无硝酸环保前处理工艺在铸铝电镀上的应用
2021-01-26王殿西魏亚平吕成斌
王殿西 ,魏亚平,吕 鹏,吕成斌,蒋 杰,
(1.天津市飞鸽集团联合化工厂,天津300163;2.天津市杰出金属制品有限公司,天津301900)
铸铝合金具有许多优点,如良好的导热性,导电性,高延展性,高强度,易成型,比重低,因此广泛应用于复杂零部件的铸造加工,例如:散热片,发动机缸体缸盖,变速箱外壳,轿车轮毂等。由于铸铝合金件表面硬度低,耐磨性能差,且铝是一种活泼的两性金属,电极电位很低(约-1.67 V),在空气中就很容易氧化和腐蚀,尽管合金中添加了其它元素在一定程度上增加了硬度和抗蚀性能,但依然不能满足实际应用中的抗磨和抗蚀性要求,因而绝大多数铸铝合金零部件都需要合适的表面处理,主要包括阳极氧化、电泳涂装、化学镀镍、电镀铜镍铬、电镀硬铬等[1-4]。无论采用何种表面处理方法,均需要对零件表面进行必要的前处理,由于铸铝合金成分复杂,特别是含硅量高,传统前处理几乎都要应用HNO3-HF 体系工艺和HNO3工艺,从而不可避免会产生大量“黄烟”和硝酸酸雾,严重污染环境和影响从业者身体健康。本文重点讨论无硝酸环保前处理工艺在铸铝合金零件电镀中的应用。
1 工艺流程及参数
铸铝合金零件电镀无硝酸环保前处理工艺与传统前处理工艺流程如下[5]:
冷脱脂(选择性使用)→三级水洗→弱碱性热脱脂→三级水洗→碱蚀→三级水洗→除垢活化→三级水洗→一次浸锌→三级水洗→退锌→三级水洗→二次浸锌→三级水洗→电镀
1.1 冷脱剂脱脂
冷脱剂脱脂工艺条件如表1 所示。由于冷脱脂油容量(1 kg 脱脂剂能够容纳油脂的最大重量占脱脂剂重量比)一般达到20%以上,有的达到40%,远大于弱碱性热脱脂油容量,并且不需要加热,因而在热脱脂前增加一道冷脱剂脱脂处理,可以大大减轻热脱脂压力,延长热脱脂溶液使用寿命,节约能源。

表1 冷脱剂脱脂工艺条件Tab.1 Process conditions of degreasing with cold stripper
1.2 弱碱性热脱脂
弱碱性热脱脂[6]工艺条件如表2 所示,单独使用碱蚀工艺如表3 所示。工作温度取上限时,在脱脂的同时兼有碱蚀作用,因而可一举两得,不用单独碱蚀处理。如果配合超声波脱脂,效果更佳,超声波功率一般按每升脱脂工作液6~8 W 配置,不会破坏工件表面,在增强脱脂效果的同时兼有去除碱蚀挂灰的作用。

表2 弱碱性热脱脂工艺条件Tab.2 Process conditions of weak alkaline hot degreasing

表3 单独的碱蚀工艺条件Tab.3 Process conditions of separate alkali etching
1.3 除垢活化
除垢活化工艺条件如表4 所示。铸铝合金含硅量高,一般在6%~13%之间,在进行碱蚀或热脱脂处理时,难免会产生黑褐色灰垢,用一般方法难以完全去除干净,传统工艺需要采用75%硝酸+25%氢氟酸溶解灰垢,露出铝合金本体金属,确保后续镀层结合力符合要求,上述工艺在操作时会产生大量“黄烟”(NO2),严重影响从业者身体健康,环境污染严重,采用P77 环保除垢剂,可以完全消除“黄烟”危害。

表4 除垢活化工艺条件Tab.4 Process conditions of scale removal and activation
1.4 一次浸锌
一次浸锌工艺条件如表5 所示。对于高硅铝合金,采用稳定性好的A68 浸锌水,不需要频繁调整,可确保较高的浸锌质量,而且溶液使用寿命也比普通浸锌液高50%以上。浸锌膜层含有锌、铁等合金元素,膜层致密,性能良好。
1.5 退锌
退锌[7]工艺条件如表 6 所示。应用 P66 环保退锌剂于退锌工艺时,退锌剂使用浓度低,操作范围宽,质量可靠,没有传统硝酸退锌工艺的酸雾溢出,大大改善了操作环境,废水处理成本极大降低。

