桩管锁扣冷丝预置MAG焊接工艺
2021-01-27韩显柱杨战利刘明付傲
韩显柱, 杨战利, 刘明, 付傲
(1.中油宝世顺(秦皇岛)钢管有限公司 ,河北 秦皇岛 066206;2.哈尔滨焊接研究院有限公司 ,黑龙江 哈尔滨 150028)
0 前言
随着全球经济一体化不断深入和中国经济的快速发展,港口产业也正在发生深刻的变革和巨大的变化,港口建设用桩管需求量也呈现出新的发展趋势,桩管的需求量也逐渐增大[1]。桩管锁扣冷丝预置MAG焊接工艺研究是桩管锁扣焊接领域的一个新的发展方向,其原理是利用电弧余热将预置冷丝熔化,从而在大幅提升焊接生产效率的同时降低焊缝的热输入,从而改善焊接应力和焊后变形状况,实现质量和效率的双提升。文中结合工程实例详细介绍了桩管锁扣冷丝预置MAG焊接工艺的研究情况。
1 试验方法
1.1 试验设备与材料
利用制管工厂原有钢管自动补焊工作台改造完成的旋转工作台,增配自动爬行式气体保护焊设备,实现钢管侧向行走自动焊接。设备主要由旋转辊(一端内置,另一端外置)、P-500焊接电源及送丝系统、跟踪机构、气体保护装置和电气控制系统组成。桩管锁扣焊接设备如图1所示,锁扣焊接平台如图2所示。

图1 桩管锁扣设备

图2 桩管锁扣焊接平台
