应用超声器械改善预备体肩台的效果
2021-02-04李思雨段雪飞
李思雨,段雪飞,曹 烨△
(北京大学口腔医学院·口腔医院, 1.综合科, 2.修复科 国家口腔疾病临床医学研究中心 口腔数字化医疗技术和材料国家工程实验室 口腔数字医学北京市重点实验室,北京 100081)
目前临床上普遍使用的肩台形成方法是应用高速金刚砂车针按照颗粒度逐级预备及抛光。由于需要在软组织附近进行操作,因此往往会存在以下几个技术难点[1]:首先,高速金刚砂车针预备容易导致牙龈损伤出血,影响视野,继而难以形成一定宽度、合适形态、合适光滑度的肩台;其次,牙龈出血影响形成清晰的印模,会直接影响修复体的精度;最后,高速金刚砂车针进入龈下过深可能导致牙龈严重损伤,继而造成牙龈退缩,因此一种无创的、精细的肩台预备方法日趋成为口腔修复专业的重要需求[2-3]。
超声器械因其优良的操作手感以及绝佳的软组织保护特点已经被广泛应用于口腔医学中的多个专业领域[4-8],特别是近年来超声器械开始被用于嵌体修复洞型的预备以及多冠、贴面的肩台预备[9-10],超声器械可以在不损伤软组织的前提下对预备体的各个边缘线进行修整和抛光,形成光滑、精确并具有一定深度的肩台形状。国外有研究已经证实超声器械预备的肩台边缘的光滑度比传统高速金刚砂车针抛光后边缘的光滑度增加一倍以上[11],边缘微渗漏则最多可降低50%[12]。本研究期望通过严格设计的随机对照实验,对比观察超声器械和传统金刚砂车针肩台预备后的效果差异,从而为临床超声器械肩台预备的应用提供进一步的证据。
1 资料与方法
