浅析稀油密封干式煤气柜制作安装施工技术
2021-02-21董桂涛
董桂涛
摘要:这篇文章主要对稀油密封干式煤气柜的工作原理结合工作人员的相关经验如何在进行侧板的压制等以及相应的煤气柜的质量管控方面进行全面的阐述。同时对煤气柜在制作安装过程中出现的一些常见问题以及如何高效的取得安装效率展开论述。为以后的煤气柜安装工作提供宝贵的经验,确保人们的生活质量以及人身安全。
关键词:干式煤气柜;制作;安装
随着社会的不断发展进步,人们的日常生活显然早已经摆脱了每天担忧衣食住行的窘迫现状。煤气的使用也使得人们的生活得到了很大程度上的改善,提升了人们的生活质量,而煤气的大量使用可能会存在一些危害,如何对煤气进行有效的处理是当今社会所关注的一个重要话题。从新中国成立以来我国大力发展重工业生产同时冶金工业也迎来了行业的高潮,为了能够实现煤气的充分利用以及发挥出煤气的最大效率并且平衡管网压力,煤气柜的发展是必不可少的。目前我国的煤气柜从密封方面可以划分为:湿式和干式两种,对于干式密封从80年我国主要采用的方式为稀油密封。
1稀油密封干式煤气柜的工作原理
煤气柜在我国的发展历史也有很长时间,从80年代煤气柜的引入开始,人们逐渐对煤气柜的优势所吸引,并慢慢的成为工厂用来处理煤气的必备设备。煤气柜的优势可以大致分为一下几点:(1)煤气柜其储气压力较高,一般可达6~8Kpa,最高可达12Kpa。这在一定程度上能够很好的提高工厂的安全性,在一定程度上来说也能保证工厂工人的安全。(2)煤气柜所能达到的储气容量一般为十几万立方米到几十万立方米,超大的容量能够提高工厂的生产效率,降低工厂的处理周期进而降低工厂的生产成本和人力物力的投入。(3)煤气柜的可使用年限较长,更新换代的时间较长,这极大的符合工厂的发展,由于其周期性较长,能够在一定程度上节约工厂的生产成本并且为相关工作人员操作提供较长的学习时间。(4)维修费用较低以及便于操作管理,这些功能都为工厂提供了很大的便利,是工厂发展过程中的必需品,其功能的强大早已经深受各个工厂的喜爱。
稀油密封干式煤气柜的外部形状比较特殊,它是采用20边型的结构并且有钢材料制作,它的外部主要组成部分包括:底板、立柱、侧板、柜顶、回廓等零件元素。柜内的设计相当灵活,柜内有两个活塞组成并且活塞是相对自由可以上下随意移动,这样的设计使得煤气柜并不像传统的大型设备那样死板,工作起来也相对更加方便。底板和活塞、侧板之间设计了一个用来存储煤气的空间体。一般情况下煤气是从煤气柜的底部进入设备中,就会进入到这个空间中,然后在通过对活塞进行进一步的加重操作来对煤气柜中所存储的煤气进行加压,直到煤气柜中的煤气压力达到一定的规划值。煤气的储存和释放的功能就是通过煤气柜中的可以相互活动活塞移动来实现。
2煤气柜主题的制作
2.1立柱体的制造
众所周知一个大型的煤气柜通常包括很多个组成结构,并且每个组成结构之间的工作都是相辅相成的,而在众多组成结构中最重要的组成结构就是立柱。对于立柱的制作过程相当复杂,在制作立柱的过程中需要对相关零件进行严格的检查,对各个零件的质量指数以及使用年限也要有充分的把握,随着社会的不断的发展很多零件也随着设备的更新而淘汰,在进行立柱的制作过程中需要及时更新零件,从国内高水准的加工工厂中定期采购先进的加工工具和定期对员工进行培训学习新的操作工艺技术,从而确保立柱的质量。在立柱的制作过程中所需要大致控制流程的大概可以规划到以下几点。
(1)首先就是对于立柱所需要的材料进行控制,相关工作人员在进行立柱材料进行购买的过程中应当确保所购买的工字钢的平直状态和质量指数,同时相关人员也应当确保工字钢足够长以便于后续的使用。为了能够起到易分类保管使用且后期维修方便和参数的统计最好选择批号一致的材料,能够在很大程度上省下人力资源的浪费。
(2)制作立柱组焊胎膜,在胎膜的设置中应当统一基准,另外在工字
