基于磁吸技术的SF6钢瓶自动搬运车与SF6余量管理
2021-01-22张瑞恩,李欣然,符传福,陈林聪,陈晓琳
张瑞恩,李欣然,符传福,陈林聪,陈晓琳

[摘 要]传统方式的SF6钢瓶搬运一般采用人工滚动方式,或采用轮式机械车拖运,不仅效率低,操作不当还容易造成人体受伤。本文研制一种基于强磁吸技术的钢瓶自动搬运车,由大容量电池提供大电流产生强磁场,完成对钢瓶的吸取,到达目标位置再解磁落放,实现了人体与钢瓶免接触,避免了工伤事故,提高了工作效率。本搬运车还设计了自动称重系统,可以自动计算钢瓶中SF6余量,并将计算结果通过无线传输技术远传至数据中心,实现SF6余量自动化管理。
[关键词]SF6钢瓶搬运;磁吸技术;自动称重;SF6余量管理
[中图分类号]TH16 [文献标志码]A [文章编号]2095–6487(2021)12–00–03
SF6 Cylinder Automatic Transport Vehicle and SF6 Margin
Management Based on Magnetic Technology
Zhang Rui-en,Li Xin-ran,Fu Chuan-fu,Chen Lin-cong,Chen Xiao-lin
[Abstract]The traditional way of SF6 cylinder transportation is generally manual rolling or wheeled mechanical truck hauling, which is not only low in efficiency, but also easy to cause human injury due to improper operation. This article develops a steel cylinder automatic transport vehicle based on strong magnetic attraction technology. The large-capacity battery provides a large current to generate a strong magnetic field, completes the absorption of the steel cylinder, and then demagnetizes it when it reaches the target position. It reduces work accidents and improves work efficiency. The truck is also designed with an automatic weighing system, which can automatically calculate the SF6 margin in the cylinder, and transmit the calculation result to the data center through wireless transmission technology to realize the automatic management of SF6 margin.
[Keywords]SF6 cylinder handling; magnetic technology; automatic weighing; SF6 margin management
SF6气体作为绝缘和灭弧的介质广泛应用于电气设备中。SF6新气或回收的废旧SF6气体一般以液態形式存储在高压钢瓶中。SF6气体绝缘电气设备的运维检修过程及运维检修仪器的实验室校验过程中都存在大量的钢瓶搬运工作。传统方式的SF6钢瓶搬运一般采用人工滚动方式,不仅效率低,操作不当还容易造成人体受伤。故,亟须研究一种高效、安全的SF6钢瓶自动搬运车,在人体与钢瓶无接触的情况下实现钢瓶的自动搬运。可以考虑采用磁吸技术来实现钢瓶的搬运。
