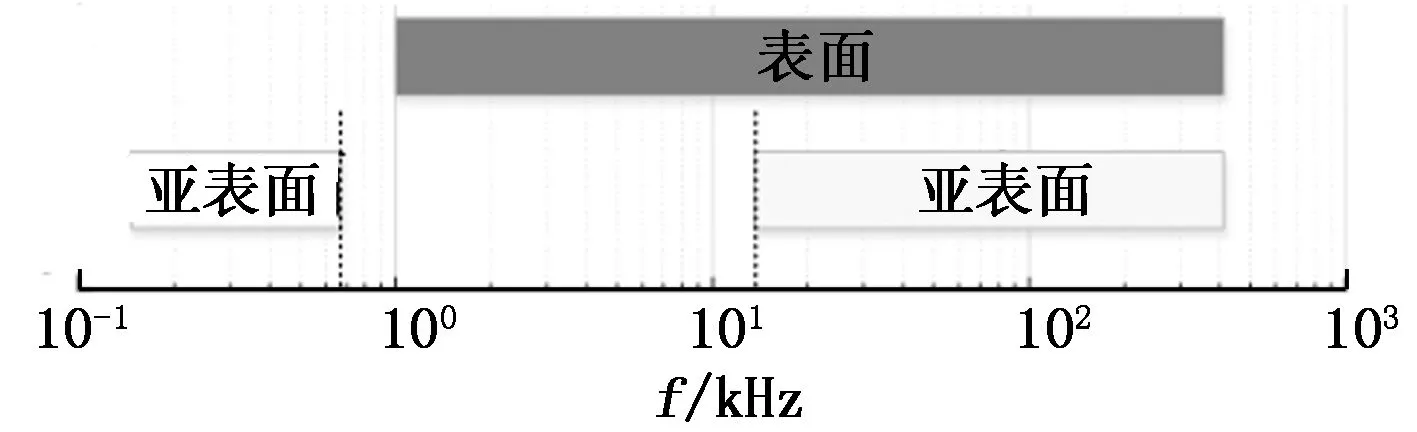
图7 频率选择参考范围
1.4 动态扫描模拟
仿真分析了探头扫掠铝板表面的动态过程。在探头由左向右移动的过程中,铝板模型上设置的缺陷将切断探头在铝板中激发的涡流场,涡流密度在缺陷扰动作用下由强变弱,再由弱变强。当探头扫描到缺陷中心时,缺陷截面上涡流矢量的分布如图8所示。当缺陷被z方向的涡流扫描时,y方向的涡流在缺陷的横截面上产生,缺陷的两个截面上的y方向的涡流在相反的方向旋转。
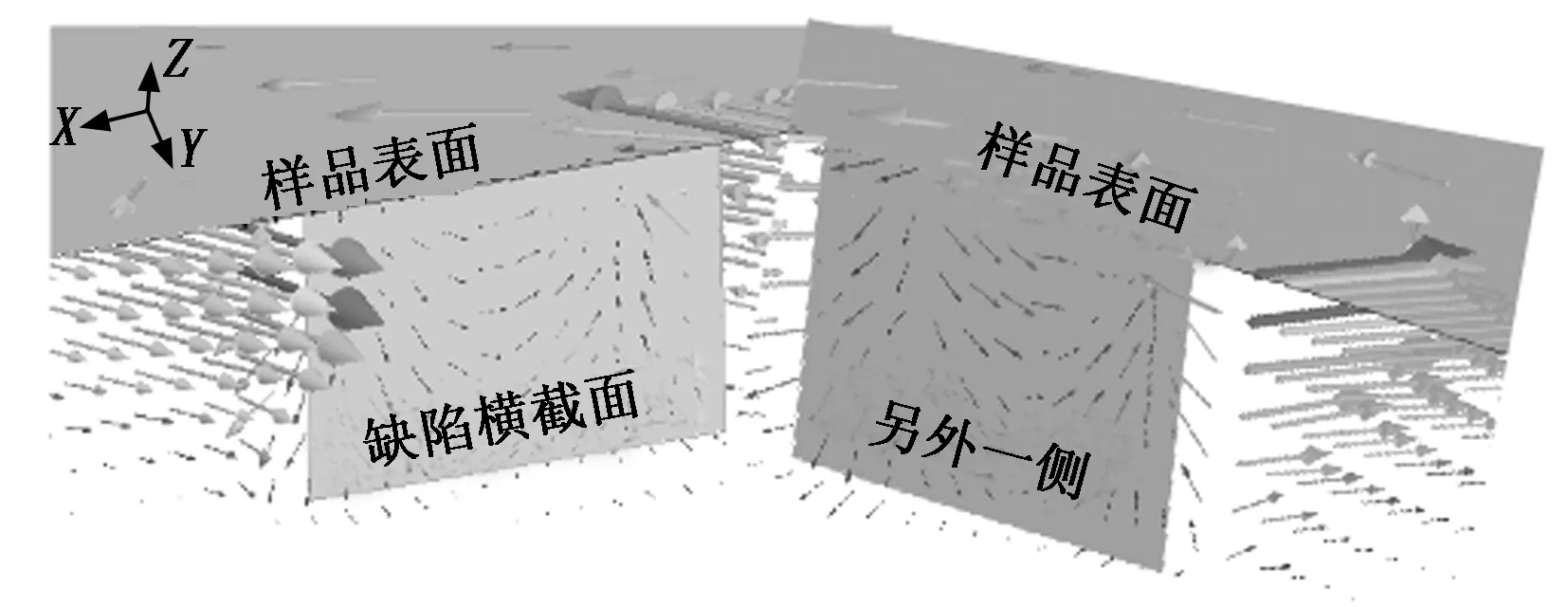
图8 缺陷部分上的涡流矢量分布(扫描到缺陷中心时)
当确定激励频率、探头尺寸和扫描方案时,激励电流和探头提离距离会影响实际检测结果。因此,模拟不同电流和提离距离条件下的扫描过程,提取Q点磁场强度B的y向分量作为特征量,结果如图9所示。By的振幅强度随激励电流的增大而增大,随提离距离的增大而减小。因此,为了保证被测信号在GMR芯片的线性范围内,应选择合适的励磁电流和起振值。
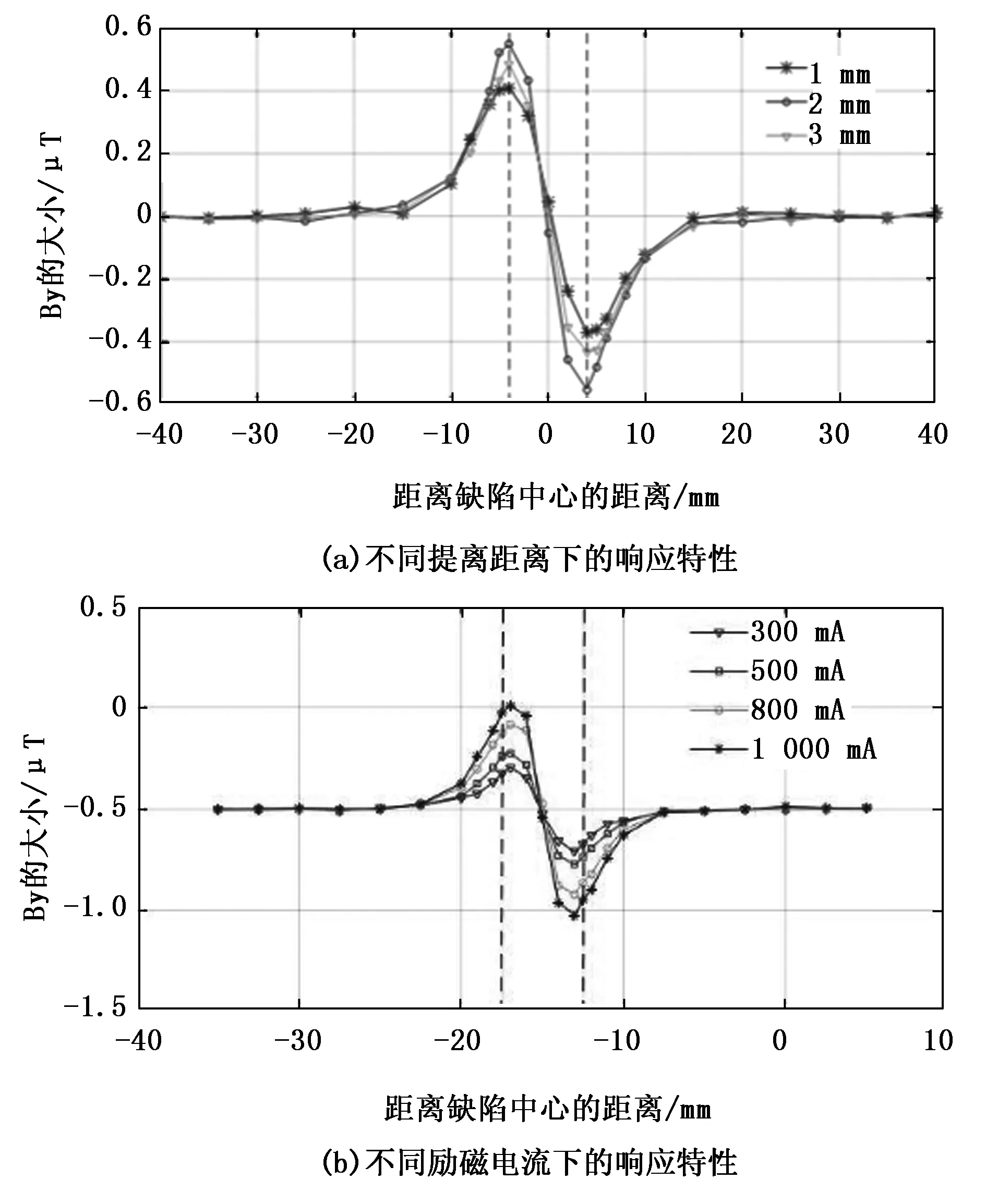
图9 实验结果
2 实验方法与系统
2.1 实验方法
探针扫描方向的确定需要考虑实验中使用的GMR传感器。GMR芯片只对特定方向的磁场变化敏感,而对其他方向的磁场变化不敏感,该方向称为GMR的敏感轴,即被测磁场在GMR敏感轴上的投影分量是有效的。
