节段式管廊预制构件生产工艺研究
2021-01-27李潇陈怡宏张意李根
李潇,陈怡宏,张意,李根
(1重庆建工住宅建设有限公司,重庆 400015;2重庆永悦汇管廊科技有限公司,重庆 401329)
1 国内外管廊现状
综合管廊起源于19世纪的欧洲,随后得到了飞速发展。法国于1833年起开始规划地下排水系统,并修建了大量综合管廊,英国于1861年修建了本国首条地下综合管廊,德国于1890年也启动了管廊工程。日本的综合管廊起步较晚,1926年修建了第一条综合管廊,但发展迅速,整体理论技术和施工应用已经进入了国际先进行列[1]。
我国于1958年在天安门广场下方修建了首条长约1076m的综合管廊,正式拉开了国内综合管廊建设的序幕。1994年底,上海张杨路建设了一条长约111m的较大规模的综合管廊,整体为矩形两舱室结构,分别安置燃气与电力管线,管廊内部配有照明、通风排水、火灾预警、集成化信息采集等系统,设施完整,标志着国内综合管廊正式进入现代化。
预制装配式管廊在我国起步较晚,特别是多舱大断面管廊预制技术还不成熟[2]。现阶段国内装配式施工方法主要应用于建造单舱或双舱综合管廊,由于构件生产、运输、安装等阻碍因素,其在三舱及以上的多舱管廊中应用较少[3]。同时国内对大截面装配式综合管廊的深入研究较少,在一定程度上阻碍了大型预制装配式管廊的推广[4]。本文依托工程实例,详细介绍了三舱节段式管廊的预制生产技术,对于类似工程具有参考和推广意义。
2 工程概况
巴南区综合管廊试点项目为重庆主城区内首个采用现浇结合节段式预制的综合管廊施工的项目,预制管廊段总长约4.51km,最大开挖深度达30m,为三舱室结构,采用C40防水混凝土,抗渗等级P6。管节最大截面尺寸9.3m×3.8m,外壁厚0.4m,内隔墙壁厚0.3m,节段预制管廊厚度为0.8m,预制构件具有整体尺寸较大、数量较多、构造较复杂的特点,对工厂的生产效率和成型工艺有较高的要求。
3 工艺流程
节段式管廊预制施工工艺流程图如图1所示。
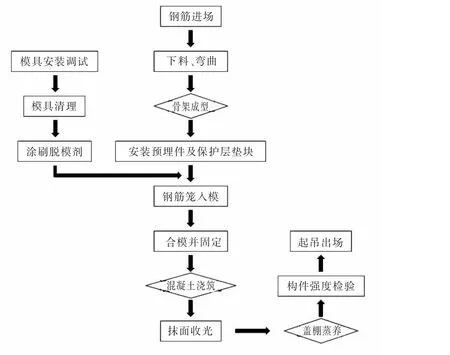
图1 节段式管廊预制施工工艺流程图
4 生产工艺
4.1 深化设计
预制管廊施工前,根据设计要求、相关规范和标准等,对原有设计图纸进行二次深化。深化设计主要包含以下几个方面:预制节段的排列分布和构件尺寸细化;确定骨架组成钢筋的等级、直径、根数、下料长度等参数;确定预埋件的种类、数量、规格、安装位置,预留洞口补充局部大样,详细标注洞口尺寸与洞口定位;确定接缝处防水构造大样、材料选取等。
深化设计图纸需经原设计单位认可后,方可用于实际构件生产施工。
4.2 模具安装
组装顺序:底模起吊→安装于底座→侧模起吊→底模侧模固定连接→精度校核→安装控制系统并调试→精度复核→验收。
项目采用了大型卧式钢模具(图2),由液压系统提供动力,通过中控台操控侧模的开闭、调整以进行不同断面尺寸的构件生产,构件拆模方便,具有操作简单、快捷的特点。模具采用高强钢材制作,可一次成型且构件表面平整度高,结构整体性好,保证了在大截面尺寸条件下预制节段的生产效率以及生产质量。

图2 卧式模具图
模具原材选取和制作应满足设计和规范要求。组装时严格按照精度要求进行模具组拼,完成后由专业质检人员进行模具外观尺寸、角度及构件接触面平整度、顶部标高的检查,严格控制在允许误差范围内,模具调校及保养方法严格按相关标准及规范[5]执行(表1)。

