中药浸膏片脂溶性成分与包衣温度相关性研究*
2021-01-28顾和亚周洪亮刘志辉
顾和亚,周洪亮,刘志辉
(南京中医药大学附属医院,江苏 南京 210029)
保肾片、健肾片为南京中医药大学附属医院内部制剂,临床分别用于治疗慢性肾衰和慢性肾炎。保肾片的主要成分为首乌(制)、枸杞子、菟丝子、泽泻、车前子(盐)、怀牛膝等中药,健肾片的主要成分为僵蚕、泽泻、黄芪、青风藤、茯苓、石韦等中药。为掩盖不良气味,增加产品稳定性及美观度[1-4],将其制备成薄膜包衣片。保肾片、健肾片因处方不同所得素片片芯性质存在较大差异,尤其是脂溶性成分含量差异较大。脂溶性成分会影响片芯的吸湿性,吸湿性是片芯包衣工艺必须考虑的因素[5]。片芯脂溶性成分含量不同,对片剂包衣工艺要求也就不同。大量生产时,相同包衣控制参数条件下,包衣效果也可能不同。保肾片片芯表面干燥,无油腻感,易吸湿,亲水性较强。健肾片片芯表面油腻润亮,吸湿性差,疏水性较强。因脂溶性成分多,疏水性强,亲水性差,只有改变包衣工艺控制参数,2种片芯才能达到满意的包衣效果。本研究中探讨了中药浸膏片脂溶性成分与包衣温度的相关性。现报道如下。
1 仪器与试药
1.1 仪器
ZPW-21B型旋转式压片机(上海天和制药机械有限公司);YK-160型摇摆式颗粒机、CT-C型热风循环干燥箱(常州市益民干燥设备有限公司);CTY-2A型片剂脆碎硬度测定仪(上海黄海药检仪器有限公司);BG-40D型高效包衣机(瑞安市东方制药机械有限公司);胃溶型薄膜包衣预混剂(欧巴代)85G型(上海卡乐康包衣技术有限公司)。
1.2 试药
保肾片(自制,批号分别为1905014,1906015,1906016),健肾片(自制,批号分别为1904004,1904005,1906006),浸膏(自制);淀粉(药用,安徽山河药用辅料有限公司);乙醚(分析醇,成都市科龙化工试剂厂)。
2 方法与结果
2.1 片芯油脂成分经验判断
用白色滤纸分别包裹保肾片及健肾片2种片芯,轻轻捏揉数分钟后观察滤纸,可见黄色油斑。健肾片油斑痕迹颜色明显深于保肾片。
2.2 片芯脂溶性成分含量考察[6]202
分别称取保肾片与健肾片2种片芯5 g,碾碎,取粉末(过四号筛),置五氧化二磷干燥器中12 h,脱湿平衡至质量不再变化,精密称定,置索氏提取器中,加乙醚50mL,冷浸过夜,再加乙醚100mL,加热回流8 h,取乙醚液,置干燥至恒重的蒸发皿中,放置,挥去乙醚,残渣置五氧化二磷干燥器中干燥12 h,脱湿平衡至其质量不再变化,精密称定,其质量即为疏水性成分的质量,分别平行测定3批次。结果见表1。可见,2种片芯中脂溶性成分的含量,健肾片是保肾片的3.24倍(1.88÷0.58=3.24)。
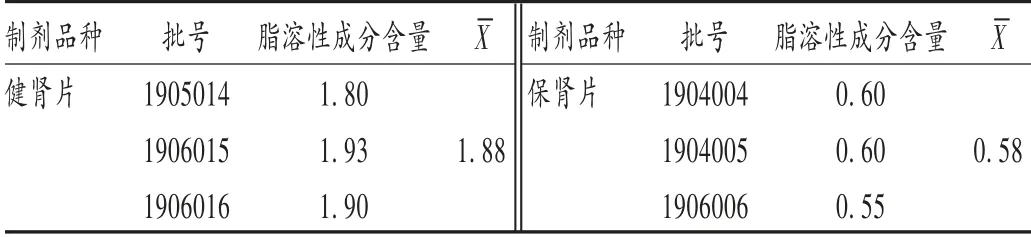
表1 片芯脂溶性成分的试验结果(%)Tab.1 Test resu lts of fat-solub le com ponents of tab let core(%)
2.3 片芯吸湿性考察[7]