如图10所示,结合实验中使用的NVE-AAH002-02E型GMR传感器的封装结构,可以得到灵敏度与磁场方向的关系如下:
Sθ=S0cosθ
(4)
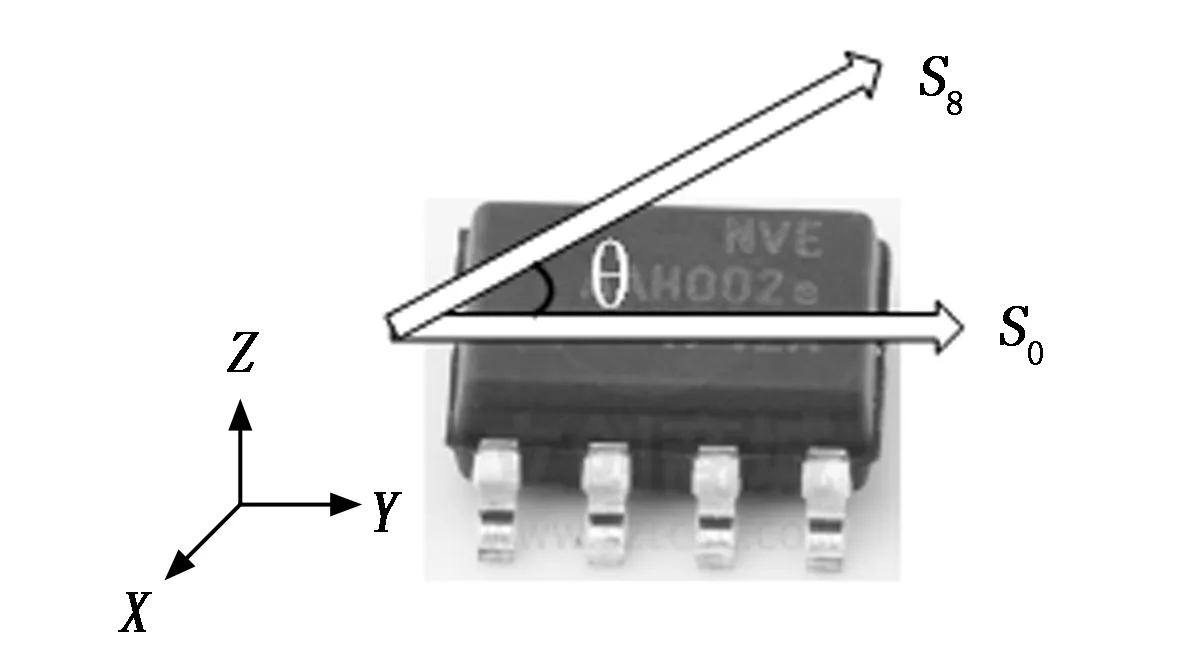
图10 GMR传感器的敏感轴和探头扫描方向
其中Sθ是磁场方向与GMR灵敏轴之间的夹角为θ时的灵敏度。S0是角度变为零时的灵敏度(标准灵敏度),因此y方向磁场分量的变化将是GMR芯片输出变化的主要原因。当GMR磁敏轴的方向与探头的扫描方向平行时,得到的扫描曲线为峰谷形式,优于垂直扫描(敏感轴的方向与扫描方向垂直)。本文首先采用平行扫描的方法。
为了测试探针的性能,我们制作了一个带有人为缺陷的样品进行实验,如图11所示,其中样品(a)上的缺陷具有不同的宽度,样品(b)上的缺陷具有不同的长度。4个亚表面缺陷和横截面图如(c)所示,我们用探针扫描了(c)部分的前后表面。两个缺陷之间的距离为40 mm,以确保缺陷不会相互影响。试样材质为6A02铝合金,长、宽、厚分别为200 mm、2 000 mm、6 mm。
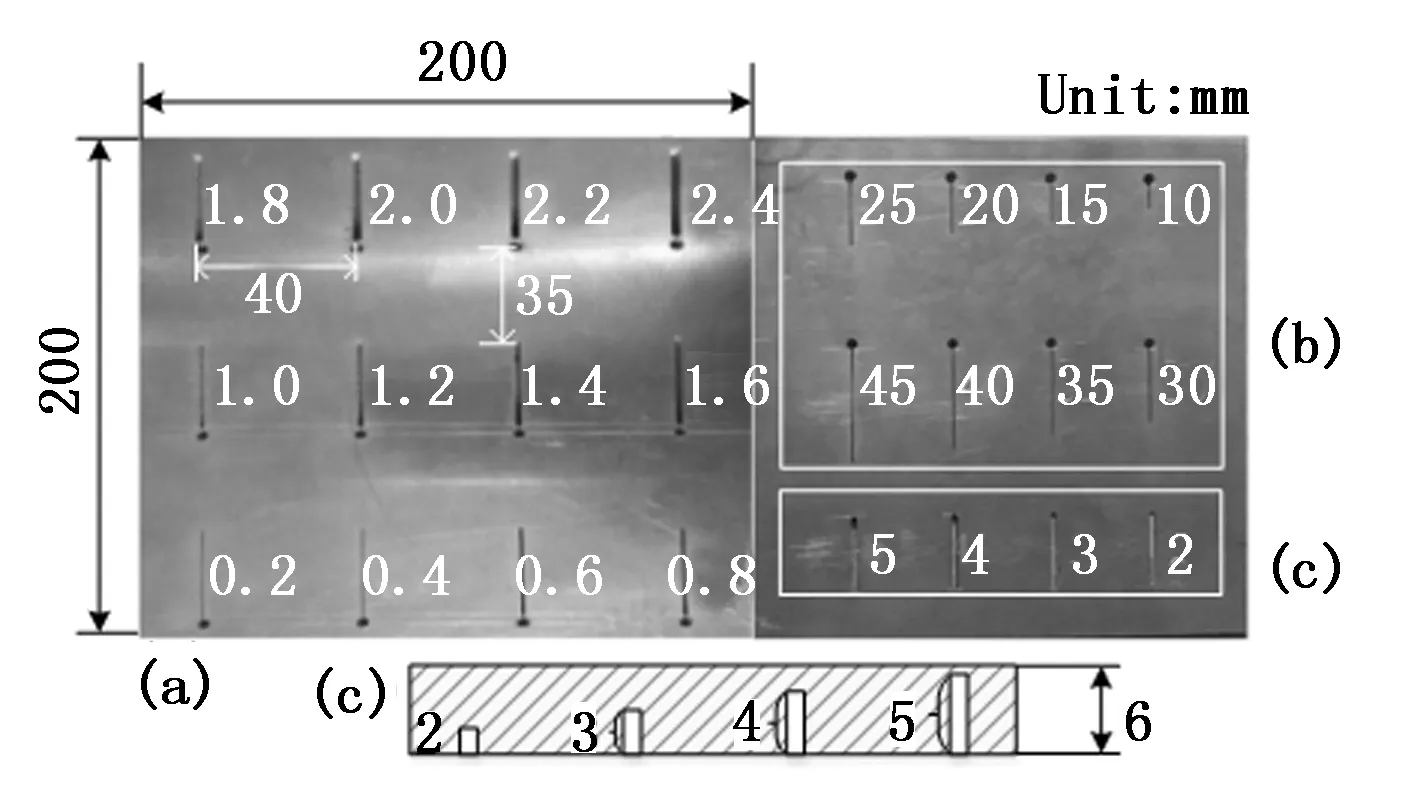
图11 实验样品
