基于小庄煤矿工作面立柱防腐性能的试验研究
2021-02-05赵文革刘战武董洪涛丁林海
赵文革,刘战武,董洪涛,赵 鹏,丁林海
1陕西陕煤彬长矿业有限公司 陕西咸阳 713500
2陕西彬长小庄矿业有限公司 陕西咸阳 713500
3西安重装铜川煤矿机械有限公司 陕西铜川 727031
小庄煤矿开采工作面的液压支架立柱、千斤顶表面采用电镀铬工艺,使用2个月左右镀铬区产生锈蚀,如果继续使用支架升降,锈蚀部位将损坏立柱导向套密封,导致立柱上腔漏液,不能降柱,影响工作面的推进[1]。
为了减缓锈蚀,小庄煤矿采取了多种措施,虽然取得一定的效果,但是延长了工作面检修时间。40214 工作面液压支架首次采用了激光熔覆处理工艺,使用 1 个月后,有部分立柱、千斤顶激光熔覆表面出现锈蚀。小庄煤矿与支架生产厂家共同对该问题进行了研究与分析,在后期防护工作中采取相应的措施,立柱、千斤顶激光熔覆表面锈蚀未继续扩散,整体效果良好。
1 工作面环境分析
小庄煤矿位于陕西省咸阳市彬长矿区中部,埋深大,工作面环境温度在 30℃ 左右,且空气中存在 H2S等有害气体,呈酸性,空气湿度大,具备酸性腐蚀条件。水质监测 Cl-含量达 201.1 mg/L、SO42-含量达564.89 mg/L,液压支架处于酸盐腐蚀较强的环境。
液压支架立柱、千斤顶表面采用了激光熔覆工艺,使用 1 个月后,部分立柱外表面出现黄色、浅黄色斑点,砂纸打磨后,斑点处存在浅坑、针眼、晕斑,立柱激光熔覆表面已发生锈蚀[2]。
2 方案的制定
针对立柱激光熔覆表面出现的锈蚀,分析锈蚀诱因,研究锈蚀机理,笔者提出综合处理方案,通过多种测试手段,得到激光熔覆表面处理方案[3]。激光熔覆表面处理流程如图 1 所示。
3 立柱表面的处理措施
为未锈蚀的立柱增加保护套,使其激光熔覆表面与工作面环境隔离,减少粉尘吸附。
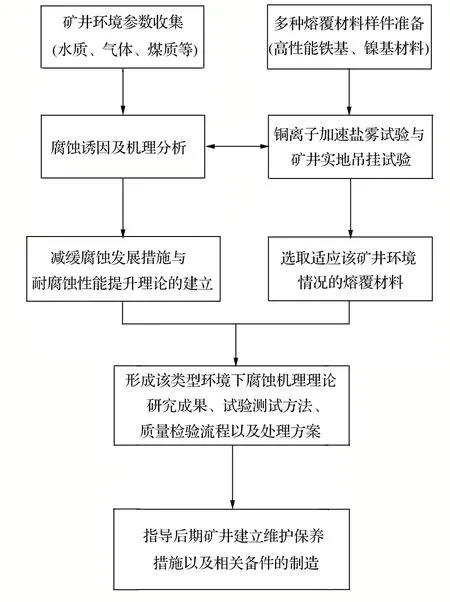
图1 激光熔覆表面处理流程
锈蚀的立柱激光熔覆表面如图 2 所示,用 600 目砂纸进行打磨,并擦拭干净,在其激光熔覆表面涂抹纯乳化油,然后套上保护套。处理后,经过 50 天的观察,发现打磨维护后的立柱表面 (见图 3) 未再出现锈蚀。

图2 立柱锈蚀表面

图3 打磨保护 50 d 后的立柱表面
4 原因分析与论证
4.1 原因分析
综合分析立柱表面锈蚀的原因是对矿井酸性气体环境的预判不够准确,在进行激光熔覆时选择了耐锈蚀能力不强的 401 铁基不锈钢粉。401 不锈钢粉的成分如表 1 所列。

