钢管焊接球阀的设计
2021-02-01吕东
吕东
(国成阀门集团有限公司,浙江 温州 325105)
1 结构特点
1.1 结构形式
钢管焊接球阀结构分为圆体浮动焊接球阀、圆体固定焊接球阀、方体浮动焊球阀、方体固定焊接球阀、球形固定焊接球阀。典型焊接球阀简图见(图1)。
圆体浮动焊接球阀常用于DN15 ~DN350。
圆体固定焊接球阀常用于DN200 ~DN600。
方体浮动焊接球阀常用于DN50 ~DN350。
方体固定焊接球阀常用于DN300 ~DN1600。
球形固定焊接球阀常用于DN600 ~DN1600。

图1 典型焊接球阀
1.2 阀体
中小口径阀体采用无缝钢管,大口径阀体采用板材卷制而成。阀体体型可分为圆体和方体,球形三种焊接球阀。圆体的阀体两端圆弧形采用工装冷压成形;两边圆弧平滑过渡,减少应力集中,省略了中法兰,可以减轻阀门重量,节省制造成本。方体的阀体和边体之间采用U 型焊接坡口,强度高,相比圆体能承受更大的管道拉应力,切应力、合成应力,适用于大口径焊接球阀。球形的阀体边体采用球形锻压成形,重量轻,可以减少材料成本,减轻管道重量负荷,阀体与边体中部焊缝离阀座位置较远,焊接时,热影响和变形量对阀座周边影响较小。
边体与袖管焊接采用对接焊方式,焊缝全焊透,减少应力集中,抗拉强度比角焊缝好。
阀体应采用模压加工成型的钢管或板材卷制,或整体锻造制作。阀体材料应符合GB/T713 或GB/T12228 的规定。
当阀体采用无缝钢管时,应符合GB/T8163、GB/T14976的规定。
阀体焊接系数的选取应符合GB/T150.1 的规定,焊接结构设计应符合GB/T150.3 的规定,焊接工艺应符合GB/T150.4 的规定,加工应符合GB50235-2010 中5.4 的规定。
阀体最小壁厚应符合GB/T12224 的规定。
1.3 阀座密封
浮动球阀阀座(图2)是采用弹性阀座密封结构,阀座后面设有碟簧可以自动补偿温度压力变化、自然磨损等条件下对球体密封性能的影响;由于带有碟簧组件,球体在介质压力的作用下推动阀座密封圈往下游活动,阀座背面采用径向O 型圈密封。
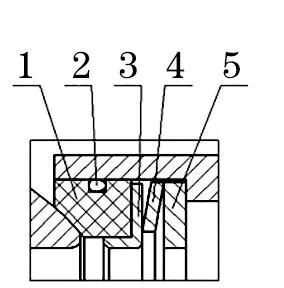
图2 浮动球阀阀座

图3 固定球阀阀座
固定球阀阀座是采用活塞式密封结构(图3),可选用单、双活塞阀座结构。目前,大多数钢管焊接固定球阀阀座采用高分子材料如PTFE+C、PPL 等,此类材料阀座在使用过程中普遍存在密封性差、变形回弹性差,阀门扭矩大等问题;采用三角形密封圈结构可以更好地避免这些问题。
采用三角形密封圈结构的弹簧预紧比压和密封比压比PTFE+C、PPL 要小1/3 左右,同时,开关扭矩也能降低1/4 左右。
三角形密封圈采用的VITON AED 氟橡胶材料,具有很好的弹性补偿性,可以降低球体表面的圆度要求,因此,在具有可靠和平稳的密封性能的同时,还可以降低球体的加工成本;当球体表面在使用过程中有轻微自然损伤时,仍然可以确保其密封性能。因为其优异的密封性能,三角形密封圈阀座设计结构可以作为长寿命,免维护钢管焊接球阀的首选阀座结构。
1.4 球体
城市供热系统和城市煤气管道系统压力一般小于2.5MPa,对于低压力球体可以采用304 空心球体,以DN1200,PN25 焊接球阀为例,球体内径1166,外径1740,壁厚35,经过有限元分析,承压状态下,球体位移量(图4)和应力强度(图5)分析能够满足设计使用要求。