由于金属产生的裂纹方向是任意的,因此应从不同方向扫描人造裂纹,以研究裂纹方向的识别方法以及探头扫描方向与方向之间的夹角。实验中的缺陷如图12所示。
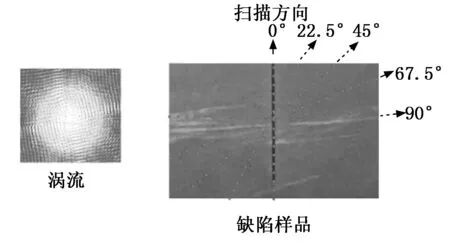
图12 扫描方向
2.2 检测系统
0o检测系统由传感器模块、激励信号产生模块、功率放大模块、信号调理模块和信号采集显示模块组成,信号调理模块包括前置放大器、带通滤波、锁相放大和低通滤波,如图13所示,系统参数和探头参数见表2。
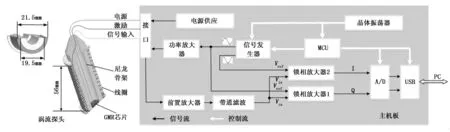
图13 涡流探头和缺陷检测系统
频率控制字和相位控制字由单片机发送到信号发生器,产生特定频率和幅度的正弦信号,经功率放大后加载到探头激励线圈上,待测信号由安装在探头底部中心的GMR芯片接收。由于GMR芯片的输出信号小于200 mA,淹没在噪声信号中,需要用前置放大器对其进行精确放大。信号经带通滤波器滤波后,送入锁相放大模块进行解调,得到信号的实部和虚部,经A/D转换器后通过USB传输到上位机,再经上位机计算,可以得到信号的幅度和相位信息。
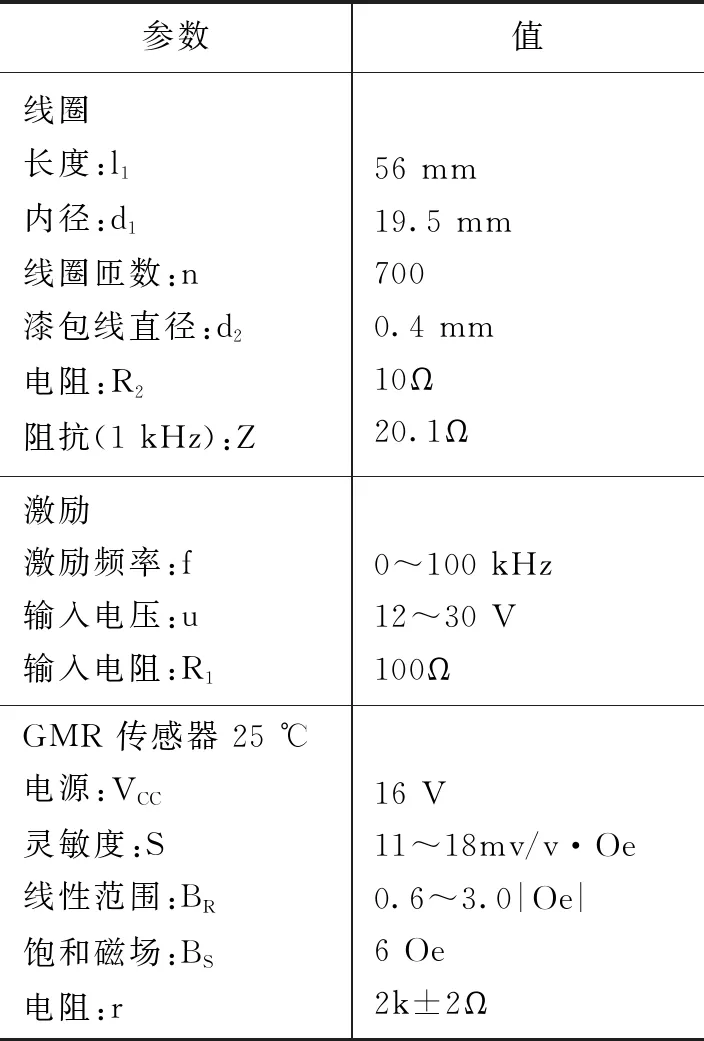
表2 系统参数和探头
基于Labview平台,上位机可以实现参数设置和实时数据显示等功能。
