浅析玻璃酒瓶喷涂烤花的工艺要求
2021-02-06武绍山李昌盛
武绍山 李昌盛
(安徽龙瑞玻璃有限公司 亳州 236820)
0 引言
随着酒类玻璃瓶从功能性到功能性兼内涵的外延性要求发展,各种喷釉及瓶饰贴花应运而生,且生产过程越来越复杂和精细化。而这种行业的兴起不过短短几年时间,生产工艺极不成熟。根据釉漆、花纸的材料特性,各酒瓶品种的喷釉及烘干、花纸烤制的生产工艺随着设备、环境温度的不同而又有所不同。本文力求总结出其普遍规律并给出调整范围。
1 喷釉及其烘干以及与花纸烤制后附着力的关系
在清洁的玻璃酒瓶表面均匀喷涂上调制好的混合釉漆并烘干形成相对坚硬的漆膜是此工序的目的。玻璃瓶表面温度在35 ℃±10 ℃的条件下最有利于形成光滑的漆膜,不致因温度较低使漆分子收缩形成麻点,也不会因温度较高造成同一瓶体漆液固化时间不同而影响漆膜亮度,釉漆均匀分布并附着后,经过预烘箱75 ℃±10 ℃、静置3~5 min使漆膜在低温下充分流平、反应,形成均匀的漆膜涂层。经过短暂的初步固化后,水性釉面漆在高温烘箱渐升温到165 ℃±15 ℃,使漆中的树脂分子与促进剂在高温下链式反应形成坚固的漆膜,持续时间为12~18 min。升温曲线见图1。
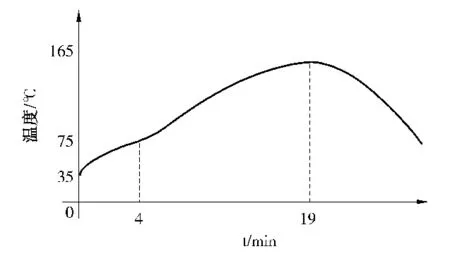
图1 釉漆烘烤升温曲线
在此过程中,如温度降低,烘烤反应时间必须相应延长,在相应的控制范围内,其温度与时间的关系基本上成反比,但漆膜固化需要的胶联反应在最低温度120 ℃以上发生,如果烘烤温度低于此下限值,釉漆分子与促进剂的胶联反应不能发生,即使烘烤时间再长漆膜也不能固化。采用的釉漆材料不同,所需温度也有所不同。溶剂型釉面漆材料,此温度控制在150 ℃±15 ℃即可;而水性釉漆,其烘烤温度要相应提高15 ℃以上。为了后续工序中花纸在漆膜上的结合固化作基础,此温度、时间不能超出上限,否则漆膜胶链反应完全达成,漆膜表面完全硬化,会导致其不能与花纸图案中的材料有机结合形成粘合分子层,影响花纸图案的附着力;如果花纸图案附着力不佳,可小幅调低固化温度,以使漆膜有一定的耐水附着力,不会造成贴花过程中产生水融解漆膜,也不会导致花纸水中的淀粉酶进入漆膜在花纸烤制后形成污渍,难以擦除。
2 贴花操作的影响因素及相关要求
在人工贴花工序中,影响操作的原因较多,最主要的因素有:
(1)花纸的保存
因此种花纸多为水移贴花纸,最基本的小膜底纸,其底板纸要求有较强的吸水性、稳定性,保存环境要求恒温、恒湿,温度控制在22 ℃,湿度55%左右。湿度低了会使水溶胶面硬化、收缩。纸张的另一个重点是水溶胶表面化的性能,要求平滑,不易硬化、收缩、龟裂。花纸结构见图2。
(2)花纸柔软性与韧性
因花纸可撕膜胶的成分及厚度不同,决定了花纸柔软性与韧性不同。因酒瓶贴花部位基本上都是立体带各种不规则曲面,花纸图案是平面,所以需要花纸有一定的柔软性与韧性,以达到局部延展的目的,但总体上花纸的软硬程度取决于可撕膜的厚度与其材料的物理性能。
(3)瓶体与环境温度
瓶体与环境温度对贴花操作的影响较大。一般瓶体温度保持在25~35 ℃,人工贴花操作的效率与质量最高,在此温度下,瓶温不致影响到花纸可撕膜的软硬度,既不会使花纸较软起皱而用尼龙软刷子打不开,也不会使花纸较硬影响延展性。环境温度最佳温度为20~25℃,使泡花纸水保持在这一温度条件下,只起分解花纸与白板纸之间粘合剂的作用,而又不影响花纸硬度,而且这一环境温度也是最适宜手工操作的温度。
