ZL22 滤棒成型机新型直径控制装置的设计
2021-01-25柏焱炜谢庆通讯作者尹嵩何屹
柏焱炜 谢庆通讯作者 尹嵩 何屹
滤棒成型机组作为卷烟生产中不可或缺的重要机组,其性能直接影响卷烟制品质量。滤棒直径作为滤棒质量的关键因素之一,直接影响后续卷烟拼接的质量。在滤棒的生产过程中,直径控制大多采用气压控制方式。利用气压变化计算滤棒直径。但气压本身受环境温度和湿度影响导致气体膨胀度和密度发生变化,同时由于生产环境多粉尘等不利因素,均会影响直径控制的精度。
1 原气压式直径控制系统的简介
以市场上占有率较高的ZL22 型及衍生型滤棒成型机为例,其直径控制系统仍然采用老式的气压式控制。具体的工作原理如图1所示。
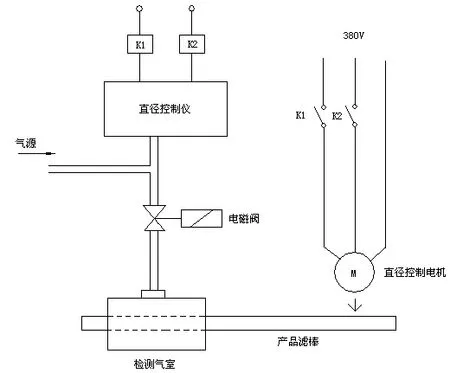
图1 气压式直径检测仪的工作原理示意图
滤棒生产时,电磁阀打开,向检测气室提供一定气压的压缩空气。压缩空气气压值作为基础计算值由直径控制仪进行计算。而滤棒成型机组将滤棒不断送入检测气室内,将导致气压变化,进而得到一个新的气压值。新旧气压值的差值,通过计算可以得出气室内滤棒的体积。由于气室长度固定,这个体积值可导出滤棒平均横截面大小。再根据π r2的圆面积公式,计算出滤棒直径。
但因丝束不均匀性会导致滤棒直径变化,引起检测气室内气压变化,直径控制仪内置计算电路将气压信号转变为电压信号,并通过电压差控制继电器K1,K2 的输出,通过K1 和K2 的动作来控制直径控制电机M 的正反转。
当滤棒直径变大后,检测气室内气压升高,直径控制仪使得继电器K1 的线圈得电,令K1 吸合,同时放开K2,控制电机正转使成型腔下压以减小滤棒直径,反之亦然。
2 气压检测的不足之处
气压检测装置对气源为纯净压缩空气。滤棒进入检测气室时,会带入粉尘。为避免直径控制出现偏差,工作一定时间需清洁检测气室;同时气压检测装置在多尘的环境下对测量及计算部件存在损伤;生产企业多拥有温度和湿度检测调节装置,但仍不能避环境温湿度对气源气压的影响,需定期校准检测装置;气压检测搭建相对复杂的气动系统,产生噪声。
3 新型滤棒成型机组直径控制装置的设计
3.1 对滤棒的横截面形状的分析
考虑到滤棒其实是由高密度丝束压制而成的,而滤棒成型后丝束会有一定回弹力,由于回弹力的不确定性,滤棒的横截面形成近似圆。由此,需检测X 轴和Y 轴两个方向的滤棒直径。
3.2 选择检测方式
由于气压检测的局限性,现代滤棒生产工业在电磁式传感器和光电式的传感器中选择。而电磁式传感器、光电传感器因多种原因精度无法满足滤棒生产企业质量控制要求。因为本文讨论使用光幕式传感器进行直径的检测,如图2 所示。
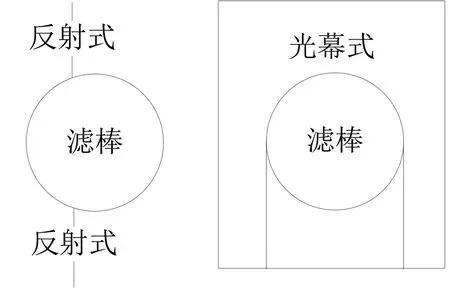
图2 反射式与光电式传感器的区别
高精度光幕式传感器,其精度可达到为0.2μm(静态)/2μm(动态);检测范围为0 到33mm;电压输出为0 到10v。成型腔所造成的空间最大检测误差(即光幕不垂直于滤棒)一般为2μm 以内;与一般PLC 的模拟输入模块的电压检测的误差为0.3μm;测量误差叠加控制在±5μm。参考生产企业圆周通用标准±0.1mm-0.2mm,即直径的误差为±30μm 以上,故检测单元性能满足使用要求。
3.3 对滤棒直径变化的分析
由于丝束的密度并不均匀而且呈现出非线性,所以经过成型腔后的滤棒所产生的直径变化也是非线性的,会影响到滤棒质量控制。开松的丝束完成滤棒成型后,滤棒直径在离开成型腔时,其直径是相同的。然后滤棒虽然在某一截面上膨胀或收缩的空间各方向的矢量相等,但不同截面所对应的矢量之间是不相等的。加上盘纸、胶水等因素的影响,造成了滤棒直径变化的非线性。其推算公式如式(1)所示:

