一体化自动快速包装技术研究
2021-02-10萧志钰
萧志钰
一体化自动快速包装技术研究
萧志钰
(荆州职业技术学院,湖北 荆州 434020)
针对纸箱包装存在的工序分散、效率低下、人工辅助工作量大等问题,利用现代工业控制理论及计算机最新集成技术,创新研发了一款纸箱自动包装机。使用该机,能够通过机电液一体化执行系统,自动完成开箱、折盖、装货、封装,实现全过程自动包装。
纸箱包装;自动化;一体化;控制系统
随着商品经济的发展和市场的繁荣,人们的生活水平迅速提高,我国对商品包装愈发重视,使包装之首的纸箱包装行业得到了飞速发展,从而带动了纸箱包装机械的发展[1]。尽管近年来我国的纸箱包装机械技术水平有了明显提高,但从整体来看,与发达国家相比,在产品的技术、性能、质量、可靠性等方面仍处于明显的劣势。目前,我国纸箱包装仍存在工序分散、自动化和一体化程度低、人工辅助工作量大等问题。现有包装机械设备的柔性和灵活性差,无法满足当前纸箱包装行业发展的需要。研发纸箱一体化自动快速包装的新技术和新产品,围绕新一代信息技术与制造业的深度融合、“互联网+”发展战略,促进移动互联网、物联网等信息新技术在包装设备中的综合集成应用,推动包装机械工业集成化、自动化、智能化、服务化、绿色化发展[2],对于解决行业面临的突出矛盾、突破制约行业发展的瓶颈、提高包装效率和质量、降低人工成本、促进国民经济发展,具有十分重要的意义。
1 总体设计
设计的纸箱自动包装机主要包括底座、门架、可调四杆机构、折盖移位机构和胶带封箱机构,总体尺寸为1 615mm×1 600mm×960mm。底座尺寸为1 220mm×560mm×400mm,在底座的前半部分安装有折纸箱下盖和推动纸箱移位的气缸,再后半部分安装有滚筒和边架。门架尺寸为900mm×680mm×715mm,门架被套在底座外部,通过组合移位推杆可使门架沿着导杆移动。在门架上,还安装有用于开箱的可调四杆机构和折纸箱盖子的气缸。可调四杆机构在气缸的带动下可自动伸缩摆动。可调四杆机构的连杆端装有一个活动吸盘挡板。活动吸盘挡板由纸箱挡板和真空吸盘组成。门架侧面装有一个固定吸盘挡板。纸箱自动包装机的主要工作原理为:开箱时,由固定吸盘挡板固定纸箱的一面,由活动吸盘挡板的真空吸盘吸住纸箱的另一面,通过可调四杆机构的伸缩摆动使纸箱张开;纸箱张开后,通过气缸驱动活塞杆伸出与纸箱短边接触,并推动短边沿着折痕折叠短边盖;在短边盖折好后,通过气缸驱动活塞杆伸出折叠外侧的长边盖;由于底座的滚筒平面与纸箱的折痕平齐,在气缸的继续推动下,通过纸箱的运动折叠内侧的长边盖完成纸箱下盖的折叠后,用同样的方法折叠纸箱上盖;通过气缸推动纸箱进入胶带封箱机,完成最后的上、下盖胶带封装[3]。
设计的纸箱自动包装机由多个气缸驱动,成品如图1所示。气缸驱动系统由于具有构成简单、易于获得稳定速度、元器件价格低廉、维护容易、只需调节安装在气缸两侧的单向节流阀就可简单地实现稳定的速度控制[4]等特点,因此在工业自动化领域中得到了广泛应用。