本研究经北京大学口腔医院生物医学伦理委员会伦理审查批准(批件号:PKUSSIRB-201733022)。
1.1 以制取的聚醚橡胶印模的表面粗糙度反映预备体表面粗糙度的可行性
(1)收集6颗离体上颌前磨牙作为实验牙,用于制备预备体。离体牙清洁干净后保存于生理盐水中,纳入标准:牙齿发育正常,牙体完整,非氟斑牙、四环素牙,无龋坏。将同一前磨牙的颊、舌侧分别分成两个区域,即一共4个区域,采用金刚砂车针(MANI公司,日本)依次预备以形成1 mm宽的深凹槽状肩台,具体步骤如图1, 4个区域最终以不同粗糙度的车针形成同种形态的肩台。(2)用聚醚橡胶印模材(3M公司,美国)制取预备区肩台印模。(3)预备体及印模表面用三维形貌测量激光显微镜(three-dimensional topography measurement laser microscope, 3-D TMLM, VK-X200,Keyence公司,日本)下扫描分析肩台形态,在不同区域的肩台中央随机选择3个测量区域,每个取样面积为0.8 mm×0.8 mm,分别测定取样区域的表面粗糙度(Ra和Rz)并计算均值,比较聚醚橡胶印模和预备体肩台的表面粗糙度趋势。
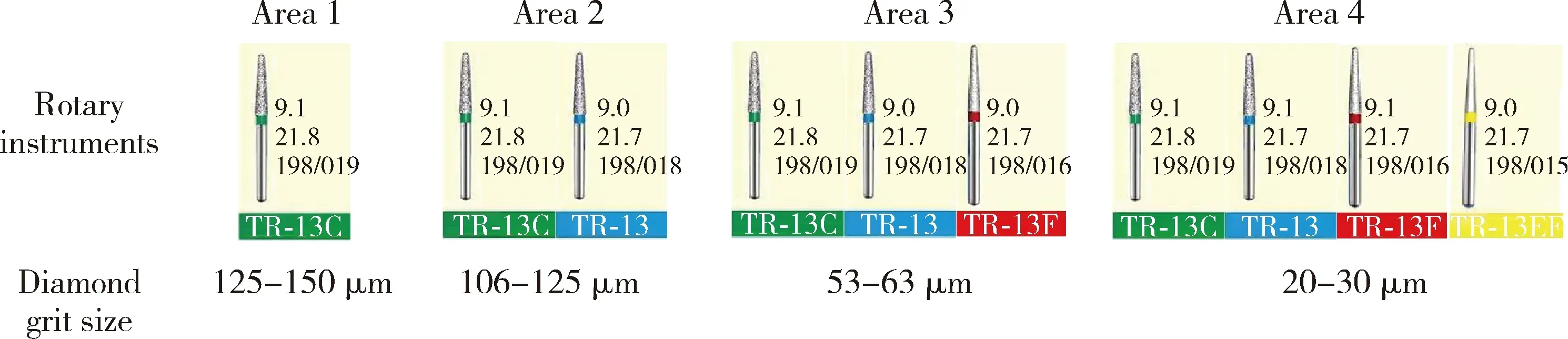
图1 不同区域的车针预备顺序
1.2 采用金刚砂车针与超声器械预备离体牙肩台的粗糙度