公式中x 和t 分别代表了成型腔位置值和时间值。D(x,t)是直径变化公式,f(x)指成型腔位置对直径变化的线性方程,c(t)指丝束密度对应时间而产生直径变化的非线性方程,而∑ei(t)表示其它因素对应时间而产生直径变化的线性及非线性方程组。由于∑ei(t)可以被认为是误差,所以在控制中可以将此当作一种干扰因素而非控制对象,将公式简化为式(2):

成型腔位置对直径变化的线性方程可以被看成是一元一阶的比例方程。而对于密度的变化虽然是非线性的,可以判断满足泊松分布,即在成型腔固定的情况下,绝大部分的滤棒直径都是在相同范围内的。故而丝束密度对应时间而产生直径变化的非线性方程的结果值也是服从泊松分布。但是c(t)的变化是相对微小的,且是连续非线性的,不会存在阶跃。
3.4 新型滤棒成型机组直径控制装置的设计方案
本文采用三组高精度光幕式传感器。其中两组传感器以固定位置的方式探测滤棒的直径(X 方向和Y 方向);另外一组传感器,以每秒15°的角速度来回旋转,检测120°范围内的滤棒的直径,如图3 所示。所得三个数值信号以电压形式输入PLC,由PLC 控制原来的K1 和K2 继电器,从而控制直径控制电机的运动,如图4 所示。

图3 三组光幕式传感器的检测方向
在计算中,旋转方向是辅助参考量,不是受成型作用力的主要方向,而X 和Y 方向则是主要参考量,是受到成型作用力的主要方向。三个方向的直径传感器所得数据进行带权重的数学平均,以X 方向、Y 方向和旋转方向权重比为4:4:2。例如,假设X 方向的直径为7.70mm,Y 方向为7.75mm,而旋转方向为7.65mm,数学平均应为7.70mm,而计算带权重的数学平均就是7.71mm。
而在控制电机的方面,考虑到控制对象为非线性系统的原因,采用智能算法“蚁群算法”。让程序自动寻找对应的不同丝束、不同密度和不同开松之间的最佳电机动作时间是整个控制系统的控制关键。故而,在控制程序上,基于“蚁群算法”编写了“自适应”程序,滤棒直径超过偏差程序自动纠偏,抬升或降低成型腔。经过改良后的控制方式,更为有效的保障了产品质量。

图4 新型滤棒成型机组直径控制装置的设计方案
4 结语
控制技术的发展不断在促进滤棒成型机组性能的提高,也使卷烟生产企业对滤棒成型机组性能有了新的追求。烟草机械制造行业的发展战略是跟踪战略,走的是引进、消化、吸收、提高与创新的路子。而新型滤棒直径控制装置的设计正是为了更好地创新控制技术,为中国摆脱如德国的HANUI,意大利的GD 公司那样的烟草机械“托拉斯”的技术垄断的一种有益尝试。