实验中使用的系统结构如图13所示,选用NVE公司的AAH002-02E型GMR芯片作为高灵敏度的磁敏元件,采用恒流而非传统的恒压传感器电源来提高芯片的温度稳定性,探头实物图如图14所示。集成GMR的小尺寸探针有利于缺陷位置的准确检测和定位,是阵列探针研究的前提。
检测系统中各模块硬件实现如下所述:
1) 信号发生器:本系统采用AD公司的AD9850芯片为激励线圈提供所需要的激励信号。该芯片采用的 DDS技术,其本质是一种分频器,通过对频率控制字进行编程的方式对系统时钟(system clock)进行分频,产生所需要的频率。本系统采用并行的控制方式,AD9850的D0~D7引脚接单片机I/O,CLKIN引脚接125 M晶振,复位引脚RST、时钟信号引脚WLCK、频率更新引脚FQ_UD分别接到单片机对应的引脚,在编程中要用到。
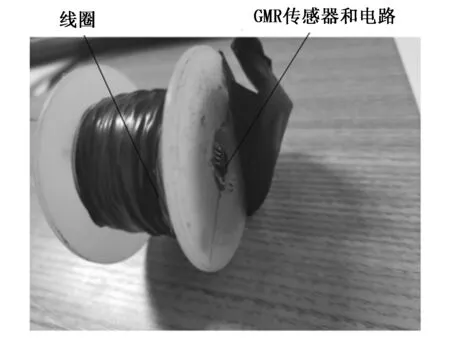
图14 探头和驱动电路
2) 功率放大器:由AD9850产生的信号的功率太小,需要对信号的功率进行放大,提高电路的驱动能力才能在激励线圈中产生一定强度的磁场。本系统采用美国国家半导体公司集成功率放大器LM1875。本系统采用单电源供电方式,前一级产生的正弦信号经过滤波器滤波后输入到LM1875的WAVE1引脚,经过功放后有SIN WAVE引脚输出。