(1)收集6颗离体上颌前磨牙作为实验牙,离体牙清洁干净后保存于生理盐水中。纳入标准:牙齿发育正常,牙体完整,非氟斑牙、四环素牙,无龋坏。将同一前磨牙的颊侧使用金刚砂车针(TR-13C、TR-13)预备以形成1 mm宽的深凹槽状肩台,随后采用金刚砂车针(TR-13F、TR-13EF)预备抛光颊侧肩台的近中,采用超声发生仪(P5XS Newtron, Satelec公司,法国)与超声肩台预备套装完美边缘肩台(perfect margin shoulder, PMS,Satelec公司,法国)顺序预备抛光颊侧肩台的远中(图2)。(2)离体牙的预备区采用聚醚橡胶印模材制取印模。(3)扫描预备体及印模表面,分别在金刚砂车针预备肩台和超声预备肩台区域分别各选取3个测量区域,取样面积均为0.8 mm×0.8 mm,测得表面粗糙度(Ra和Rz)并计算均值,数据收集处理均采用盲法进行。(4)于牙科显微镜(S100/OPMI Pico,Carl Zeiss公司,德国)放大25倍下观察预备体肩台并拍照。
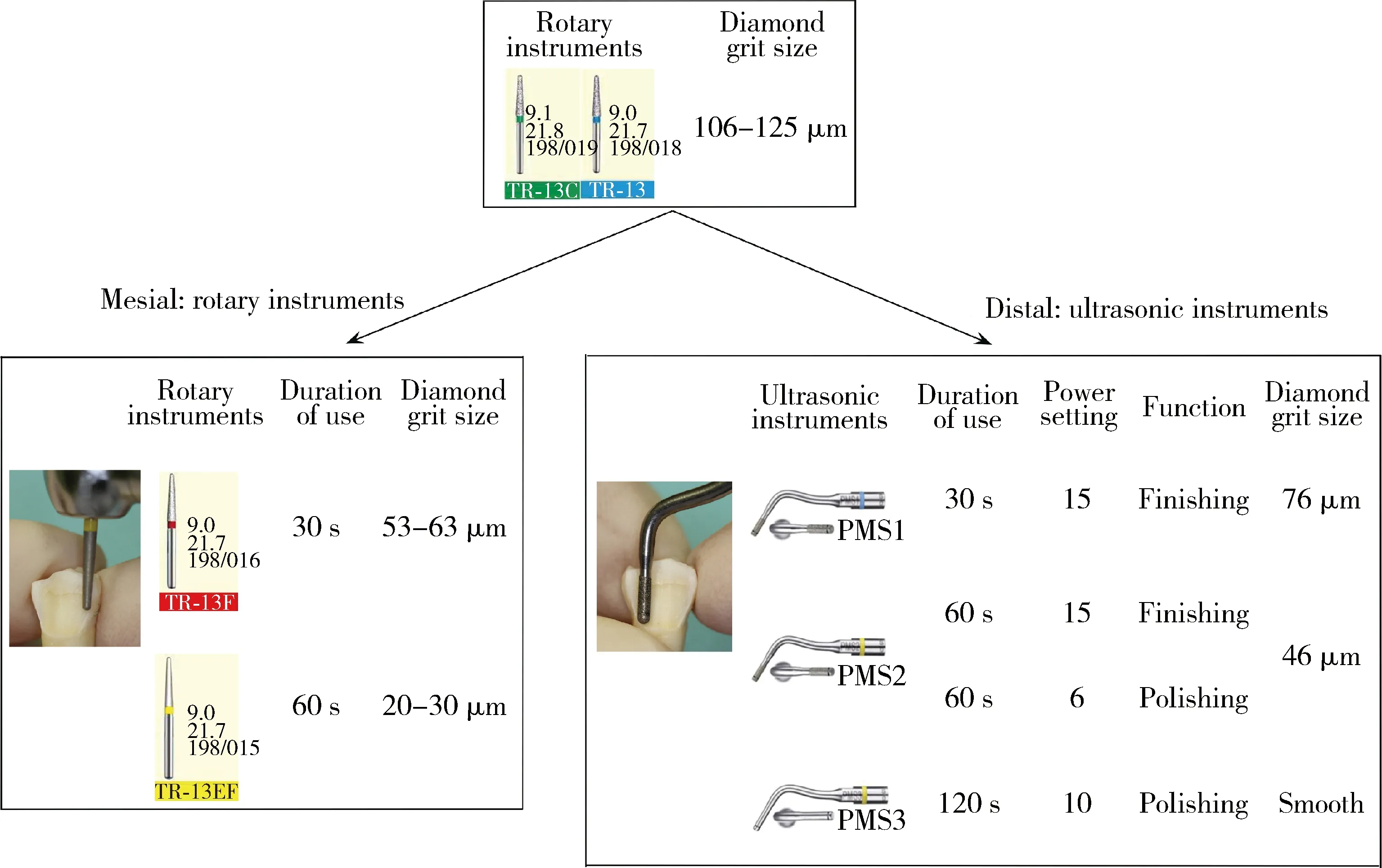
PMS, perfect margin shoulder.
1.3 常规金刚砂车针预备肩台与超声预备肩台粗糙度的临床模拟
(1)收集20颗牙位对称分布的同颌同名离体前牙,离体牙清洁干净后保存于生理盐水中。纳入标准:牙齿发育正常,牙体完整,非氟斑牙、四环素牙,无龋坏。离体牙使用人工牙龈(GI-MASK Automix, 康特威尔登特齿科贸易公司,瑞士)及超硬石膏(Royal Rock,佳瑞柯牙科材料制造公司,美国)灌注于仿头模(日进公司,日本)配套模型的阴模中,随后将模型固定在仿头模上,以便进行临床模拟研究。