企业空调外机精益生产管理研究
2021-02-18李晓晨
李晓晨
(山西工程科技职业大学,山西晋中 030619)
以“互联网+”为代表的新兴思想理念对传统的制造模式造成巨大冲击。为应对挑战,发达国家首先提出“工业4.0”,力图维持工业发展优势[1];新兴发展中国家以低成本优势抢占传统制造市场。我国制造业由传统的大量生产模式逐渐向精益生产方式转变,产业升级成为发展的必然趋势。20世纪90年代初,沃麦克等[2]总结丰田公司的成功经验,创造性地提出“精益生产方式”概念。目前,精益生产方式不仅局限于制造业,也被应用于冷链物流、冶金以及服务等领域[3]。有效提高效率。文章选择某企业35AF型号空调外机生产线为研究对象,结合价值流与基础IE方法,提出改进方案并实际验证,确保方案的科学有效性。
1 现状分析
某企业35AF生产线工作单元现状价值流图涉及销售、管理、生产制造、供应商等多方面物流与信息流。根据公司内部信息管理系统数据及采用秒表法测取的生产数据,得到35AF生产线相关数据信息。
各工位装配时间如表1所示。

表1 各工位装配时间
根据分析,35AF生产线的产线增值时间AT为1309.9s,非增值时间UT为330.83h,产线增值比为:

经计算得,产线增值比为0.11%,浪费情况严重。
该厂采用推动式生产模式,后工序需要在前工序完成后进行,生产进度控制不合理导致制品导风板、底盘、面板、面框库存超2d,成品超市内产品积压超过3.7d,造成不必要的库存浪费。分析生产过程,35AF产品组安排两条产线,造成生产资源浪费和UPPH较低等问题;车间内部工序存在断点,主要出现在电子AI、SMT、DIP工序存以及高冲、穿片、胀管工序,不利于生产连续流的实现;注塑机台换型时间2h,电子AI、SMT换型时间超过10min,影响工序对接。
2 35AF生产线精益改善方案
2.1 拉动式物料需求改善
(1)订单需求改善。
将生产模式变推动为拉动,将产品推动为核心变为以订单拉动为核心。销售科收到的订单信息将直接输入OMS系统,反馈至计划科;计划科接到订单信息及销售科30/60/90的订单预测信息,通过AFS、APS系统制定(每日)采购计划、主生产计划及各车间作业计划,将计划反馈至供应商及制造车间。
(2)物料需求改善。
连续流具体改善明细如表2所示。
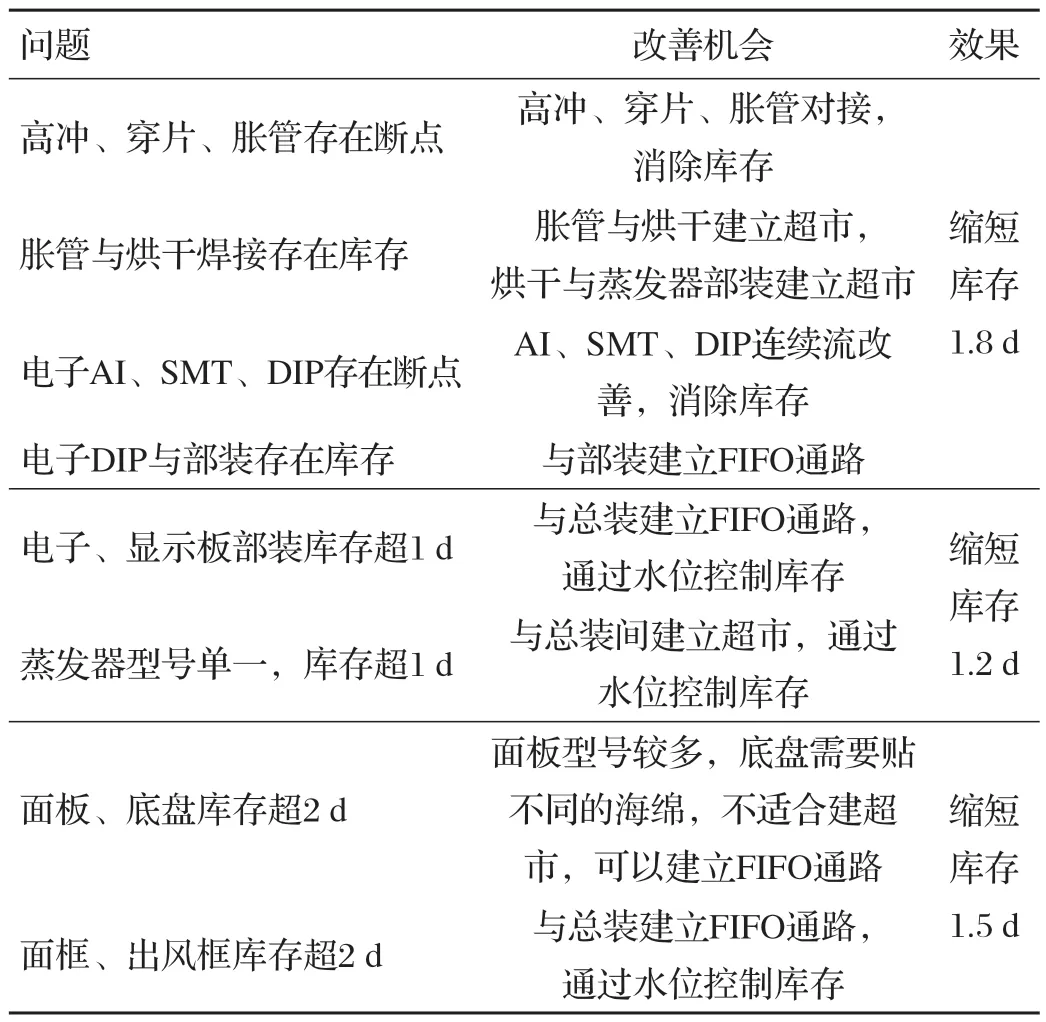
表2 连续流具体改善明细
对占用库存较大的物料,建立FIFO通路,尽量按照生产节拍进行配送。生产线上不得长时间存放过多的物料及制品,以免占用过多生产空间,造成作业不便。
35AF内机装配线属于U型生产线,单纯建立拉动超市易使产线变为孤岛式作业[4]。配送人员需要根据现场的生产情况,利用AGV小车进行物料配送,充分将线下超市与物流配送线上相结合。
2.2 精益生产现场改善
(1)精益布局改善。
35AF生产线各工位间的物料通道距离长且存在交叉,会降低作业效率,长距离的搬运可能导致不良品率增大。基于总体最优化原则并结合实际情况,对产线布局进行改善。原厂地注塑车间空净搬到9号厂房,可以节约740m2的场地资源;将注塑部装及真空箱贴近总转约15m,可以有效减少库存,实现连续流;电子配送距离缩短465m,调整后物料紧贴线边,有利于AGV小车运作,来料物流较大且交叉时,需要对小车的运作路线进行详细规划。
精益布局改进如图1所示。
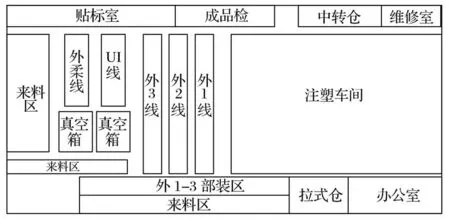
图1 精益布局改进
(2)作业改善。
以方法研究为手段,以动作经济原则为指导思想,对某企业35AF生产线中瓶颈工序进行改善。针对35AF生产线上的个别工位作业时间不均衡现象,根据测算得出各工序理想人员状态参数,对问题工序进行拆分合并。
生产线工序调整如表3所示。