(4)漆膜的影响
因需要的漆膜外观效果不同,漆材料也有所不同,导致固化后的漆膜光滑度、粘滞性、疏水性等物理特性不同。瓶体温度对漆膜的粘滞性也有一定的影响,温度越高,相对于花纸的粘滞性越大,越不利于花纸的移贴的定位偏差纠正,形成褶皱。相对来说,越光滑的漆膜粘滞性越小,越有利于贴花操作的效率与质量。
3 带花纸瓶烤制过程中的温度与时间的控制
贴好花纸的酒瓶进行烤制,使图案与瓶体具有一定的附着力,此生产过程中温度与升温曲线最关键。细化此过程,可分解为烘干(或晾干)和烤制两个过程。
(1)烘干(或晾干)
烘干分为自然晾干和工业烘干。把贴好花纸的酒瓶放置在通风干燥环境下,温度15 ℃、湿度35%左右12 h以上,花纸下部的水份会自然挥发后而干燥,环境温度及温度较高时导致花纸水溶胶面龟裂。这种自然晾干的方式水分挥发缓慢且均匀,后期烤制时不易爆花,成品率及质量均较高,但因生产周期较长,且需一定的周转空间与周转损失。现在普遍采用工业烘干,工业烘干的温度控制在35~55℃约20 min即可大部分烘干,使水溶胶作用于漆膜表面,具有一定的粘合力,即可把可撕膜揭下。
(2)烤制
烤制的目的是在65~95 ℃、8 min左右把花纸图案下部的残存的部分水溶胶完全烤干。此过程中瓶体温度逐渐升高,而不是急剧升温导致水份急剧气化破坏水溶胶的粘合力顶起花纸。再经过95~175 ℃的渐变升温,过程控制在12 min左右,花纸通过粘合剂与漆膜完全融合,达到耐50 ℃温水浸泡30 min、盐浴20 min、酒精浸泡10 min的标准附着力。花纸烤制曲线见图3。
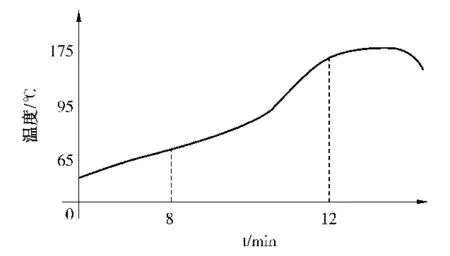
图3 花纸烤制曲线
也有把工业烘干与烤制合二为一的设备,即特制烤花炉。此烤花炉的烘干与烤制升温曲线和时间能完全达到这两个效果,但对二者的控制精度要求较高,且可撕膜需在烤制后揭掉。
根据品种不同,花纸面积较大或因图案原因,可撕膜上分布的排水孔较少时需适当延长烘干时间并降低烤制温度,但最低烤制温度不得低于125 ℃,同时要降低喷釉后漆膜的烘干温度8 ℃左右,烤制时间延长10 min,以保证花纸的附着力。
釉漆中的色粉对温度很敏感,在花纸烤制环节温度不得高于168 ℃,烤制时间不要超过12 min,如蓝色或部分黄色,温度超过则色粉焦化而变深;温度过低导致花纸附着力欠佳,二次烤制也不能解决此问题,因第一次烤制时已使漆膜的胶链反应完全达成,漆膜完成硬化,不与花纸的水溶胶融合,达不到要求的附着力。
烤制后揭膜。瓶温为37~45 ℃时,可撕膜软化度及柔韧性适宜揭膜操作。温度过高则粘连,可撕膜揭掉后膜边在瓶身上有残留;温度过低则可撕膜变脆,揭时产生碎屑,一次只能部分揭掉,需多次操作。
另外,还有一种烤制温度在525 ℃以上,烤制进间约在20 min以上的加工形式,即高温烤花。高温烤花不需经过喷釉,直接在光瓶上贴花并烤制。这种方式烤制出的酒瓶因花纸颜料或金属色粉与玻璃融熔,瓶饰外观效果较好,色泽鲜艳、附着更牢固;耐酸、碱、氧化等,且花纸成本较低,一般只有低温花纸的1/3~1/2。
4 结语
在玻璃酒瓶的喷釉、贴花、烤制生产中,三个工序均有适宜于本工序的温度与时间要求,且又互相影响,特别是喷釉烘干和贴花烤制环节,应严格控制温度与时间。