(2)实验方法:①同一模型用简单随机法确定实验侧及对照侧,实验侧采用超声器械预备,对照侧则采用金刚砂车针预备,随后采用聚醚橡胶制取肩台区域印模。所有预备体的肩台预备及印模制取均由同一名修复医生完成,所有数据均采用盲法进行处理。②牙体预备:实验侧:按超声器械的预备规范进行,首先应用金钢砂车针TR-13C与TR-13形成宽1 mm的深凹槽齐龈肩台,随后用超声车针套装顺序进行预备(图3)。对照侧:首先应用金钢砂车针TR-13C与TR-13形成宽1 mm的深凹槽齐龈肩台,随后用金刚砂车针TR-13F精修30 s达龈下0.5 mm,最后用金刚砂车针TR-13EF抛光60 s完成。③聚醚橡胶制取印模,3-D TMLM扫描分析肩台印模的三维形貌,分别在肩台的近中、中央和远中选取3个测量区域,取样面积均为0.8 mm×0.8 mm,测定印模肩台近中、中央及远中的表面粗糙度(Ra)并计算均值,将不同肩台区域的表面粗糙度(Ra)计算均值得到肩台整体表面粗糙度(Ra)。
1.4 统计学分析
采用SPSS 25.0统计软件分析,定量资料用均数±标准差表示,组间差异的显著性检验采用独立样本t检验。两组内印模肩台不同区域和两组间印模肩台相同区域的表面粗糙度(Ra)的差异采用双因素方差分析,应用独立样本t检验比较两组间肩台整体表面粗糙度的差异,P<0.05为差异具有统计学意义。
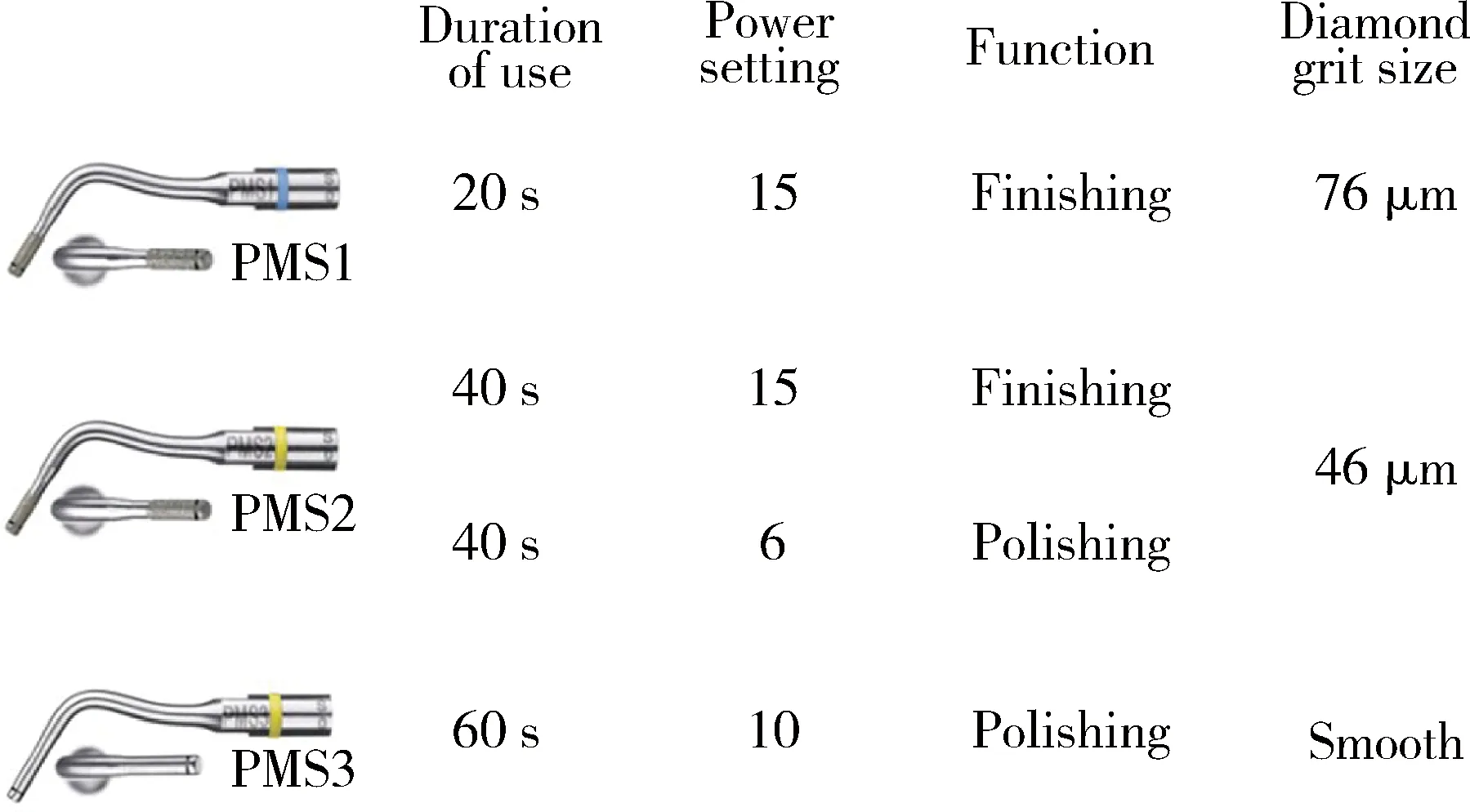
PMS, perfect margin shoulder.