为了实现高效率生产确保交货周期,采用大电流CO2气体保护焊工艺方法。试验材料为钢级S355J0/直径D 2 032 mm×25 mm钢管和C9型号锁扣,两者进行组对焊接,桩管与锁扣组对形式如图3所示。组对完成后,利用自动爬行式CO2气体保护焊设备对钢管和锁扣之间的连接处角焊缝进行人工辅助的半自动施焊。
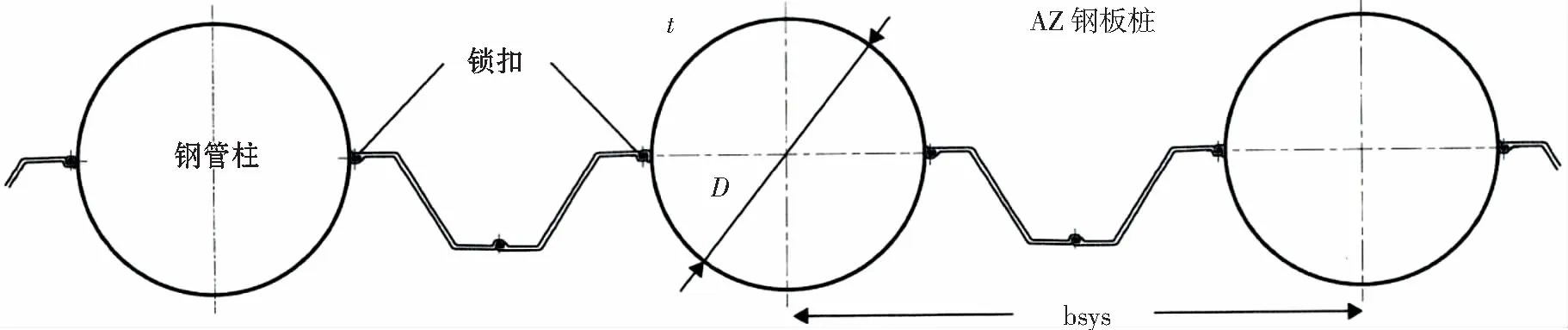
图3 钢管桩与锁扣组对图
钢管母材、锁扣、气保焊丝,预置冷丝的化学成分及力学性能分别见表1~表4。
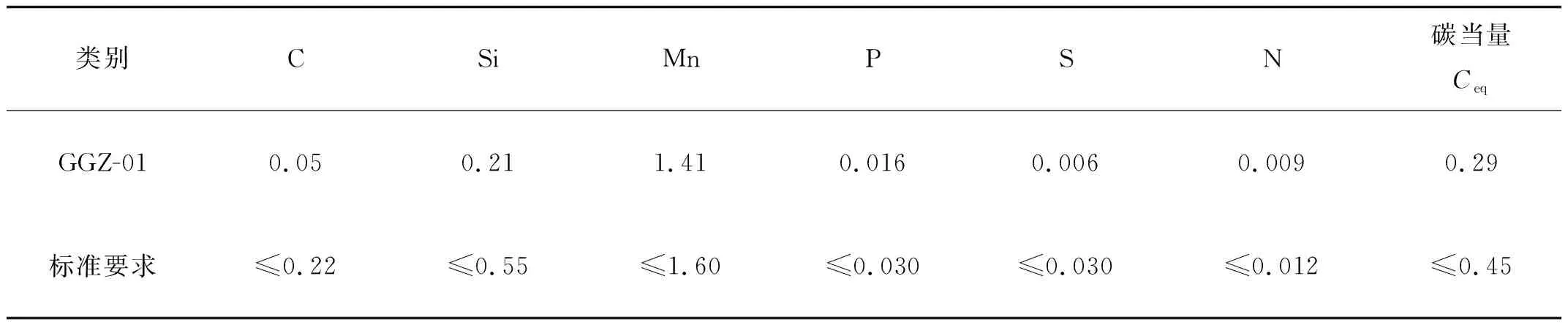
表1 钢管母材化学成分(质量分数,%)
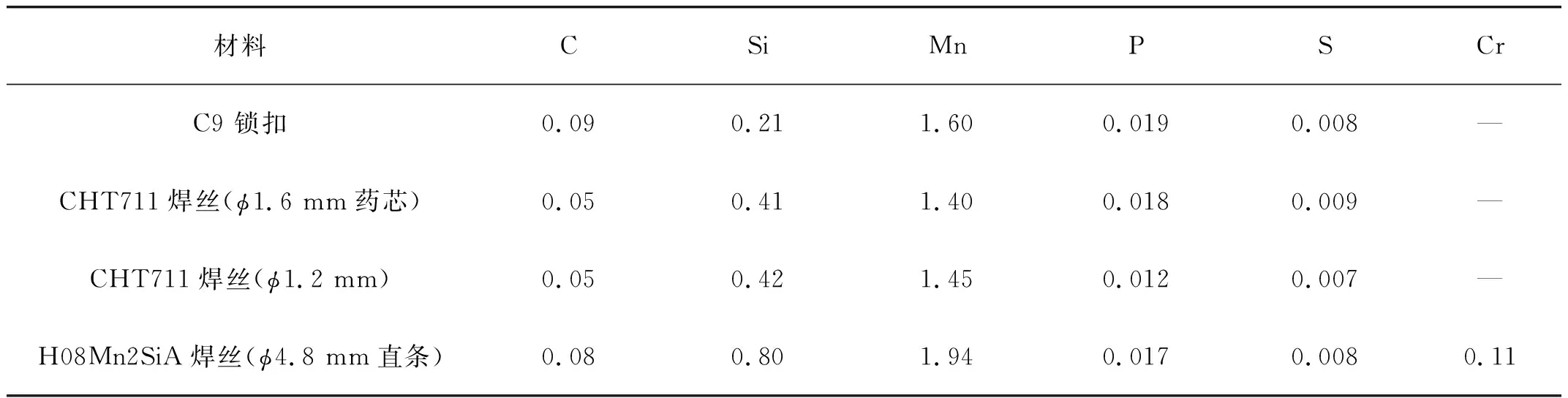
表2 C9锁扣和焊丝化学成分(质量分数,%)

表3 S355J0级钢管母材的拉伸试验结果
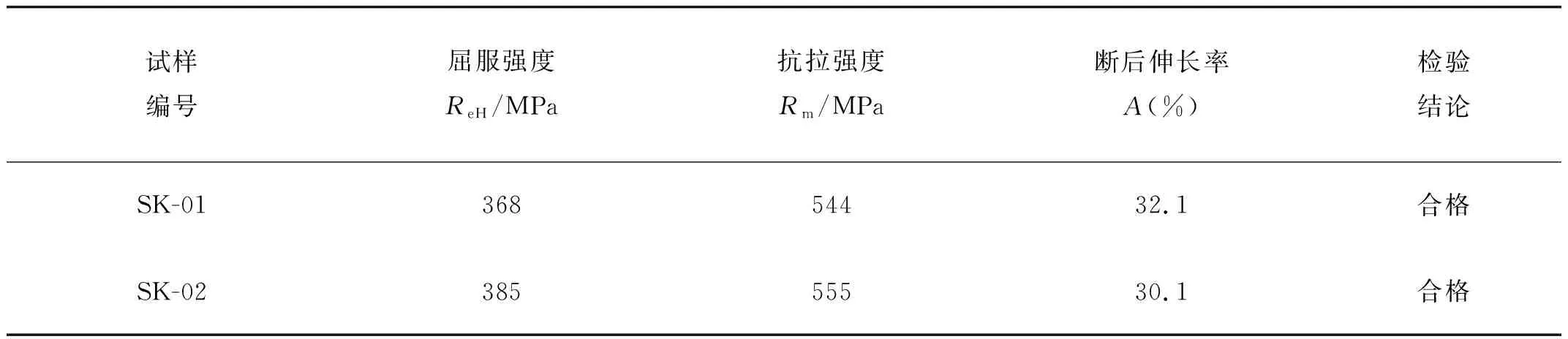
表4 C9锁扣拉伸试验结果
1.2 试验方法
1.2.1钢管与锁扣的组对
根据管桩的设计要求,两条锁扣在钢管的外表面呈180°对称分布,锁扣开口方向相反。采用1根长度为34 m的钢管,钢管表面焊接31 m长的C9型号锁扣,锁扣以钢管的一端进行定位对齐(距管端5 mm)。组对装配的精度决定了锁扣桩板配合精度,因此锁扣定位是一道关键的装配工序。装配前,钢管经过无损检测、外观检验质量合格,且管端端面平整,钢管几何尺寸符合标准要求,之后进行组对装配。具体装配工艺如下。