表5 一次浸锌工艺条件Tab.5 Process conditions of zinc dipping
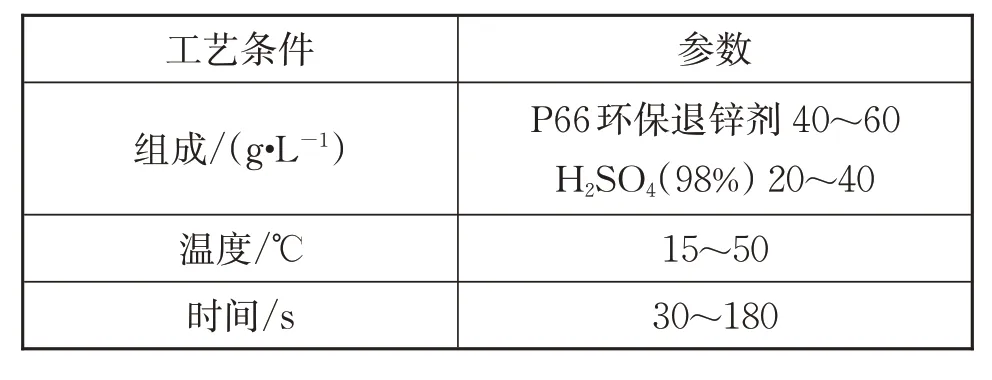
表6 退锌工艺条件Tab.6 Process conditions of zinc stripping
1.6 二次浸锌
二次浸锌工艺条件如表7 所示。二次浸锌可以与一次浸锌共用一槽溶液,也可单独使用,由于经过一次浸锌并退锌处理后,工件表面已经处于“新鲜金属”状态,处理时间短于一次浸锌,可确保获得更加致密完整的浸锌膜层,保证后续镀层获得较高结合力。

表7 二次浸锌工艺条件Tab.7 Process conditions of secondary zinc dipping
1.7 电镀
铸铝件完成浸锌工序后,可以根据实际需要电镀铜、镍、铬、锡、金、银等各种镀层。
2 工艺讨论与维护
2.1 脱脂
大多数铸铝合金件形状比较复杂,表面一般不平整,孔隙吸油,凹点藏污纳垢,有的还有脱模剂,因而脱脂难度较大,单纯使用冷脱脂方法达不到电镀需要的洁净程度。目前的弱碱性铝合金脱脂剂对于有些脱模剂并不能完全去除,需要溶剂型冷脱剂辅助脱脂。对于孔隙吸油等顽固污物,更需要高温脱脂和超声波辅助脱脂。所以,从综合因素考虑,最佳铸铝合金件脱脂工艺应是溶剂冷脱脂与弱碱性热脱脂和超声波的有机结合,才能更好满足电镀脱脂要求。
溶剂型脱脂剂使用的溶剂都不是易燃易爆品,只要补充带出量即可,不需要分析,在油容量接近饱和时,可以通过蒸馏方法回收溶剂重新投入使用;热脱脂溶液可以按相关产品化学分析补充消耗量,接近使用周期时废弃。
2.2 碱蚀
碱蚀是非常必要的一步工序,碱蚀的目的是让工件表面硅等异金属元素裸露并变得酥松,有利于后续的除垢工序在工艺时间范围内去除工件表面的灰垢和不良组织,获得致密干净的金属本体表面。如果对表面不良组织不进行碱蚀松动处理,单纯靠除垢工序会造成表面过腐蚀,反而会大大降低镀层结合力并影响外观。
碱蚀溶液中应有铝缓蚀剂等添加剂,防止碱蚀过度,还可延长碱蚀溶液的使用周期。对碱蚀液只需分析补充NaOH含量和相应添加剂即可。
2.3 除垢
除垢的难点在于H2O2浓度的控制。当P77 环保除垢剂浓度为600 mL/L时,除垢液中H2O2浓度与除垢速度的关系如表8 所示。H2O2浓度浓度太高,除垢后零件表面容易产生钝化“黄膜”,浓度过低,除垢不完全,影响镀层结合力,H2O2的浓度可以通过分析进行补充调整。
P77环保除垢剂可以测量溶液波美度并进行控制,一般控制溶液波美度在16~18 度之间。此外,P77环保除垢剂中含有铝缓蚀剂,操作范围宽,稳定性好,不会对铸铝件产生过腐蚀不良。当H2O2浓度为150 mL/L 时,P77 环保除垢剂浓度与除垢速度的关系如表9所示。
2.4 退锌
采用P66 环保退锌剂,退锌质量可靠,使用维护安全方便,综合使用成本比硝酸还要低些,已有大量电镀厂家应用。退锌剂和硫酸需要按照带出比例进行补充。退锌溶液中的P66 环保退锌剂和H2SO4(98%)浓度与退锌速度的关系如表10和表11所示。