2 结果
2.1 聚醚橡胶印模的表面粗糙度可以反映离体牙预备体的表面粗糙度
采用不同粗糙度的金刚砂车针预备后的区域表面粗糙度不同(图4), 从区域1至区域4肉眼即可分辨出预备体和印模表面都更加光滑,这与金刚砂车针颗粒逐渐变小的趋势相符合。区域1为金刚砂车针TR-13C预备后,肩台粗糙纹理明显;区域2为金刚砂车针TR-13C与TR-13预备后,肩台比较光滑,纹理变细腻;区域3为金刚砂车针TR-13C、TR-13与TR-13F依次预备后,肩台光滑,没有明显纹理;区域4为金刚砂车针TR-13C、TR-13、TR-13F与TR-13EF依次预备后,肩台已经非常光滑,几乎不见纹理。图4中肉眼观察即可发现,不同区域的聚醚橡胶印模可以反映肩台表面的粗糙度,趋势与肩台表面的变化相同。
进一步的3-D TMLM扫描结果见表1,不同区域的预备体肩台和印模肩台表面粗糙度Ra和Rz相符,趋势相同,并且这4个区域内预备体和印模之间的Ra和Rz差异均没有统计学意义,这证明用肩台印模的表面粗糙度来反映口内预备体肩台的表面粗糙度是可行的。
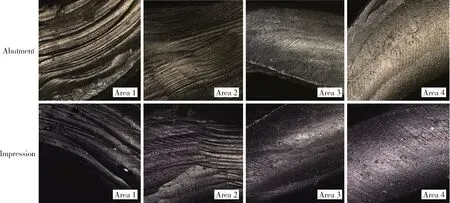
图4 不同粗糙度金刚砂车针预备后的预备体和印模肩台表面扫描照片
2.2 游离离体牙实验中,超声预备后的肩台比金刚砂车针预备后的肩台表面粗糙度更低
(1)超声预备后肩台比金刚砂车针预备后肩台的表面粗糙度明显减小(表2),在体外离体牙上进行的肩台预备排除了口内预备的不利因素,其超声预备后的肩台Ra平均值为(5.92±2.28) μm,而金刚砂车针预备后的肩台Ra平均值则高达(18.13±3.77) μm。图5显示超声预备后的肩台表面大体平整,表面波峰小于金刚砂车针组,表面纹理不规则;金刚砂车针预备后的肩台呈波浪状的预备痕迹,形成的沟槽宽度较一致,表面纹理规则。(2)牙科显微镜下图像(×25)见图6,超声预备后的肩台表面光滑,未见明显纹理,肩台的内线角非常清晰,肩台边缘处的形态完整锐利(蓝色箭头);金刚砂车针预备后的肩台表面可见纹理,光滑度稍差,肩台内线角不够清晰,肩台边缘处有小部分缺损不连续(黑色箭头)。
2.3 临床模拟实验中,超声预备后的肩台比金刚砂车针预备后的肩台表面粗糙度更低