第一步:钢管放置在锁扣焊接工位,采用水平尺在钢管两端寻找“T”点位置(最高点)并标记清晰,钢管一端为“T1”,钢管另一端为“T2”。
第二步:测量钢管两端“T”点位置截面周长L,钢管一端标记为 “L1”,钢管另一端标记为“L2”。
第三步:分别以“T1”,“T2”为基准点利用米尺向钢管圆周1/4方向测量A,B两点位置并标记清晰,钢管一端标记为“A1”“B1”,钢管另一端标记为“A2”,“B2”,之后将钢管所需要焊接锁扣的位置进行划线,A1和A2连线、B1和B2连线即为锁扣的实际位置。
锁扣的固定与定位需要采用工装进行校正以确保锁扣的直度。锁扣定位之后,采用半自动CO2气体保护焊进行焊接:实芯焊丝φ1.2 mm,焊接电流(230±23) A,电弧电压(28±2) V,焊缝宽度控制在4~6 mm,锁扣两侧每1 000 mm进行定位焊接,焊接长度为80~100 mm。
1.2.2预置冷丝
将带有锁扣的钢管旋转到锁扣的弧面与钢管表面夹角一侧,并旋转到带焊角焊缝处于水平向上位置,然后在锁扣的弧面与钢管表面夹角处嵌加预置直径φ4.8 mm且每段长度2 m的直段焊丝,结合管径和锁扣弧面的间隙,所预置焊丝刚好处于锁扣与钢管表面的直角夹角内,如图4所示。焊接工艺参数见表5。

图4 冷丝预置

表5 焊接参数
2. 试验结果与分析
2.1 拉伸试验方案