1 磁吸技术
1.1 磁吸技术的原理
磁吸技术是基于电磁铁的励磁和解磁进行操作的。在铁芯的外部缠绕与其功率相匹配的导电绕组。直流电源为电磁铁输入直流电,铁芯被导电绕组的磁场磁化,磁化后的铁芯也变成了一个磁体,两个磁场互相叠加使得导电绕组的磁性增强。
大容量电池提供大电流产生强磁场,使电磁铁对铁磁性物质产生吸力,把电能转换为机械能承载、搬运钢瓶,到达目标位置再解磁落放,解决了传统方式搬运钢瓶中存在的问题。
1.2 磁吸技术的优势
与人工滚动或轮式机械车拖运等传统方式相比,磁吸技术应用于钢瓶搬运车中具有的优势如下。
(1)磁吸技术所产生的强大磁力,使得钢瓶搬运车可自动、平稳地装卸钢瓶,避免了钢瓶倾覆的风险。
(2)磁吸技术将钢瓶紧密固定在钢瓶搬运车上,途径凹凸不平的地面时,不易受到震动、冲击或碰撞,避免钢瓶滚落的情况发生。
(3)磁力搬运可以节省人力、物力,实现自动化操作,提高工作效率。
2 基于磁吸技术、称重技术和无线传输技术的SF6钢瓶搬运车设计
本文研制的SF6钢瓶自动搬运车由动力单元、机械部分、控制单元和数据远传部分四部分组成。
2.1 动力单元
动力单元的作用是产生电磁吸力搬运钢瓶并给整套装置提供电能,包括磁吸模块与大容量电池。
2.1.1 磁吸模块
磁吸模块基于磁吸技术产生电磁吸力,完成对钢瓶的吸取,到达目标位置后再解磁落放,以达到装载、搬运和卸载的目的。钢瓶壳体与电磁铁之间接触面积越大,电磁铁产生的吸力越大。目前常用的SF6钢瓶体积最大为40 L,外径约220 mm。因此,制作电磁铁时需要根据SF6钢瓶(40 L)的外径进行设计,加工匹配钢瓶壳体的圆弧造型,以达到更大的接触面积。
电磁铁产生的吸力至少应足够提升满瓶的SF6钢瓶(40 L)。
Fn=μG/n
式中:Fn为电磁吸力,N;G为钢瓶受到重力,N(40 L满瓶的SF6钢瓶重力为950 N);n为电磁铁数量;μ为电磁铁表面与钢瓶之间的静摩擦系数(0.25~0.3,为安全性考虑选取最低摩擦系数0.25进行计算)。
方案一:n=1,F1至少为3 800 N。
方案二:n=2,F2至少为1 900 N。
方案三:n>2,即使用多块电磁铁对钢瓶进行吸取,在底面的垂线上按照相同间隔依次放置。
三种电磁铁设置方案相比,方案一对电磁铁的吸力要求较高,使用成本高。在变电站运维、实验室试验中搬运钢瓶遇到道路颠簸、磕碰等问题时,易造成支撑不稳,钢瓶摇晃,发生安全问题。相比方案一,方案二对电磁铁吸力的要求降低了一半。双电磁铁在搬运的过程中支撑较为稳定,钢瓶不会摇晃。方案三可以极大地降低对每块电磁铁吸力大小的要求,且能更稳定地支撑钢瓶,但多块电磁铁很难摆放到同一垂线上,不能完全发挥所有电磁铁的效能。
因此,本文选用方案二,在底面垂线上放置两块电磁铁。综合考虑使用效能、电磁铁体积等因素,本文选择XDA型号的电磁铁,额定电压为24 V,正吸力为3 000 N。
2.1.2 大容量电池
高性能的直流供电电源是电磁铁可靠工作的前提。在总电源的选择上主要考虑电池的能量密度和安全性两方面。
(1)能量密度。磷酸铁锂电池单体能量密度为120 Wh/kg,成组后能量密度为80 Wh/kg。三元锂电池单体能量密度为180 Wh/kg,
成组后为110 Wh/kg。因此,在能量密度方面三元锂电池优于磷酸铁锂电池。
(2)安全性。从安全性方面考虑,三元锂电池在电池组内增加了防短路、防过载等保护措施。
2.2 机械部分
机械部分的作用是升降钢瓶并加以稳固,亦可对钢瓶进行水平称重,包括升降机构、称重模块与遥控模块。
2.2.1 升降机构
钢瓶的提升依靠直流电机和减速器驱动螺杆滑块做直线运动来实现,在满足上升速率的同时,提供了强大的扭矩。