3) 前置放大器:本系统采用高阻差分AD620仪表放大模块作为前置放大电路。该芯片具有高精度,低失调电压等优点,只需要外接一个电阻RG就可以设置各种增益(1~10 000)。其中1,8引脚之间接RG,2,3引脚为差分输入,引脚6作为放大输出。
4) 锁相放大器:锁相放大模块是系统的重要组成部分。它能有效地从噪声中提取微弱目标信号,并对信号进行向敏解调,获得信号的幅度和相位信息。主要由乘法器和积分器组成。乘法器一般采用开关式乘法器,积分器主要由低通滤波器组成。本系统采用AD公司的AD633JN,这是一款功能完整的四象限模拟乘法器。其中1,2引脚为信号的输入,3,4引脚为信号2的输入,5,8为供电电压段。具体实现如图15所示,其中Vin和Vref分别指输入信号和参考信号。
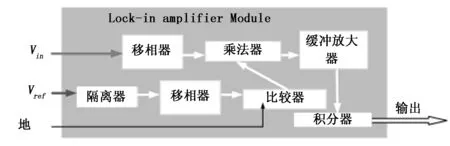
图15 锁相放大器模块
2.3 GMR传感器的标定
由于实际测试中使用的激励信号的频率在0至100 kHz之间,因此有必要在该频率范围内校准传感器的频率特性,以确保输出信号不会衰减。校准装置如图16所示,它可以产生具有宽带高频特性的激励磁场,主要由带电的长直线和磁屏蔽管产生的磁场组成。校准结果如图17所示,幅频特性曲线的振幅在100 Hz至100 kHz之间恒定。
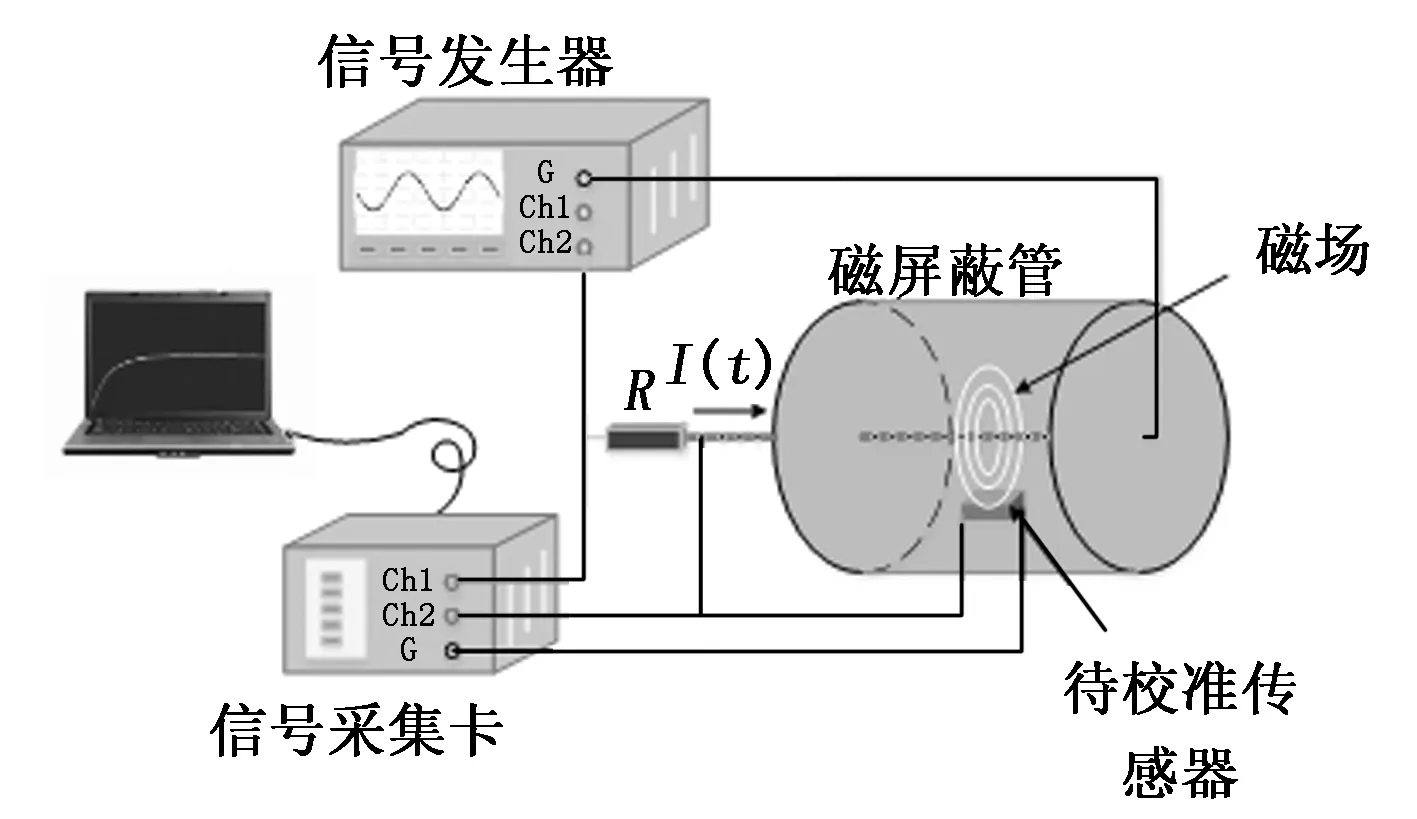