表1 401 铁基不锈钢粉成分
4.2 井下样块悬挂试验
将 401、ADT12、ADN20 3 种激光熔覆粉制作的试样与采用电镀铜合金、电镀铬的试样一起悬挂在40214 工作面 (如图 4 所示),进行跟踪分析。
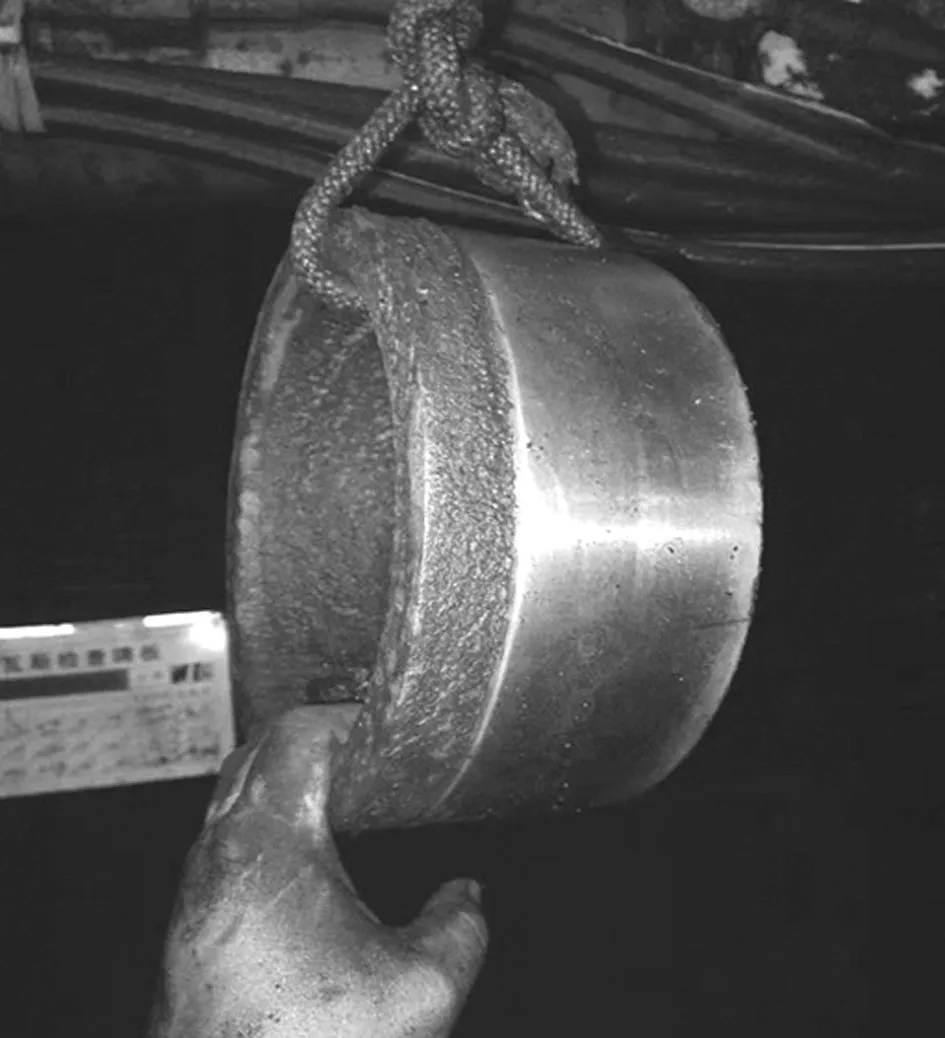
图4 试样在井下悬挂情况
在第 43 天时,发现镀铜的试样出现锈蚀;在第127 天时,发现镀铬与熔覆 401 粉的试样也出现了锈蚀,而熔覆 ADT12 粉与 ADN20 粉的 2 种试样表面完好,无明显锈蚀。
4.3 试样试验
通过对金属材料腐蚀表征分析得出,一是 H2S 的酸性腐蚀,二是水分和氧气引起的氧腐蚀。
对现场悬挂的 3 种激光粉末熔覆的试样进行耐H2S 腐蚀试验与耐氧腐蚀试验,结果表明耐 H2S 腐蚀试验的 401 粉激光熔覆试样发生了锈蚀 (见图 5),其余 2 个试样表面完好。
对比井下悬挂试样与实验室耐氧、耐 H2S 试样试验结果可见,原井下使用的 401 铁基不锈钢粉耐 H2S腐蚀的性能较弱,是引起锈蚀的主要原因。

图5 锈蚀部位 20X 放大图
5 结语
(1) 尽管采用激光熔覆工艺处理的立柱、千斤顶表面较传统的镀铬、镀铜等工艺处理的耐腐蚀性能较好,但仍需根据井下环境合理选择,以提高经济性;
(2) 矿井在液压支架防腐手段上选择激光熔覆工艺时,需要根据井下水质、气体环境要求采用适合的激光熔覆材料;
(3) 激光熔覆厂家应根据现场使用环境的差异,采用不同的熔覆材料及工艺;
(4) 立柱表面增加保护套及采取相应的维护措施能有效地避免粉尘吸附在立柱表面,对于防止立柱锈蚀能起到积极的作用。