表8 H2O2浓度与除垢速度关系Tab.8 Relationship between H2O2 concentration and descaling speed

表9 P77环保除垢剂浓度与除垢速度关系Tab.9 Relationship between the concentration of P77 environmental scale remover and descaling speed
2.5 浸锌
采用商品浸锌液A68 浸锌水,使用过程中浓度变化小,调整频次相应降低,应用在高硅压铸铝合金工件上质量可靠,可以通过分析化验补充维护。
2.6 电镀
铸铝件浸锌后一般需要预镀氰化镀铜或暗镍或半光亮镍或碱性化学镀镍,再电镀其它镀层。采用A68 浸锌工艺,在浸锌后可以直接镀镍、镀硬铬和酸性化学镀镍,不需要预镀也可以获得良好结合力。

表10 P66环保退锌剂浓度与退锌速度关系(c(H2SO4)为30 g/L)Tab.10 Relationship between c(P66)and the speed of zinc stripping(c(H2SO4)is 30 g/L)
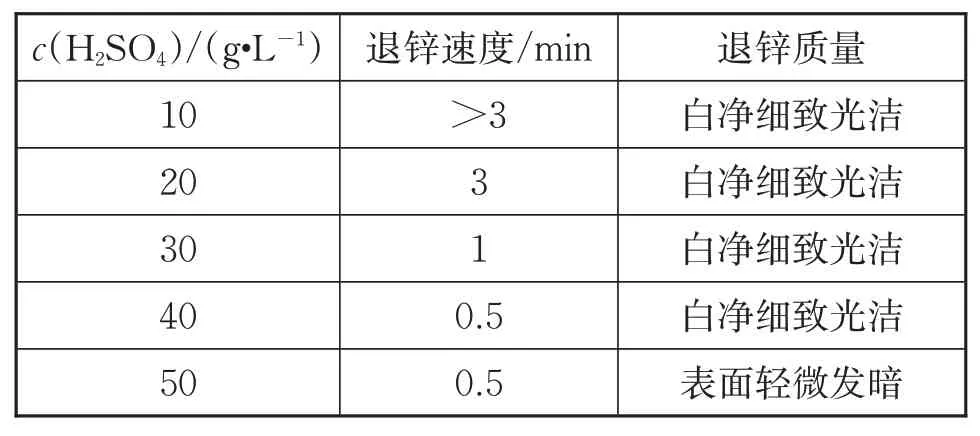
表11 H2SO4浓度与退锌速度关系(c(P66)为50 g/L)Tab.11 Relationship between c(H2SO4)and the speed of zinc stripping(c(P66)is 50 g/L)
3 环境和经济效益讨论
表12 对不同铸铝镀前处理工艺的废气及废水治理难易进行了比较。

表12 不同铸铝镀前处理工艺的废气及废水治理难易比较Tab.12 Comparison of waste gas and waste water treatment in different casting aluminum plating pretreatment processes
可以看出,采用P77 环保除垢剂代替HNO3-HF除垢,采用P66 环保退锌剂代替HNO3退锌,没有“黄烟”和硝酸酸雾产生,可以节省排风设备投入,且废水处理时无需处理离子,降低了废水处理成本。因此,无硝酸环保前处理工艺在铸铝电镀上具有良好环境和经济效益。
4 结论
(1)采用环保除垢工艺代替HNO3-HF 体系工艺,彻底解决铸铝电镀前处理工艺“黄烟”污染和危害,确保铸铝合金电镀镀层拥有良好的结合力。
(2)采用环保退锌工艺代替HNO3体系工艺,完全消除传统退锌工艺硝酸酸雾污染,保护环境的同时降低退锌废水处理成本。
(3)采用无硝酸环保前处理工艺可以获得良好的环境和经济效益。