钢和导轨板中制作一个夹具方便后续的工具定位。接下来就是在胎具上实现定点点焊,具体的过程就是将导板以及工字钢具体焊到胎具的点位上实现定点点焊。在焊的过程中首先需要对导轨板和工字钢光边进行定点查找以光边端紧挨胎具基准端,最后通过夾具来实现中线的定位。
(3)焊接工作,焊接的工作相对于其他几步并不太复杂但是要求确实极高。要是能够准确的焊接并达到预料的焊接结果这对焊接师的技术是一项很大的考验,焊接的过程中需要严格根据相关的操作准则以及所需要的焊接点进行掌握,依据内控工艺的方案确保焊接工作能够最大化的防止材料的变形,进而确保煤气柜的质量。
(4)调正工作,在前面焊的过程中,即使技术在精湛,只要对材料进行焊接,材料的形态总会发生变化这也就在后续的工作中需要对变形后的材料进一步的处理。一般调正工作就是将变形的立柱毛坯进行修正,具体操作在胎具上进行并且确保调整后的两端的扭曲度必须≤1.0mm,以及中线的误差≤1.0mm同时不平度以端面为准也需要≤1.5mm。
(5)加工处理,在上面的焊接过程中可以导致立柱的毛坯变形,所以需要后续对其进行专业的调正主要就是通过五面铣加工的方法来实现。立柱的加工对所使用的材料具有极高的要求特别是对于立柱的装夹,每次装夹完成后必须重新更换新的装夹。确保后续中部尺寸的精确,在进行立柱毛坯的定位工作中需要依据工字钢双端的中线的标记来实现,这样定位才能确保其真实有效,对于平面定位来说应当将导轨面的双端作为基准端进行等操作。在最终加工完成后相关工作人员也应当对铣加工过的立柱再次进行全面检查充分确保产品在后续过程中性能能够准确发挥。
(6)钻孔操作,钻孔操作首先需要找到立柱的基准端,在标准的操作中光边端一直被视为钻孔的基准端,通过立柱钻模来实现套钻。在钻孔的过程中需要确保钻模的质量是否达到标准要求,钻模在使用的过程中必须没有磨损,否则不仅对立柱会造成一定的毁坏也会降低钻模与立柱之间的紧密度,最后在钻孔操作后需要对孔距在进行详细的纪录和验收。
(7)对坡口进行进一步的修磨,立柱在经过钻孔后会出现不同程度的损伤,因此对立柱再次进行检查和修复的工作流程是刻不容缓的。在修复中主要针对于立柱的长度和坡口。对立柱的长度进行修复中一般有经验的操作人员往往会提前准备少量的材料,并且依据先前数据所得到的焊接收缩特点工作人员在操作中无需对立柱进行起割工作,而坡口修磨工作不同,由于其材料和功能的特殊性在进行坡口的修磨中需要先七割精修后在进行精磨直到能够达到坡口的标准为止。
(8)对立柱的检验,在对第一根立柱进行操作之前,相关工作人员需要提前对后续所使用的模具、胎盘的数据以及焊接物品的大小和立柱机加工的大小进行详细的测量分析。在生产投入中相关人员应当定期对其测量数据确保数据的误差在可误差范围内,当生产完成后再次进行指标抽验。
2.2侧板的制作加工
在整个煤气柜的制作过程中由于其体积以及容量巨大,所以对材料的需求量十分巨大,侧板作为煤气柜的重要组成部分所需要的部件量是所有部位中最大的。由于其对部件的要求量巨大所以在侧板的加工过程中如何选择高质量的零件是一项十分重要的工作,所采购的部件的尺寸大小以及质量指数能够在很大程度上决定后期煤气柜的使用周期以及质量安全,低品性的部件还可能导致侧板的功能无法发挥,最后使整个安装施工被迫停止。所以在进行侧板的加工过程中应当提高相关工作人员的专业技能和监管部门的执行力度,在加工的过程中可以根据下述的方式进行质量的管控。
(1)对侧板的工作原理以及工作性能进行反复测试,侧板的材料本身对整个施工技术也有一定的影响,在加工之前不仅仅需要对侧板自身的参数进行多方面的测试和验证同时也应当对侧板的冷弯工作性能进行全面的检测用避免因侧板自身的问题而导致加工失败。
(2)需要对侧板的四个内侧角部位再次进行堆高焊接,同时在角部的焊接工作中对焊接技术也有一定的要求,焊接的长度标准不能超过55mm,在完成焊接后需要将其打磨,直到形成直角状为止。