根据《药品生产质量管理规范》要求,车间温度控制在18~26℃,相对湿度控制在45%~65%。于试验前1 d调节稳定性试验箱,设定温度为25℃、相对湿度为55%。对样品进行前处理,取供试品健肾片片芯、保肾片片芯平铺于恒重的称量瓶(m1)中,厚度2~5mm,精密称定质量(m)。放入恒温干燥器(内置五氧化二磷)中脱湿平衡3 d至质量不再变化,精密称定质量(m2)。将称量瓶敞口,并与瓶盖置上述恒温恒湿条件下96 h,定时精密称定质量(m3)。根据2015年版《中国药典(四部)》中药物引湿性实验指导原则[6]378-379,吸湿增重百分率(%)=[(吸湿后质量-吸湿前质量)/吸湿前质量]×100%,得增量百分率=(m3-m2)/(m2-m1)×100%。结果见表2及图1,表明温度为25℃、相对湿度为55%条件下,健肾片片芯疏水性较强。

表2 温度为25℃及相对湿度为55%条件下样品各时间吸湿增重百分率测定结果(%,n=3)Tab.2 W eight gain percentage of the samp les caused by moisture absorp tion at each tim e under the condition of 25℃and 55% relative hum idity(%,n=3)
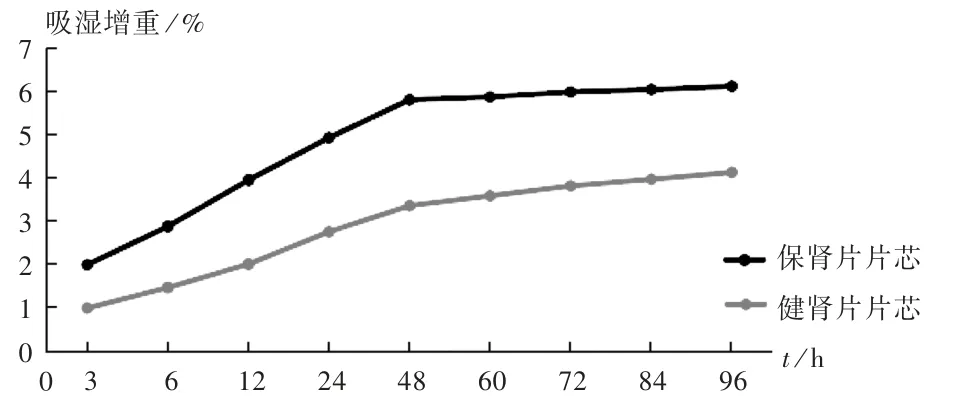
图1 样品吸湿速率曲线Fig.1 Curve of moisture absorption rate
2.4 包衣液浓度选择
BG-40D型高效包衣机由内置程序控制,依据设定的工艺参数及流程,通过蠕动泵、喷枪自动将包衣介质呈雾状均匀地喷洒到片芯表面。片芯在全封闭筛孔滚筒内作连续复杂的轨迹运动,在运动过程中,同时由热风柜提供D级洁净、可控制恒定温度的热风空气穿透片床,使片芯快速干燥,在片芯表面快速形成坚固、细密、光整、圆滑的表面薄膜衣。
本试验中选择胃溶型薄膜包衣预混剂(欧巴代)85G型。包衣液配比体积分数为16%,即5 250mL蒸馏水中,缓慢加入1 kg欧巴代干粉,搅拌成混悬液。
包衣液的配制体积分数太大易堵塞喷枪,太小则水分多,干燥慢,包衣时间长。本试验中分别以14%,16%,18%浓度(m/V)的欧巴代水溶液对素片进行薄膜包衣,考察包衣成型率及包衣操作情况。包衣成型率=合格包衣片数/片芯总片数。结果见表3。
2.5 包衣工艺温度参数考察
包衣温度对中药浸膏片的成型效果影响非常大[8],故采用比较法考察不同含量脂溶性的2种片芯,探讨薄膜包衣工艺的温度参数。薄膜包衣试验时,固定2种片芯数量、薄膜包衣液体积分数、喷射压力与流量等参数,即在相同条件下,单因素考察温度对不同脂溶性含量的2种片芯薄膜包衣工艺的影响。薄膜包衣后,片表面出现原药色、或因粘附颗粒形成凸面、裂片或边缘磨损、粘连、色泽不均等现象,均判为不合格。结果包衣成型率超过99%,可见拟订的工艺参数适用于大生产。