2.2.2 称重模块
称重模块可实现稳定、平衡和称重的功能,包括称重传感器、自动水平单元和机械护臂。
(1)称重传感器。称重传感器选用悬臂梁称重传感器,记录称重结果并上传。
(2)自动水平单元。为保证称重的准确性,称重装置必须始终处于水平位置。因此,在称重过程中,自动水平单元通过倾角传感器获得钢瓶的角度数据,并自动调整以使钢瓶处在水平位置。
(3)机械护臂。为了增加钢瓶搬运的安全性,在搬运钢瓶时,机械臂一直处于抱紧钢瓶的状态,防止当电池缺電导致电磁铁磁力失效时,钢瓶发生坠落与倾覆。机械护臂的开合通过水平电动推杆的伸缩来控制。
2.2.3 遥控模块
SF6钢瓶自动搬运车前轮采用直流电机驱动,配合摇杆实现自行走及转向功能,并且摇杆控制灵敏度高,能够适应变电站运维和实验室作业的不同环境。
2.3 控制单元
2.3.1 硬件设计
钢瓶搬运车硬件部分硬件结构图如图1所示。
单片机作为整个装置的控制中心,通过串口与数据远传单元通信;通过I/O口控制MOS场效应管控制中间继电器的开关,以此控制机械护臂、升降机构、钢瓶吸取单元的启闭;通过串口转RS485总线获取称重传感器、自动水平单元数据;电池负责对各单元供电。
2.3.2 软件控制
(1)主程序设计。采用自顶向下的方式,包括钢瓶吸取、升降子程序、角度获取子程序、重量获取子程序、数据上传子程序。
(2)钢瓶吸取、升降子程序。通过控制不同的继电器,使电磁铁吸合,升降机构启动。在升降机构上升与下降时均装有行程开关作为保护,限制其行程范围。
(3)角度获取子程序。倾角传感器采用485通信接口。通电后,主控制程序主动发送读取角度的命令,可同时获取X轴和Y轴方向上的角度数据,读取完毕后将角度数据传送回主控程序中,调整钢瓶处于水平位置。
(4)重量获取子程序。主控制程序向称重传感器发送读取钢瓶重量的命令,称重完毕后将称重结果传送回主控程序中。
(5)数据上传子程序。数据上传子程序将获取的称重结果发送至数据远传单元的无线传输模块。
3 SF6钢瓶自动搬运车整机试验
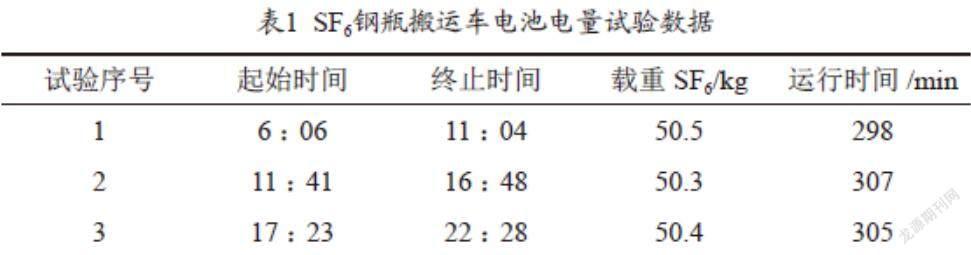
3.1 SF6钢瓶搬运车电池电量试验
3.1.1 试验方法
(1)操控满电状态的SF6钢瓶自动搬运车,吸取并提升40 L满瓶的SF6钢瓶后在工作速度下运行。
(2)等待SF6钢瓶自动搬运车电量剩余25%时,记录好上述步骤(1)的运行时间。
(3)重复上述试验步骤3次。
3.1.2 试验结果
试验数据记录见表1。结果表明,SF6钢瓶自动搬运车在SF6满瓶(40 L)状态下可连续工作近5 h,能够满足变电站现场的钢瓶搬运需求。
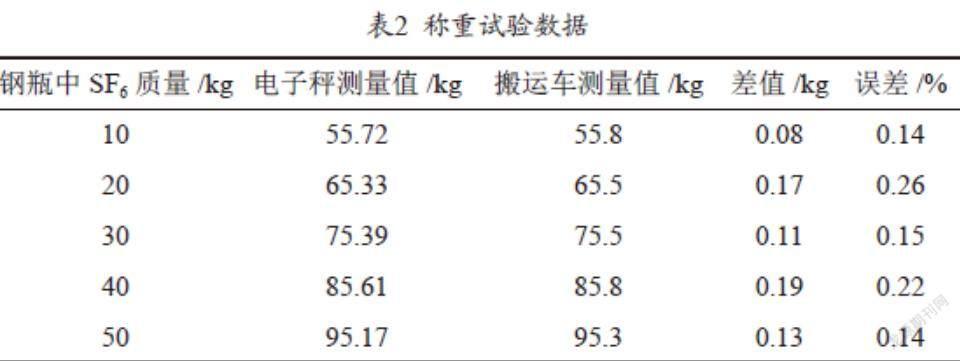
3.2 测试称重传感器误差试验
3.2.1 试验方法
(1)用量程200 kg,精度50 g的电子秤分别测量含有10 kg、30 kg、50 kg左右SF6气体的SF6钢瓶重量。
(2)通过SF6钢瓶自动搬运车,测量步骤(1)中的SF6钢瓶重量。
3.2.2 试验结果
试验数据记录见表2。试验结果显示,SF6钢瓶自动搬运车的称重误差小于0.5 %。
4 结论
(1)SF6钢瓶自动搬运车采用磁吸技术,自动完成对钢瓶的自动吸取、提升、落放等系列动作,实现人体与钢瓶免接触,避免因人工操作不当造成的工伤事故,在SF6满瓶(40 L)状态下可连续工作近5 h,能够满足变电站现场的钢瓶搬运需求。
(2)SF6钢瓶自动搬运车在运载过程中可以自动测量钢瓶重量,称重误差小于0.5 %,并自动计算钢瓶中SF6余量,将计算结果通过无线传输技术远传至数据中心,实现SF6余量自动化管理。
参考文献
[1] 郑翔,殷建军,杜奇伟,等.变电站自动化设备运维管控系统及其应用[J].浙江电力,2021,40(3):42-50.