超声器械组预备体肩台近中、中央及远中印模的表面粗糙度(Ra)均明显小于金刚砂器械组。不论是超声还是金刚砂车针组,肩台印模中央区域的Ra值均小于肩台近中和远中区域;超声器械组的Ra值在肩台各区域间的差异无统计学意义,而金刚砂车针组肩台中央的Ra值则明显小于肩台近远中区域(图7)。超声器械组预备体肩台印模整体的表面粗糙度(43.85±5.92) μm小于金刚砂车针组(115.33±16.59) μm,且差异有统计学意义(P<0.001)。超声预备后Ra为(7.42±2.05) μm,而采 用金刚砂车针TR-13EF抛光后Ra亦高达(24.92±4.62) μm,但是均较预备游离离体牙所获得的肩台表面粗糙度高,图8可见超声预备后的肩台印模表面在肩台中央和邻面区域都更加平整、光滑。

表1 不同粗糙度金刚砂车针预备后的预备体和印模肩台表面的粗糙度

表2 超声器械和金刚砂车针预备后的肩台表面粗糙度
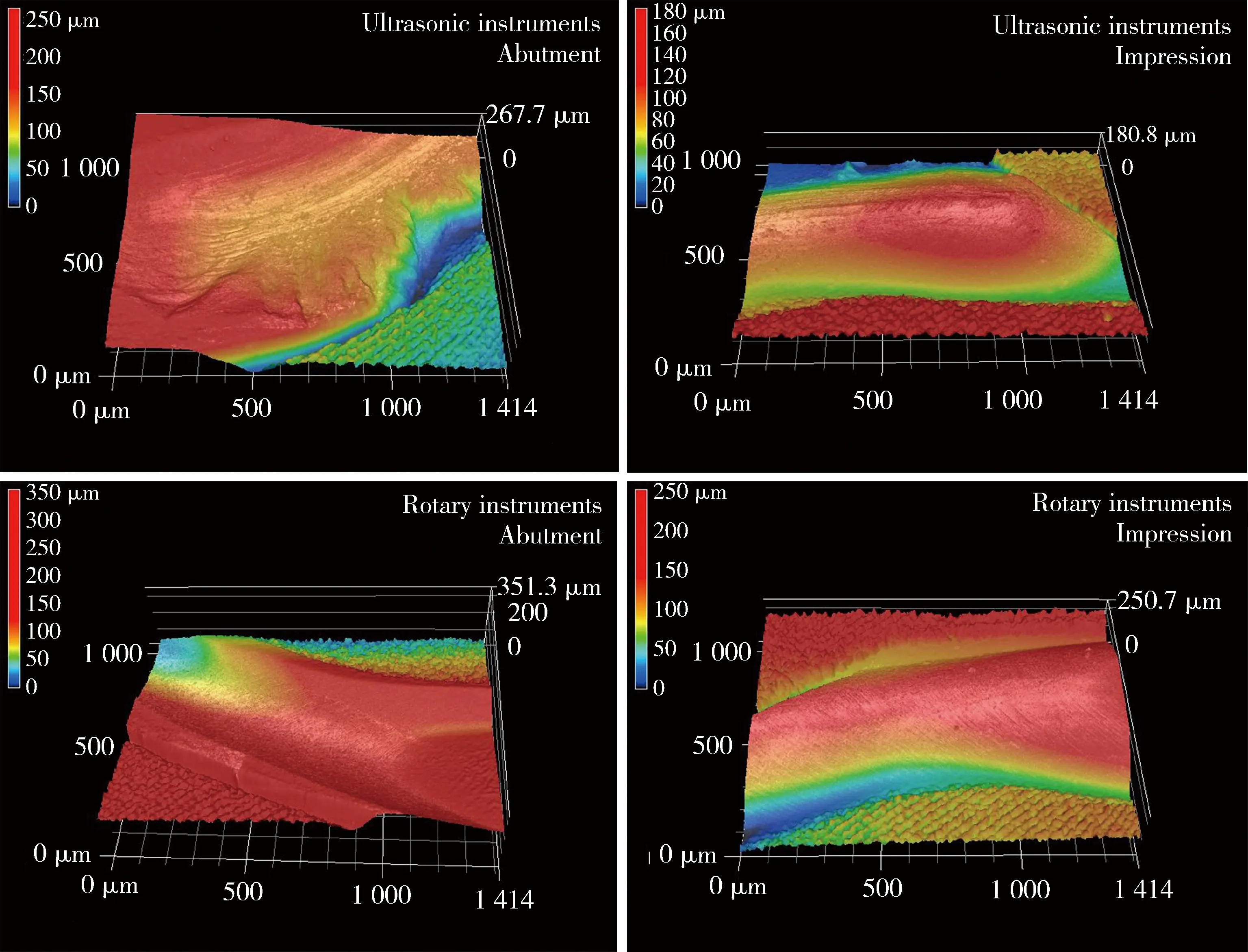
图5 超声器械和金刚砂车针预备后的预备体和印模肩台表面显微形貌三维重建图
3 讨论
3.1 3-D TMLM
3-D TMLM是一种集显微镜、扫描电镜、粗糙度于一身的非接触式表面形貌仪,以微米、纳米尺度对样品三维表面形貌进行测量,测量精度可达到0.001 μm,可以完成扫描电镜无法实现的真彩观察[13]。
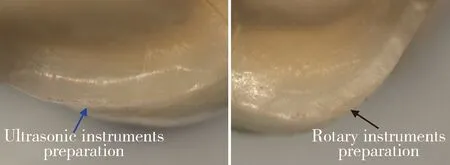
图6 超声器械和金刚砂器械预备肩台的牙科显微镜下成像(×25)
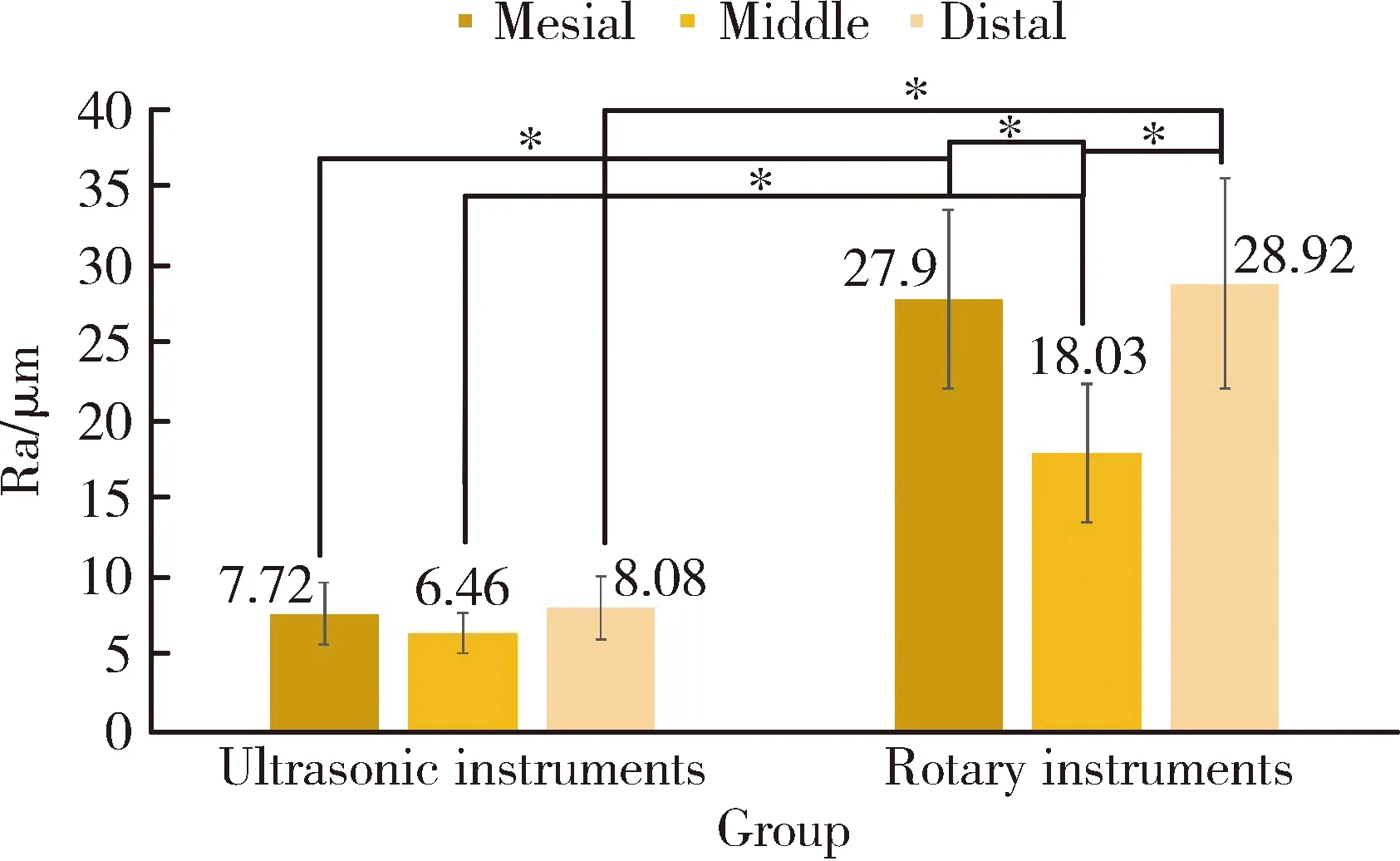
* P<0.001.
3.2 以聚醚橡胶印模表面粗糙度反映预备体肩台表面粗糙度的可行性
以往关于超声肩台预备的研究绝大多数基于游离离体牙,体外进行牙体预备后通过直接扫描预备体,获得肩台表面粗糙度来比较不同器械的预备效果,但临床上在患者体内进行肩台预备的难度要大大增加,一方面存在牙龈软组织的干扰,另一方面无法获得像体外预备一样清晰良好的视野和角度,这些因素都会对形成良好清晰的肩台产生不利影响。