图1 纸箱自动包装机成品
2 纸箱包装机构设计
使用纸箱自动包装机,可以实现纸箱从开箱、折盖、封装等全过程的包装自动化,主要工作过程为:人工放入纸箱→通过吸盘吸住纸箱→通过可调四杆机构伸缩摆动开箱(一工位)→通过气缸活塞杆推动折下盖(二工位)→通过气缸活塞杆推动使纸箱移位→装入商品→通过气缸推动折上盖(三工位)→通过气缸活塞杆推动使纸箱移位→通过胶带封箱机封装胶带(四工位)。
2.1 开箱机构
开箱机构主要由固定吸盘挡板、活动吸盘挡板和可调四杆机构组成,如图2所示。可调四杆机构的结构如图3所示。开箱机构的主要工作原理为:把压扁的纸箱放入固定吸盘挡板和活动吸盘挡板之间;在真空泵的作用下,固定吸盘挡板和活动吸盘挡板的吸盘从两侧吸住纸箱;通过可调四杆机构的伸缩摆动使纸箱张开,实现开箱功能。

图2 开箱机构

图3 可调四杆机构
2.2 折下盖机构
折下盖机构由多个气缸驱动,主要工作原理为:纸箱打开后,固定在门架下方两个气缸的活塞杆同时伸出,使纸箱两侧的短边盖子同时折叠,并在完成动作后回位;固定在底座上的气缸驱动组合移位推杆沿着门架上的轨道运动到终点处,使纸箱的外长边盖子折叠;固定在底座上的气缸继续推动组合移位推杆,使门架沿着导杆移动,并通过可调四杆机构和吸盘带动纸箱移动到下一个工位;由于底座的上平面高于纸箱的下盖,因此纸箱在运动的过程中可实现自动折叠内侧长边盖。
2.3 折上盖机构
折上盖机构的主要工作原理为:纸箱下盖折好后,安装在门架上方两个气缸的活塞杆伸出,同时折叠上短边盖,并在完成折叠后回位;固定在门架上方的气缸活塞杆伸出,活塞杆头部由相互垂直的两个短板组成;通过横向短板折叠上长边盖;当上长边盖折好后,吸盘松开纸箱,纵向短板靠近纸箱并在气缸的推动之下前进;由于边架上的滚筒位置低于纸箱上盖,在纸箱运动的过程中,使内侧的长边盖折叠完毕。当纸箱被推入到边架内侧时,上盖折叠完毕。
2.4 胶带封装机构
纸箱自动包装机的机体结构如图4所示。完成纸箱折叠后,门架、上下两个移位气缸以及带有吸盘的四杆机构都回到原位;安装在边架一侧的气缸推动折叠好的纸箱进入到下一个工位;通过胶带封装机构完成上下封胶。
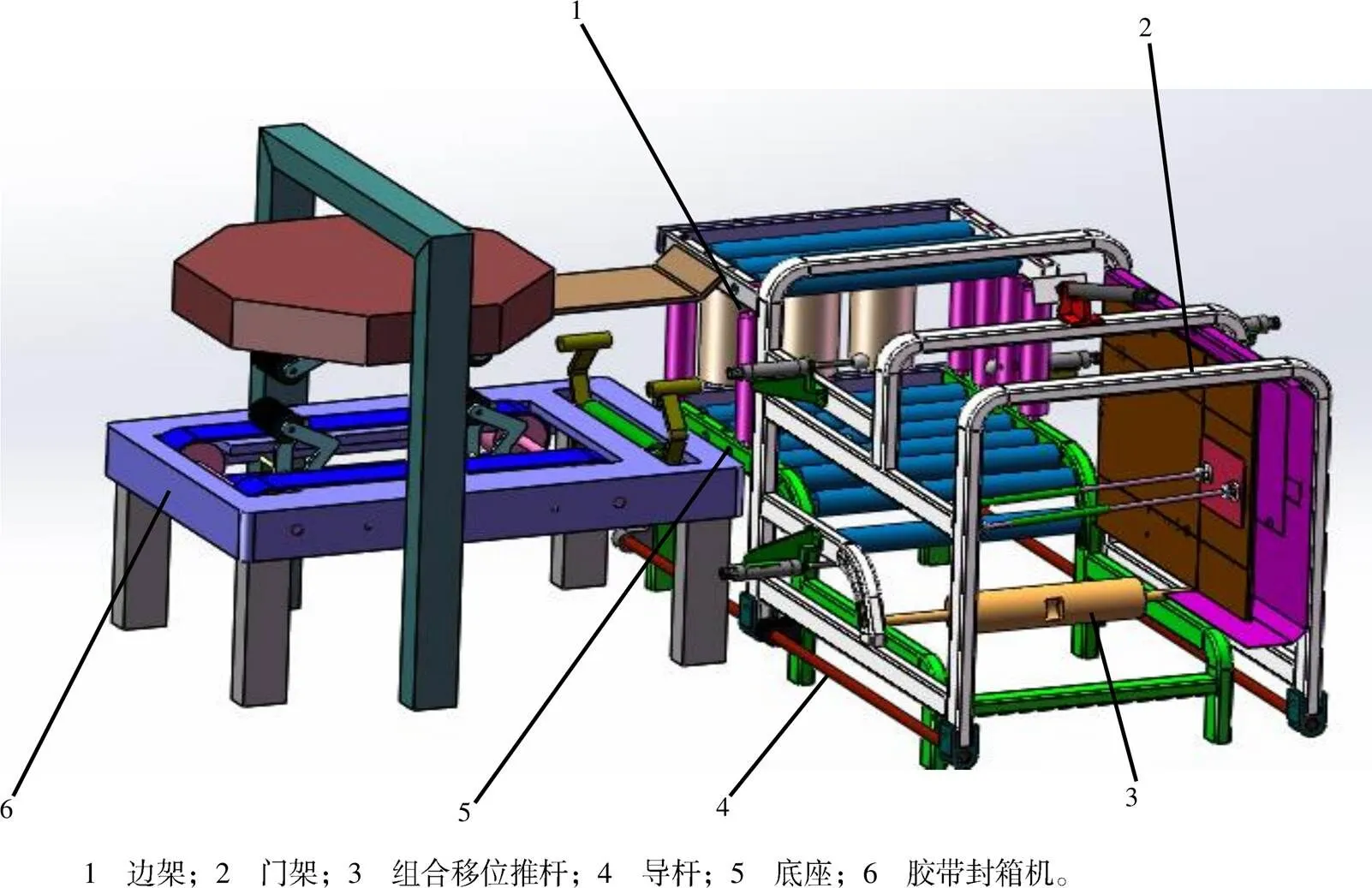
图4 纸箱自动包装机的机体结构
3 控制方案
采用计算机控制系统,具有以下优点:控制规律灵活多样,改动方便 ;控制精度高,抑制扰动能力强,控制效率高[5];控制与管理一体化,可进一步提高自动化程度。设计纸箱自动包装机的控制方案时,采用工业控制计算机及CVI软件,通过智能I/O接口采集光电开关、位置开关的输入信号,控制电磁阀以驱动气缸使装置工作。
4 结语