图16 校准装置

图17 GMR传感器的幅频特性曲线
3 实验装置及结果
3.1 实验装置
在设计探头和检测系统的基础上,结合扫描台和待测样品,搭建检测平台,如图18所示。在实验过程中,电磁探针被安装在传感器支架上,传感器支架上有一个可调节的高度计,用来改变传感器的高度和方向。测量仪的精度为8 μm。扫描台由两个步进电机组成,两个步进电机可以在二维内移动,以驱动样品在X和Y轴上移动。该自动扫描台最大扫描速度可达100 mm/s,行程长度为200 mm,分辨率为0.2 μm,为扫描小缺陷提供了良好的空间精度。
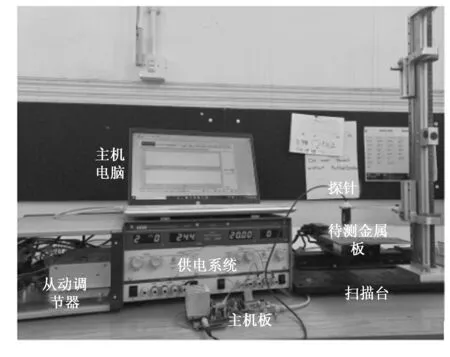
图18 检测平台
3.2 结果分析
来自电路和环境的噪声信号叠加在系统的输出曲线上,因此有必要选择适当的方法进一步降低噪声。小波分析克服了单分辨率短时傅里叶变换的缺点,具有多分辨率分析的特点,能够在时域和频域上刻画信号的局部特征。时间窗和频率窗都可以根据信号的具体形状进行动态调整,并且是自适应的。因此非常适合于金属表面检测中瞬态信号的处理,并将该算法集成到上位机的Labview程序中,处理结果如图19所示,系统的信噪比提高了15.68 db。

图19 两层DB小波处理的结果