本实验设计了临床模拟实验以反映临床实际情况,但是临床上预备体肩台的表面粗糙度无法通过直接扫描预备体肩台进行,因此我们设计采用聚醚橡胶印模材制取预备体的肩台表面印模,随后通过扫描印模的表面粗糙度来反映预备体肩台的表面粗糙度,因此我们首先需要证实通过扫描肩台表面印模来反映预备体肩台粗糙度的可行性。传统金刚砂车针表面有不同的颗粒度大小,分别是绿标(如TR-13C)颗粒125~150 μm、蓝标(如TR-13)颗粒106~125 μm、红标(如TR-13F)颗粒53~63 μm和黄标(如TR-13EF)颗粒20~30 μm。采用不同颗粒度的金刚砂车针分区预备离体牙后制取聚醚橡胶印模,分别扫描预备体肩台表面和印模肩台表面,比较肩台表面粗糙度的关系后发现两者的表面粗糙度相吻合,并且两者间的差异没有统计学意义,这证明了以聚醚橡胶印模的表面粗糙度来反映预备体肩台表面的粗糙度是可行的。超声器械肩台预备的临床实际效果如何,我们还会进一步通过临床实验来研究。

图8 超声预备后和金刚砂车针预备后印模肩台表面不同区域的显微形貌三维重建图
3.3 超声肩台预备后肩台的表面粗糙度及肩台形态明显优于传统金刚砂车针预备
既往基于离体牙的研究发现,超声器械用于肩台预备可以获得更好的轴壁外形、边缘形态和更加光滑的肩台表面,表面粗糙度约为传统旋转器械(非金刚砂)的一半[11]。本研究获得的数据显示,超声预备后肩台的表面粗糙度约为金刚砂车针预备后的1/3。Horne等[11]的研究中超声器械预备离体牙后肩台粗糙度(Ra)仅为0.58 μm,低于本实验所获得的数据,这是由于该实验完全是基于离体牙的预备。临床模拟实验中的结果可见在肩台的各个区域,超声器械的修整效果均优于金刚砂器械,并且使用金刚砂车针进行肩台修整时,肩台中央区域的修整效果明显好于肩台近、远中区域,这是因为肩台中央处较平缓而易于修整,而肩台的近、远中由于坡度较大且受邻牙阻挡因此修整难度增加;使用超声器械修整肩台时,可以明显改善肩台近、远中区域的光滑度,获得与肩台中央区域类似的修整效果,这提示我们使用超声器械修整肩台具有相当的必要性。我们在预实验中按照该文献中的预备时间进行预备时发现超声的震动十分明显,可能会造成一部分患者的轻度不适,因此在预实验中设计了多种超声器械预备时长并分析了粗糙度,最终将超声器械套装的临床操作规范由图2调整为图3所示,肩台的总体预备时间由原来的270 s缩短为160 s,但实验结果显示,即使缩短了超声器械的肩台修整时间,其肩台修整抛光的效果仍然优于金刚砂车针。同时我们也确定了适宜的超声器械修整范围为0.5 mm,保证在尽量缩短预备时间的前提下达到好的预备效果。