表1 卧式钢模内外模组装允许偏差
组装结束后,需对模具进行全面清洁、清洗并涂刷脱模剂,待干燥并再次涂刷后模具才能投入生产使用。脱模剂需均匀涂刷,不得出现漏刷、局部堆积、沾污钢筋等现象,不得影响预制管廊整体外观效果。
4.3 钢筋骨架绑扎、起吊
钢筋骨架绑扎顺序:内层主筋→内层分布筋→承口、插口端口加强筋→外层分布筋→内外层支撑筋→外层主筋。
钢筋进场时,检查质量证明书及检验合格报告,并抽取试件进行抽样检验,结果须符合有关标准规定。钢筋加工技术指标均应符合现行有关设计规范或图集要求,严格按照设计图纸与钢筋下料表进行加工、切断和弯曲。
垫块应合理、准确、牢固,呈梅花状布置绑扎在受力钢筋上,间隔不应大于600mm,转角位置适当加密。预制管廊结构的迎水面保护层厚度要求无垫层时不小于70mm,有垫层时不小于50mm,其余部位均不应小于35mm。
钢筋骨架起吊时,根据计算分析,吊点位置选取在距离端部0.2~0.25倍长边长度处,吊钩固定于上部两排横向受力钢筋,保证构件各处受力分布较为均衡合理。采用此吊距的四点起吊法可保证骨架均匀、平衡、稳定起吊[6]。
4.4 预埋件安设
预埋件安装工艺流程:预埋件制作→安装骨架上预埋件→初次固定→安装模具上预埋件→位置复查调整→二次固定。
钢筋笼入模并核查完毕后,组织工人进行预埋滑槽、预留钢绞线钢管、预留孔洞、吊钉等预埋件的安装(图3、图4)。通过螺栓、钢管等固定构件,将预埋件固定于模具上,确保安装牢固,位置准确;固定于钢筋骨架中的预埋件可与钢筋进行绑扎固定。安装完毕后,进行位置的复查并及时调整,合格后方可进入下一工序。

图3 预留孔洞埋件

图4 预埋滑槽
4.5 混凝土施工
项目采用C40防水混凝土,抗渗等级P6,其制作混凝土严格按施工配合比,准确称量用料,满足现行国家标准《预拌混凝土》的有关规定。综合管廊作为长期埋设于地下的结构,混凝土中碱含量应满足 《混凝土结构设计规范》《地下工程防水技术规范》相关要求。
浇筑混凝土时沿预制模具呈8字形循环分层、对称浇筑,均匀摊铺,分层厚度不应大于300mm。浇筑时混凝土自吊斗口下落的自由倾落高度应小于500mm,超过时应设置串筒或溜槽。浇筑时应经常观察模板、钢筋、预留孔洞和预埋件等有无移动、变形或堵塞情况,发现问题应立即处理,并应在已浇筑的混凝土初凝前修正完好(图5)。
基于卧式模具,采用振动棒配合附着式高频振动器进行混凝土振捣。振动棒振捣参数应符合相关施工规范的规定。采用机械振捣时,每台模具外挂八个附着式振捣器,初始振捣强度设置为160Hz,随浇筑时间逐渐调整振捣强度至220Hz,持续振捣10min后关闭附着式振捣器。以混凝土表面停止下沉、无突出石子、无气泡逸出以及混凝土表面开始泛浆作为结束振捣信号。
振捣操作完成,确认混凝土密实性后,由人工对顶板进行抹面找平,确保顶部混凝土表面平整密实,保证构件生产质量(图 6)。