组合拉伸试验是在锁扣被焊接至钢管上以后,进行的取样拉伸试验(拉伸试验方法如图5所示)。在焊有锁扣试样的钢管内表面焊接夹持块,锁扣互锁后进行拉伸试验,拉伸试样如图6所示。
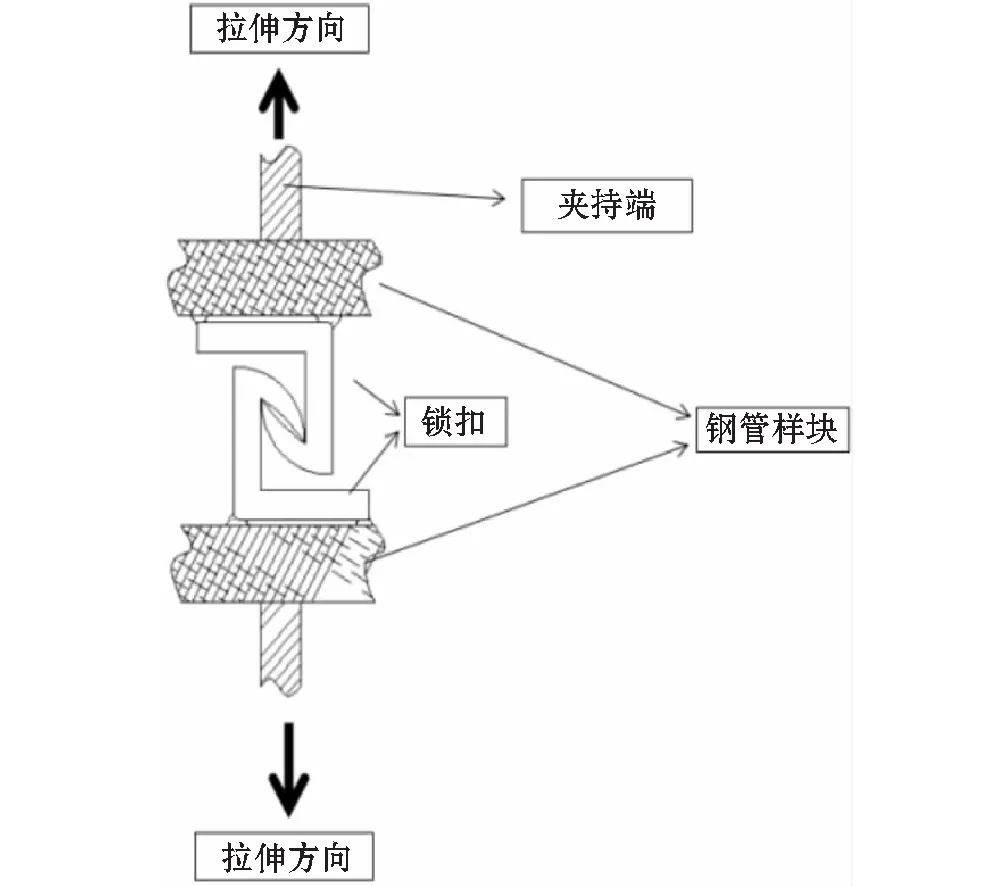
图5 锁扣拉伸试样

图6 锁扣焊缝拉伸试验方法
2.2 拉伸试验
选择4组试样进行拉伸试验,见表6。4组试样分别施加340 kN,355 kN,370 kN,372 kN的拉力进行试验,4组试样均未出现开裂情况,全部合格,说明冷丝预置焊接工艺满足产品生产质量要求。
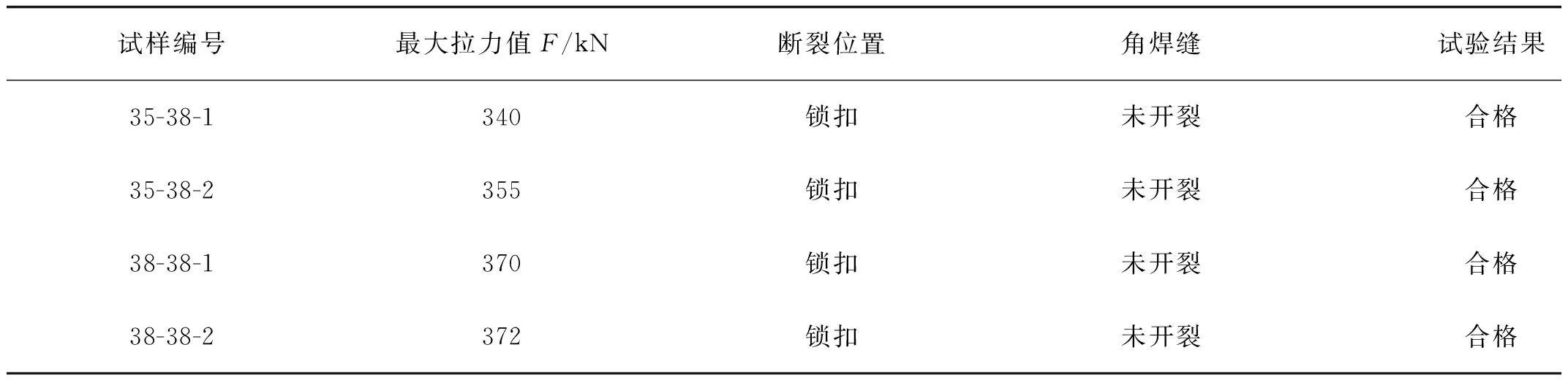
表6 拉伸试验结果
2.3 金相检验
冷丝预置的焊缝宏观形貌如图7所示,微观显微组织如图8~图9所示。可以看出预置的焊丝完全熔化并与母材组织相互融合,焊缝表面光滑,焊脚尺寸均匀一致。焊缝组织主要为先共析铁素体和少量的M-A析出物形成的粒状和板条状贝氏体组织;HAZ的金相微观组织主要是块状铁素体和粒状贝氏体。

图7 焊缝形貌
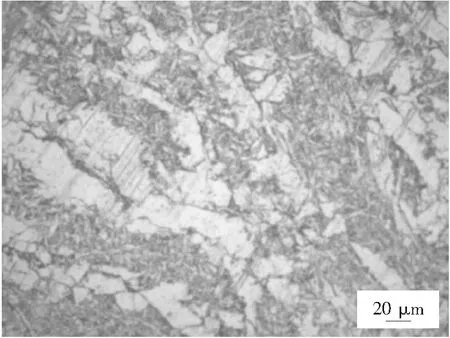
图8 焊缝组织
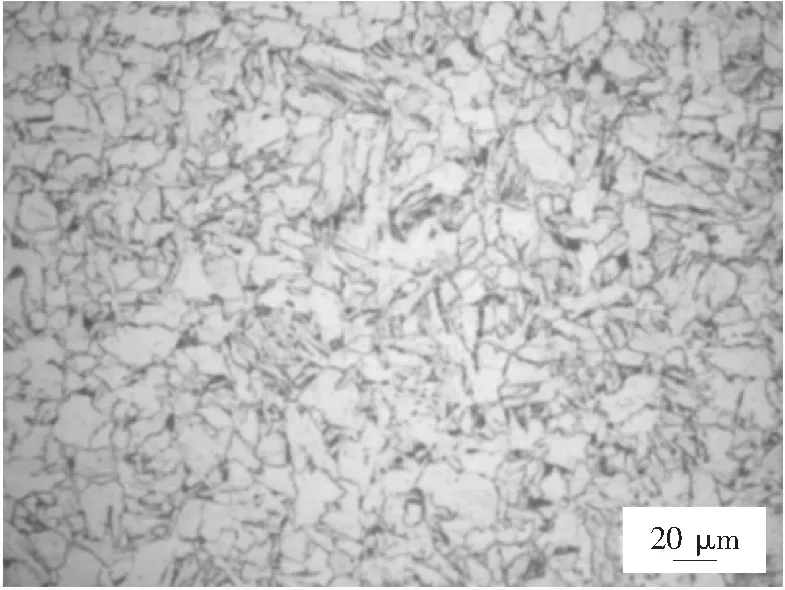
图9 HAZ组织
2.4 磁粉无损检验
对锁扣焊缝表面进行了外观检查,未发现表面缺陷,对2条锁扣的4条焊缝进行100%磁粉无损检验,均未发现显微裂纹和弧坑裂纹等缺陷,检验结果满足EN 25817标准关于焊接缺陷质量等级C级要求。