基于图18中的检测平台,使用第二节中描述的实验方法,对具有不同宽度、长度和深度的缺陷的样品进行检测,同时对亚表面缺陷进行了检测。图20为小波去噪后不同长度缺陷的测量结果。
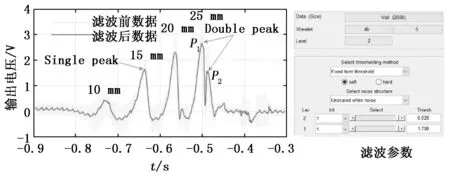
图20 系统输出信号及处理
从图中可以看出,随着缺陷长度的增加,输出信号的幅度增大,发现当缺陷长度小于20 mm时,信号的形式为单峰,当缺陷长度大于20 mm时,信号的形式为双峰。通过选择第一峰值P1作为缺陷的特征信号,图21示出了8个不同长度的缺陷(如图11所示)的检测结果。随着激励频率的增大,P1值增大,当激励频率大于5 kHz时,P1值不会有明显的增大,这与仿真结果一致。同时发现,当缺陷长度大于30 mm时,P1的增加值变小,这与励磁线圈产生的涡流的覆盖有关。

图21 8种不同长度(表面)缺陷的检测结果
不同宽度缺陷的检测结果如图22所示。可以看出,特征信号P1的值与缺陷的宽度成线性关系,并且随着频率的增加而增大。P1和P2之间的距离Δx也可以表征缺陷的宽度,并且Δx的值独立于激励频率、激励电流和探头提离距离。
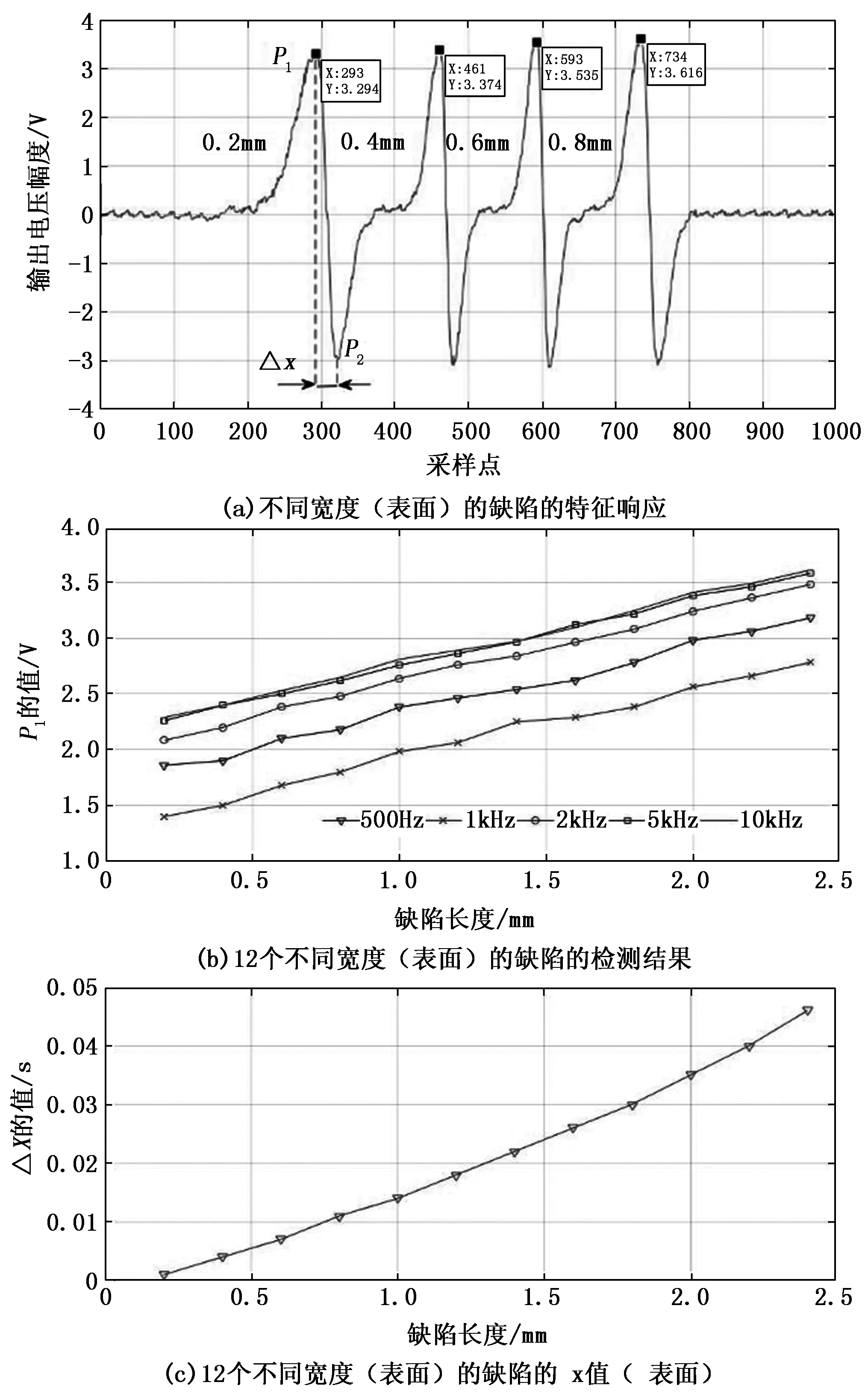
图22 实验结果