通过应用一体化自动快速包装技术并对机械结构和控制系统进行设计,研发了一款纸箱自动包装机,实现了纸箱包装过程的开箱、折盖、封装自动化。设计的纸箱自动包装机可适用于多种尺寸规格的纸箱包装,结构紧凑,自适应性强,能大大降低人工劳动量,提高包装效率和包装质量。
[1] 苏凤琴.浅析瓦楞纸板和瓦楞纸箱的质量检验[J].中国新技术新产品,2017(10):24-25.
[2] 葛荣雨,吴义民,王海涛.瓦楞纸箱生产线模切部的结构设计[C]//2015第四届中国印刷与包装学术会议论文摘要集.
[3] 李晓敏,张惠忠.瓦楞纸箱摇盖的不同压痕线对抗压强度影响的研究[J].中国包装,2017(10):70-76.
[4] 康启来.纸箱行业电子商务营销现状的分析[J].中国包装,2013(11):34-39.
[5] 康启来.纸箱行业电子商务营销现状的分析[J].印刷世界,2012(9):51-55.
Research on integrated automatic fast packaging technology
XIAO Zhiyu
(Jingzhou Institute of Technology, Jingzhou, Hubei 434020, China)
This article focuses on the current situation of scattered processes, low efficiency, and large manual auxiliary workload in the carton packaging process. This paper uses modern industrial control theory and the latest computer integration technology to innovate and develop an automatic carton packaging machine. It can automatically complete unpacking, folding lid, loading, and packaging through the electromechanical-hydraulic integrated execution system, and realize automatic packaging in the whole process.
carton packaging; automation; integration; control system
TQ325.3
A
2096–8736(2021)05–0046–03
湖北省教育厅科学技术研究计划指导性项目——“纸箱智能自动一体化快速包装技术研究”(B2017545)。
萧志钰(1983—),女,福建建瓯人,硕士研究生,讲师,主要研究方向为机械设计及理论。
责任编辑:阳湘晖
英文编辑:吴志立