3.4 超声器械使用体会
超声牙体预备的原理是通过超声发生仪带动工作尖小幅震荡,磨削牙体组织,替代传统金刚砂车针高速旋转磨削牙体组织,其震荡速度及幅度可以通过超声发生仪控制,这样能够制备光滑一致的边缘线,避免因旋转产生的力矩使车针走向发生偏斜,出现凹坑或波浪形边缘线[14],但超声为振动研磨,因此在牙体表面形成痕迹更为随机,远不如高速旋转的金刚砂车针那样高效、规律[15]。
使用超声器械进行牙体预备除了可以如前所述获得更为光滑的肩台表面和理想的肩台形态之外,我们经过使用和比较发现,超声器械用于肩台预备的优越性较明显,基于超声器械的软组织保护特性,其在预备龈下肩台时可以不用排龈而直接预备,这样一方面可以避免对牙龈的损伤,另一方面还可以节约临床时间,避免患者的不适感觉。此外,超声器械同样适用于较窄肩台的预备,可在不损伤牙龈的同时避免肩台飞边的形成。超声器械预备相对于传统金刚砂车针预备也存在一些缺陷,首先,其在预备中噪音较大,若预备时间长会造成患者及医生的不适;其次,其切割效率低,基本只能用于形成肩台的精细外形,不适用于较多的牙体组织切割。
3.5 超声肩台预备的临床操作建议
预实验中采用法国赛特力(Satelec)公司和文献[11]中推荐的步骤进行预备,但是在实际模拟过程中出现了需要修正的操作。首先由于超声器械切削效率低,如需大量预备牙体则花费时间较长,我们推荐先用金刚砂器械初备至齐龈,再辅以超声器械修整,以提高临床效率;其次,超声器械使用过程中操作者能够感觉到明显的超声震动,可能引发患者及使用者的不适,因此在实际应用中我们调整了不同超声器械的使用时间,制定了适用于临床的操作建议:(1)常规高速金刚砂车针牙体预备阶段:使用高速金刚砂车针初步形成宽1 mm、齐龈肩台,与最终肩台位置间保留0.5 mm左右的超声器械修整范围。(2)超声肩台预备阶段:使用PMS套装如图3进行顺序的肩台精细预备及抛光。