表3 生产线工序调整
(3)“超长工序”换膜改善。
SMED是实现拉动式生产的重要工具之一,降低生产线作业时间,必须将工序中不同模具的快速切换的换型时间控制在合理的范围内。对换型岗位进行改善,减少物料库存,降低批量生产中的出错频率,通过SMED方法提升生产线的柔性制造能力。
35AF生产线电子AI、SMT换型时间超过10min,影响工序的对接,现调整为5min;注塑机需进行不同产品型号的切换、换型时间总计2h,现调整为0.5h。
3 精益改善分析
以35AF产品组为研究对象,在局部优化的基础上,通过引入“看板管理”“连续流”“成品超市”“先进先出通路”等[5]概念与手段,对生产运行过程中的浪费点进行优化。
(1)35AF产线效率有效提升,生产交付周期缩短,产能得到大幅提升。
运用ECRS原则将生产工序由21道减少为18道,工序浪费时间由172.1s降为72.6s,生产线平衡率由62.5%上升为75.6%。运用5S管理理论对物料布局进行优化改善,使生产线更加有序,搬运距离由8700m降为715m,交货周期由13.8d下降为4.9d,加工效率优化幅度达到259.5%,搬运距离优化幅度92%,解决了时间浪费、作员作业疲劳、效率低下、安全隐患等问题。
(2)经济效益提升约1911.28万元。
35AF装配线通过工位调整后由28人下降至24人,仓储面积下降740m2,每月共节省费用约为2.08万元;改善后产品月产量由3.8万件增至5.5万件,每件产品单价为2300元,改善后毛利润增加1909.2万元,为公司带来显著经济效益。
4 结语
以精益生产各项相关理论为主要依据,指出企业对精益生产线不断改进的必要性。以某企业35AF型号空调外机生产线为例,在熟悉公司生产现状的基础上,对其进行精益改善研究,为企业进一步确保生产线高效运行奠定基础。在生产过程中秉承持续改进的思想、不断改进生产线、消除浪费,才能最终实现生产过程的精益化,在市场竞争中持续、稳定、健康的发展。