(3)侧板对角焊接完成后需要对其分批次生产,在进行批量生产的环节前需要对加工的侧板流程的准确性进行进一步的确认。首先需要对第一个生产完成的侧板就行各项工作指标数据的测试和登记,符合标准的煤气柜侧板的要求后再大量投入加工制作。在批量生产的环节中也应当每隔一段的时间就对所生产的侧板进行数据测量防止因生产的机器意外故障或者其他意外因素,再次进行靠模、钻模、以及侧板的精度测量的工作,全面确保侧板的质量。
(4)由于其侧板的组成元素大都是金属物质,一般情况下暴露在空气中容易发生腐蚀现象,降低可使用的周期,所以在侧板制作完成后需要对其喷砂除锈操作并最后涂一道底漆,在一些不需要使用防腐的部位也应当对涂抹一定的防腐油以确保侧板短期内不会受到腐蚀。
2.3活塞桁梁、制作
在煤氣柜的加工生产之前,相关的技术员工会根据企业的要求和标准来制定出大致的排版图纸来为工作人员提供煤气柜的具体要求。对于活塞板的制作过程中就需要根据事先规划的排版图来进行加工制作,这也大大的降低了相关人员的工作难度。活塞板在加工的过程中需要对活塞进行压曲,这个过程必须在特制的工具(压弯胎具)上进行操作,确保活塞板的形状完整。
3煤气柜柜体的安装
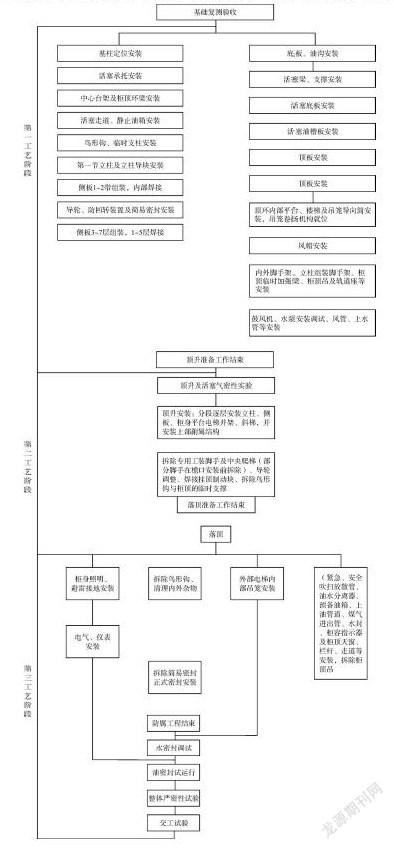
3.1煤气柜的安装流程
通常情况下对稀油密封干式煤气柜的安装过程可以大致用下图表示。
3.2煤气柜的主要安装技术
基础的复式(1)在进行煤气柜安装之前需要从技术人员提供的图纸中进行圆点的准确定位查找并以圆点为中心进行基准线的划分。同时对煤气柜的一些零件比如:螺栓孔、侧板、焊胎膜、柱体等等零件的质量指数进行检查确保安装的工具齐全等操作。
(2)基础数据的测量,在煤气柜中心设置一个经纬仪来进行相关数据的准确测量,在测量的第一步就是进行柱体中心轴线的标记,同时使用水准仪来测量相关设备的高度,钢尺配位来测量各个关键位点的之间的距离。
3.3气柜底板和底部油沟的安装
对于气柜底板的安装过程一般需要相关工作人员依据设备投入的生产环境和地理情形结合现有的安装经验和技术来进行排版图纸的设计,然后对气柜板进行严格依据准备好的排版图进行铺展操作,后续进行底板的焊接。
底部油沟的安装技术,底部油沟的安装技术和气柜底板的过程大致可以分为一类,通过相关技术人员提前设计完的图纸来进行对应的铺设,但需要格外注意点一点就是在进行底部沟油铺设之前需要提前对其进行防腐工作,确保底部不会在后续工作中受到腐蚀。
3.4立柱和活塞的安装
在进行立柱安装之前需要提前在对柱体中心设置好先进的经纬仪器,然后进行基柱体的进一步定位安装,立柱安装过程中一个非常重要的环节必须确保基准丁字尺端面绝对垂直于轴线,这样才能使后续的数据具有准确性和个后续功能的实现。活塞的安装可以大致分为以下三个步骤,活塞环梁的安装、活塞桁架安装以及活塞油槽的安装。对于活塞环梁的安装需要提在柜的中心位置提前准备活塞环梁的台架并且对台架进行进一步的位置和数据的调正,在环梁成功定位之后可以采用拉杆来对其进行位置的固定。而对于活塞桁架的安装需要使用吊塔来对其进行误差调正,比如:垂直度、半径长度等误差的矫正。在环梁和桁架成功安装后才能进行油槽的安装,油槽的安装环节进行之前,相关人员必须对油槽的质量进行全面的检查,确保油槽的材料符合安装的要求,然后来对油槽板进行对称吊装。
4结束语:
通过上述的煤气柜的安装技术的分析来说,采用这种稀油密封煤气柜的安装方法可以在很大程度上提高煤气柜的使用效率和工作年限,为煤气的进一步回收打下一定的基础,减少煤气对环境的污染以及提高工厂生产效率。相关煤气柜的安装技术的完善能够确保煤气柜的质量,推动相关行业更好的发展。
参考文献:[1]魏伯川.干式气柜的设计与应用[G],燃气与动力,2020(2):62
-63
[2]潘锦辉,薛军发.新型干式煤气柜的运行特点及其在鞍钢的应用[K].鞍钢技术,2017(5):29-32.
[3]王凤英.干式煤气柜的发展与设计[M].工业建筑,2019(9):
57-61.