考虑到实际操作,为了便于比较包衣成型率,采用BG-40D型高效包衣机进行薄膜包衣时,设定载药量为6 571 428粒/锅,即保肾片片芯与健肾片片芯分别为25 kg/锅,23 kg/锅(保肾片芯规格为每片0.38 g,健肾片片芯规格为每片0.35 g)。将部分工艺参数确定为:片芯硬度2~5 kg/mm2,片芯含水量4.5%~5.0%,包衣液体积分数16%,喷射压力0.6MPa,喷枪流量1.46mL/s,喷射时间2.5 h。在此条件下,考察包衣工艺的温度参数,根据以往经验,片床温度设为50℃。控制片床温度在(50±2)℃,结果保肾片成型率可超过99%,而健肾片成型率仅有84.5%。提高片床温度在(60±2)℃,健肾片包衣成型率超过99%。详见表4。
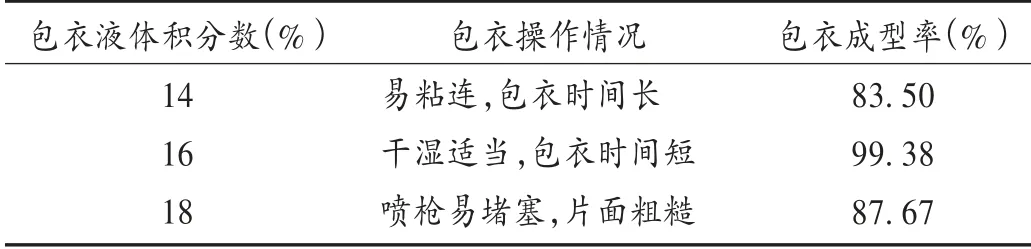
表3 不同包衣液体积分数对薄膜包衣的影响(n=3)Tab.3 Effect of different volume fraction of coating solution on film coating(n=3)

表4 温度对包衣结果的影响考察(n=3)Tab.4 Effect of tem perature on coating(n=3)
3 讨论
保肾片与健肾片的浸膏提取工艺相似,均采用了渗漉、煎煮、醇沉等方法。保肾片在得到浸膏后再与何首乌(制)细粉混匀、干燥后压片,得中药半浸膏片;健肾片全部饮片按工艺经提取成浸膏、干燥后压片,得中药全浸膏片[9]。虽提取工艺相似,但浸膏成分中脂溶性含量不同,故所得片芯吸湿性也不同。
中药浸膏片的疏水性与处方组成、药物成分、生产工艺等密切相关。健肾片处方中含动物类中药,保肾片处方中含种子类中药;在提取工艺中,油脂性和亲水性成分一并包含在浸膏中;在制粒、压片过程中,健肾片颗粒油性明显比保肾片颗粒强;健肾片醚提取物含量是保肾片的3倍多;温度为25℃及相对湿度为55%条件下,吸湿增重保肾片片芯的吸湿性大于健肾片片芯。因此,生产工艺包衣参数不一致。本研究中在固定其他参数条件下,考察了温度对2种片芯在包衣过程中的影响。结果表明,提高疏水性中药的片床温度有利于包衣成膜,提高工作效率,即健肾片在包衣时的片床温度,应比保肾片高10℃。
欧巴代85G型胃溶型薄膜包衣预混剂以聚乙烯醇(PVA)为主要成膜材料,具有水分散性好等特点,其固含量超过18%(m/V)时黏度曲线变化较大,说明书中的推荐包衣固含量为8%~18%,最高固含量可提高至20%~25%[10]。根据说明书,将包衣液的考察体积分数确定为14%,16%,18%,结果体积分数为16%时得到坚固、细密、光整、圆滑的表面薄膜衣。
中药制剂大生产与科研工艺有较大差异。在处方药味、质量、配比等关键要素固定的情况下,受药材质量的影响,片芯成分不同,油脂含量不同,健肾片药材中的僵蚕[11]、全蝎含有动物脂肪,经大生产中提取得到的浸膏干粉中油脂含量常有误差。因此,只有采用较高的成型工艺解决生产中的实际问题,才能保证产品的成型率。
包衣材料以水为溶剂,雾滴在片芯表面的撞击、湿润、铺展及聚结,通过加热干燥、胶凝及粘附成膜,当片芯油脂性成分含量较高时,其本身的吸湿性降低,如不适当增加温度,同样的条件下就不易干燥,包衣材料所含水分相对不易蒸发,片芯极易产生粘连,影响包衣效果及工艺过程。因此,需要研究及观察温度对包衣材料雾滴干燥速度的影响,调整至能及时干燥的适宜温度,即可较好地解决油膜含量因素影响包衣成品率及性状的问题。但是否能进一步推广到更高油脂含量的中药浸膏片,尚待进一步研究。