对于亚表面缺陷的检测,通过施加低于1 kHz的激励信号,可以检测到表面以下5 mm的缺陷,并且振幅信号的形式呈现出单峰,如图23(a)所示。随着缺陷深度的增加,特征响应近似呈指数衰减,输出电压P的幅值与缺陷深度d的关系拟合为方程(5),这与合金板中涡流密度的指数衰减是一致的。在500 Hz的激励频率下,增加激励电流可以显著增加缺陷的响应幅度,如图23(b)所示。

图23 结果显示
不同方向的扫描结果如图24所示。随着缺陷方向的旋转,特征信号的幅度减小,峰间距离增大。
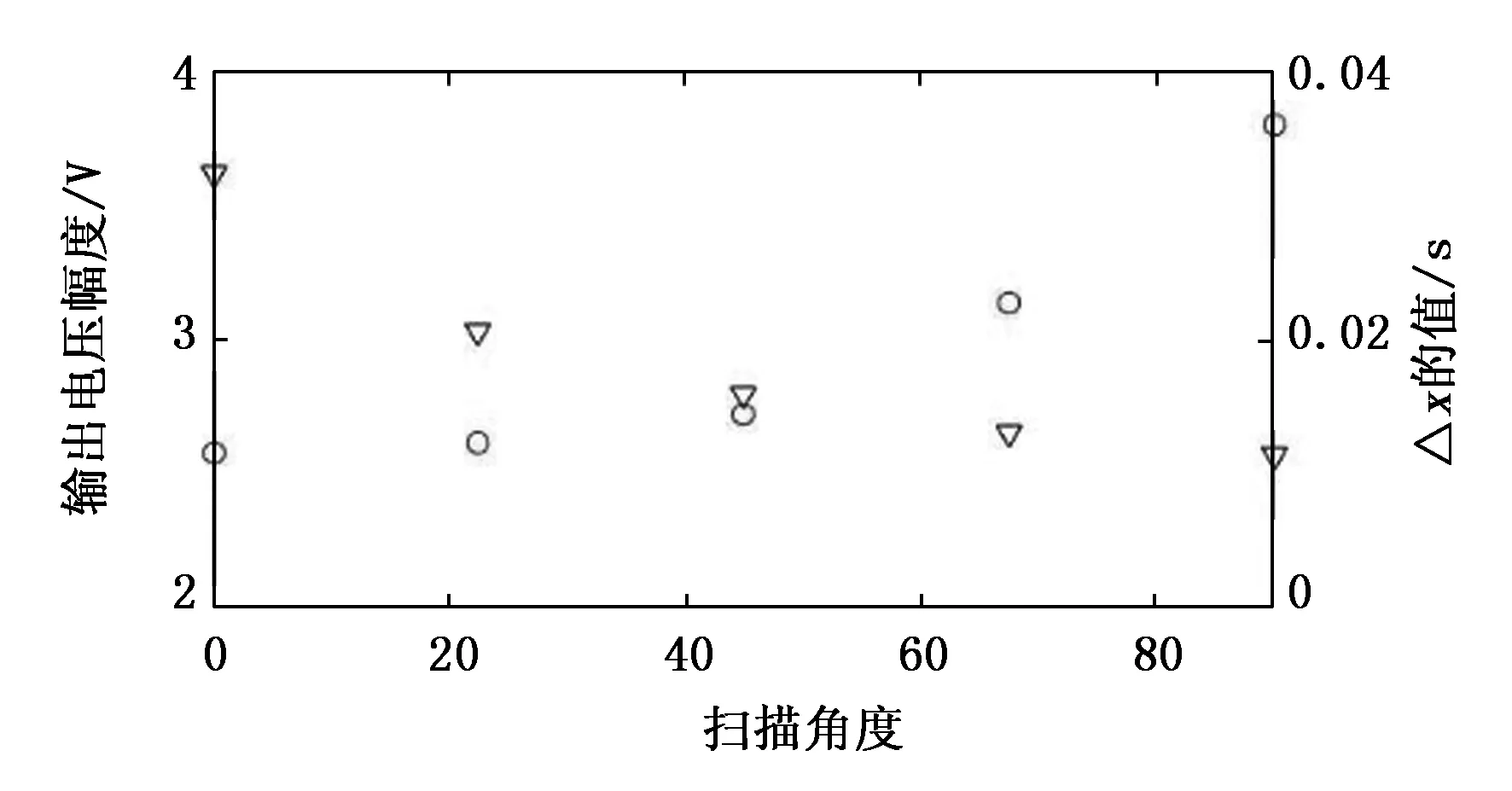
图24 不同方向的扫描结果
综上所述,对于金属板表面缺陷的检测,可以利用高频激励信号获得高信噪比和明显的特征信号,利用特征信号的峰值和峰谷距离来表征缺陷的大小。对于亚表面缺陷的检测,利用1 kHz以下的激励信号可以获得显著的特征信号,加深检测深度,这与仿真和理论分析的结果一致。不同方向的扫描结果表明,波峰与波谷之间的距离也与扫描方向上缺陷的截面宽度有关。
4 结束语
本文研究了涡流技术在金属表面缺陷检测中的应用,通过有限元仿真平台,模拟了探头的动态扫描给过程,并分析了激励频率、激励电流大小和提离高度对检测结果的影响。通过设计基于GMR芯片的涡流探头并搭建相应的检测系统对铝合金6A02进行了检测。通过采用DB小波对电磁信号进行滤波处理,取得了良好的效果。实验表明,该探针可以检测金属表面以下5 mm处的缺陷。