图5 混凝土浇筑

图6 抹面找平
4.6 蒸汽养护
蒸汽养护装置由支架、顶棚、电动导轨等部分组成,根据需养护的预制管廊的尺寸、数量,配置相应的顶棚和支架,安装导轨并进行搭设。在混凝土浇筑结束后无需移动模具,直接通过顶棚的张拉实现对预制构件的全覆盖,随后即可开展养护工作(图7)。蒸汽养护总共分为四个阶段(图8):
(1)静停阶段:根据环境温度,静停阶段时长控制在30~120min内,增强混凝土对升温阶段结构破坏作用的抵抗能力,防止构件表面产生裂缝和疏松现象。
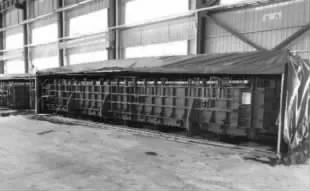
图7 盖棚式蒸汽养护装置
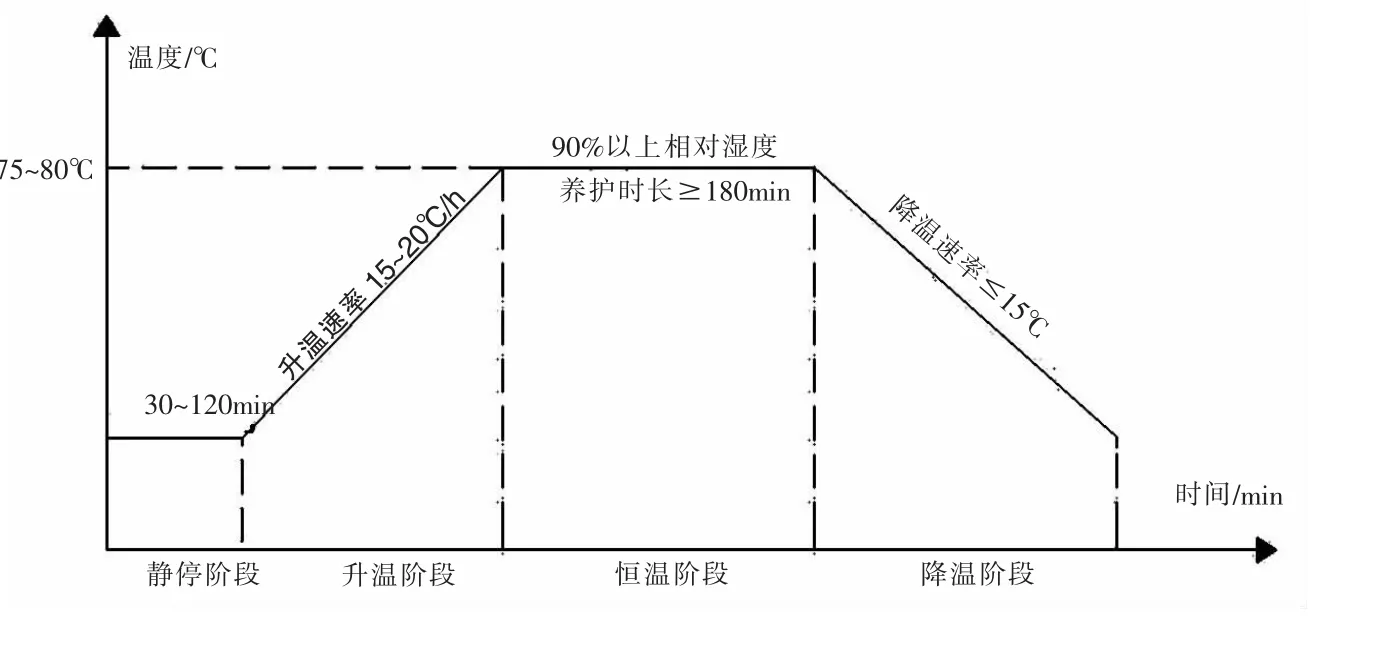
图8 养护温度曲线
(2)升温阶段:此阶段将通过控制台提高蒸养棚内的温度。升温速率控制在15~25℃/h。避免构件表面和内部温差过大导致结构开裂。
(3)恒温阶段:升温至75℃后进行恒温蒸养,保持 90%以上相对湿度,混凝土内部温度控制在75~80℃之间。养护时长不应小于3h,养护后构件强度达不到起吊要求时,应延长恒温养护时间。
(4)降温阶段:恒温养护后控制蒸养装置下降棚内温度,控制降温速度不宜大于15℃/h,防止构件内外温差过大导致开裂,脱模后构件表面与外界温差不得大于20℃。
4.7 拆模吊运
拆模工艺流程:拆除固定预埋连接件→拆除内模与侧模锚固杆螺栓→轻敲模板与结构表面分离→启动液压系统、收缩内模→启动液压系统、扩张外模→起吊构件→模具清理。
根据构件的分舱情况及起吊种类,管廊的吊点一般设置在侧壁或顶板位置,吊具选择和吊点设计位置一般根据结构形式、预制构件重量、预制方式及经济合理性等因素综合考虑。由于节段式预制构件特点为长宽大、厚度小,因此采用侧壁四点起吊法进行起吊,起吊时混凝土脱模强度不得低于设计强度的75%和30MPa中的较大者。堆放地面应平整坚实,底部侧壁板下对应吊环位置设置好四角垫木垫平,垫木距离构件边缘距离不小于1m,且应具有足够强度和承载力,确保预制构件放置稳固。最后进行构件转运出场,完成节段式管廊预制构件的生产施工(图9、图10)。

图9 构件脱模
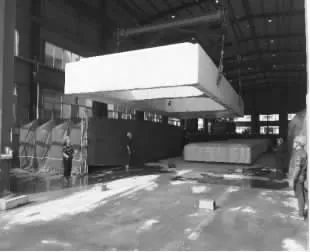
图10 构件吊运出场
5 结语
基于工厂制作,采用卧式钢模和棚式原地蒸养装置等设备,生产的预制构件质量可靠。施工工艺规范了综合管廊构件的预制施工,提高了施工管理水平,推动了行业发展,具有良好的经济、社会效益,为装配式管廊的推广和应用提供了有力的技术支撑。
本文所采用的施工工艺总结如下:
(1)节段构件预制施工前,对图纸进行了深化设计,包括构件尺寸、钢筋排布、预埋件安装、防水构造等内容。深化设计后可获取施工步骤中所需的各类参数,将过程清晰、具体化,同时可预估材料使用量,避免产生浪费。
(2)制作并采用了大型卧模,模具精度高、高强耐久、平整度好,由液压驱动系统提供动力,人工操作中控台进行模具开启、闭合。构件一次浇筑成型,保证成品表面质量和构件的整体性。模具可多次周转重复使用,节约施工成本、提高生产效率。
(3)使用预制管廊蒸汽养护装置,实现了张拉顶棚、养护控制的自动化,机械化程度高。浇筑后无需移动构件,节省人力、物力和时间,降低养护成本。设备连接简单,便于安装与拆卸。控温精准,提高了蒸汽养护质量。
(4)在厂房进行预制,可减少外界气温、气候变化对生产的不利影响,减少噪音、粉尘排放,提高物料进场效率,加速生产周期,满足施工现场的安装需求。