2.5 普通工艺与冷丝预置工艺的对比分析
在采用冷丝预置工艺前,笔者进行了非冷丝预置工艺探索,也就是对组对好的锁扣的弧面与钢管表面的夹角直接进行焊接。由于锁扣与钢管贴合面间隙较大(3 mm左右),因此必须进行打底焊接,之后再采用与冷丝预置工艺相同的焊接工艺参数进行焊接,此种情况下,为达到交货条件要求的焊脚尺寸,需要焊接三层。焊接后发现,因成倍增加的热输入产生的焊接应力导致锁扣变形严重,如图10所示。焊接完成后锁扣直线度偏差超过0.2%L,严重时变形量甚至达到了6 mm/m,已经严重影响了产品的质量,无法满足产品交货条件。

图10 焊接变形的锁扣
桩管锁扣冷丝预置制造工艺,通过焊前预置冷丝的方式,使电弧热量得到充分利用,大幅降低了焊缝整体热输入,并成倍提高焊接熔敷效率,获得低变形高效率的实现焊接效果。与此同时,冷丝预置工艺技术可以大幅降低焊接材料和人力成本,成为桩管锁扣较为理想的焊接工艺技术。
3 结论
(1)桩管锁扣冷丝预置MAG焊接工艺具有焊接熔敷效率高、残余应力小、焊缝成形好、节约能源与材料、生产成本低等多重优势,此工艺技术在国外某桩管锁扣项目中发挥了关键的作用,是桩管锁扣焊接中较为理想的焊接工艺技术。
(2)经拉伸、微观与宏观金相以及磁粉探伤等多重检验表明,预置焊丝完全熔化并与母材组织熔合良好,性能指标满足标准和用户交货条件要求。