图4 球体位移量分析
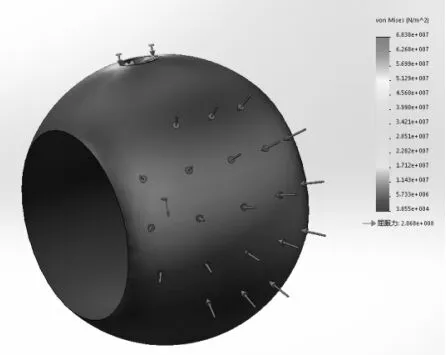
图5 球体应力强度分析
1.5 阀杆防飞出结构
当介质通过阀门时,阀体中腔的压力可能将阀杆推出(或者在维修阀门时,如果中腔有压力,拆卸阀门时阀杆、介质容易飞出,误伤人员)。为防止这种情况发生,在阀杆下端部设计凸台防飞出结构。这样,即使火灾时,填料、止推垫被烧损或其他原因引起填料损坏,阀体的介质压力将使阀杆凸台与阀体上密封面紧密接触,防止介质大量从损坏的填料部位处泄漏。
1.6 防静电装置
当操作阀门时,由于球体和聚四氟乙烯等非金属材料阀座之间的摩擦,会产生静电电荷并聚积在球体上。为防止产生静电火花,需在阀门上设置防静电装置,将积聚在球体上的电荷通过球体与阀杆、阀杆与阀体之间的静电导出。
1.7 驱动装置
小于等于DN150 的焊接球阀,采用手柄操作。大于等于DN200 采用涡轮操作。
手柄操作的焊接球阀,球阀在开启状态下,扳手的方向应与球体通道平行。
手柄或涡轮操作装置,应有限位装置。
2 技术性能
设计制造按:GB/T12237《石油、石化及相关工业用的钢制球阀》,JB/T12006-2014《钢管焊接球阀》,GB/T37827-2019《城镇供热用焊接球阀》。
压力试验按:GB/T13927《工业阀门压力试验》。
焊接材料按按:NB/T47018.1 ~NB/T 47018.7《承压设备用焊接材料订货技术条件》。
焊接工艺评定按:NB/T47014《承压设备焊接工艺评定》。
焊接规程按:NB/T47015《压力容器焊接规程》。
焊接试件检验按:NB/T47016《承压设备产品焊接试样的力学性能检验》。
无损检测按:NB/T47013.1 ~NB/T 47013.13《承压设备无损检测》。
公称直径:DN15-DN1600。
公称压力:PN25。
强度试验压力:3.75MPa。
水密封试验压力:2.75MPa。
气密封试验压力:0.6±0.1MPa。
适用介质:水、煤气。
适用温度:-29 ~150℃。
3 材料选用
阀体:中小口径阀体采用20#无缝钢管,大口径阀体采用Q235、Q345R 钢板卷制、A105 等材料。
球体:304 空心球、A105+ENP 实心球。
阀杆:20Cr13、AISI 4140+ENP。
阀座:PTFE+C、VITON AED。
弹簧:INCONEL X-750。
4 焊接及去应力处理
阀体上焊缝的焊接工艺评定应符合NB/T47104 的标准。阀体上焊接接头厚度小于或等于32mm 的焊缝、焊前预热到100 度以上且焊接接头厚度小于或等于38mm 的焊缝可不进行焊后热处理,其余焊缝应按GB/T150.4 的要求进行焊接消除应力热处理。当焊接接头厚度大于32mm 的焊缝,焊后不进行热处理或无法以热处理方式消除焊接应力,则制造商应提供焊缝焊后免热处理的评估报告,以证明其使用安全。
5 工作原理
焊接球阀主要由阀体、阀座、球体、阀杆、手柄、涡轮、电动装置(或其他驱动装置)组成。球阀的主要功能是切断或接通管道中的流体通道,即球阀通常为闭路阀。因此,球阀的作用原理很简单:借助手柄、涡轮或其它驱动装置在阀杆上端施加一定的转矩并传递给球体,使它旋转90 度,球体的通孔则与阀体通道中心线重合或垂直,球阀便完成了全开或全关的动作。
6 结语
钢管焊接球阀,结构简单、节能减排、免维护、使用寿命长,可以广泛用于城市供热系统和城市煤气管道工程。