T91 耐热钢激光焊和钨极氩弧焊接头组织及力学性能研究
2021-01-19丁煜瀚华学明
丁煜瀚, 唐 彬, 李 芳, 华学明, 沈 忱
(1. 上海交通大学 上海市激光制造及材料表面改性重点实验室, 上海 200240;2. 上海电力股份有限公司吴泾热电厂, 上海 200241;3. 上海吴泾电力工程有限责任公司, 上海 200241)
0 前 言
T91 是在P91 耐热钢 (9Cr1MoVNb) 基础上添加微量合金元素并控制氮含量得到的新型耐热钢, 是一种蠕变增强马氏体铁素体钢[1-2]。T91 钢具有良好的力学性能和高温下稳定的微观组织结构, 是疲劳加载和蠕变暴露条件下最可靠的材料之一[3-4]。 此外, 其还具有较高的抗氧化性、 抗应力腐蚀开裂性和足够的断裂韧性。 这些优良的性能使T91 钢成为最通用的高温应用材料之一[5-8]。 目前广泛应用于亚临界和超临界核电站的再热器、 过热器集箱, 以及蒸汽管道中[9-10]。
在采用钨极氩弧焊 (GTAW) 时, 焊接的坡口和尺寸精度要求高, 同时, 接头的装配和定位焊接技术难度较高。 在预热200 ℃以下焊接时,采用手工钨极氩弧焊在接头的表面或内部都容易产生裂纹, 具有较大的冷裂倾向[11]。 而激光焊(LW) 可以获得高质量的接头强度和较大的深宽比, 焊接过程中不用采用多道成型, 焊接效率高。 Shanmugarajan 等[12]进行了9Cr-1Mo (P91)钢的激光焊接, 试验结果表明, 由于显微组织较细, 激光焊缝的室温冲击韧性优于母材。 同时,Shanmugarajan[13]对Cr-Mo-W-V-Nb 钢 的 激 光 焊接接头进行研究, 结果发现接头实现了良好的熔合和完全渗透, 没有出现焊接缺陷。 焊接接头中在细晶热影响区 (FGHAZ) 和基材 (BM)界面没有观察到明显的软化, 激光焊接接头在760 ℃保温3 h 后具有优良的室温和高温力学性能, 并且拉伸失效总是发生在母材, 远离焊缝和HAZ。
本研究通过使用LW 工艺与填丝GTAW 工艺对T91 耐热钢进行对接焊, 并进行相应焊缝的组织表征与性能测试, 对比研究两种焊接工艺获得的T91 耐热钢焊缝组织与性能差异, 为进一步制定和优化T91 耐热钢管的焊接工艺提供理论依据。
1 试验材料与方法
1.1 焊接试验
试验采用直径51 mm、 壁厚4 mm 的T91钢管, 其化学成分见表1。 T91 耐热钢微观组织如图1 所示, 从图1 可以看出, T91 钢具有典型的回火板条马氏体组织, 其中较粗的碳化物 (M23C6) 沿前奥氏体晶界和马氏体包块晶界析出, 细小的析出物则均匀分散在马氏体板条内。

表1 T91 耐热钢化学成分 %

图1 T91 耐热钢微观组织
在T91 钢管焊接过程中, 采用陶瓷加热毯对焊缝进行150 ℃焊前预热, 时长30 min。 焊接中使用LW 工艺的意义就在于无需复杂的焊接坡口设计, 且得益于LW 自身熔深较好的特性, 可在无填丝条件下完成窄间隙单面焊双面成形。 所以试验中LW 工艺采用不开坡口的无填丝自熔焊, 焊缝设置如图2 (a) 所示, 焊前使用丙酮对焊缝进行表面清理并精确组对,LW 焊接工艺参数见表2。 激光焊接试验装置如图2 (b) 所示, 激光头固定在支架上, T91钢管固定在三爪卡盘上匀速旋转。 在焊接过程中激光热源直接对焊缝一次性熔透完成焊接。激光器型号为恩耐公司CFL 6000W-200, 激光头准直与聚焦焦距为C150 mm/F300 mm。
本研究中GTAW 工艺采用当前T91 耐热钢管焊接普遍采用的V 形焊接坡口与工艺设置。焊缝坡口尺寸与焊接位置如图3 所示, 相应GTAW 参数见表3。 在焊接过程中, GTAW 电弧先对焊缝坡口钝边处进行第一道填丝焊, 完成之后再对坡口部分进行第二道GTAW 填丝焊完成焊接, 两道次焊接使用相同的GTAW参数。 GTAW 填丝焊使用的填材为Φ2.4 mm TGS-9cb 焊丝, 其成分见表4。
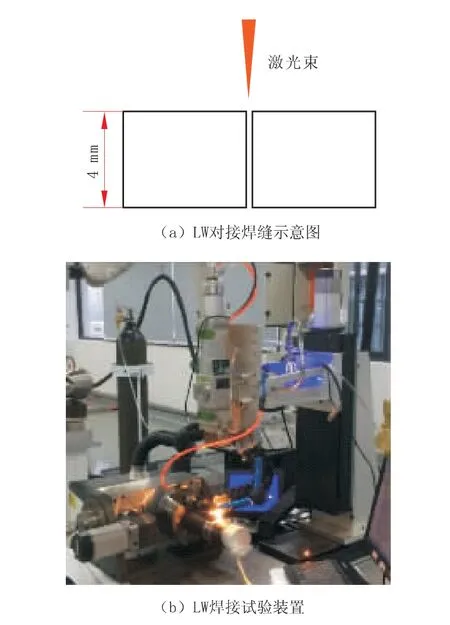
图2 T91 耐热钢管LW 对接焊缝示意图及试验装置
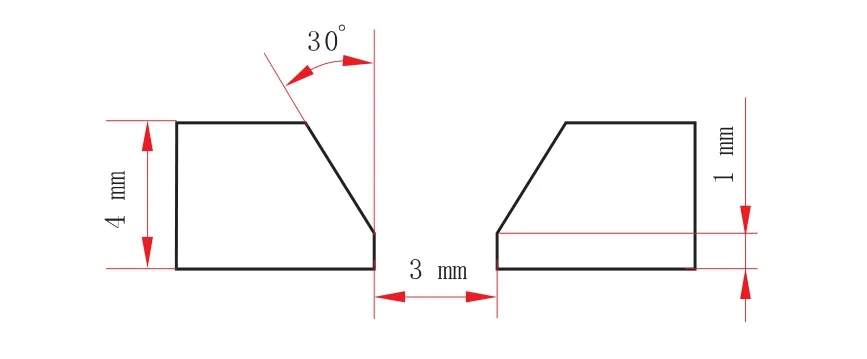
图3 T91 耐热钢管GTAW 对接焊缝坡口示意图
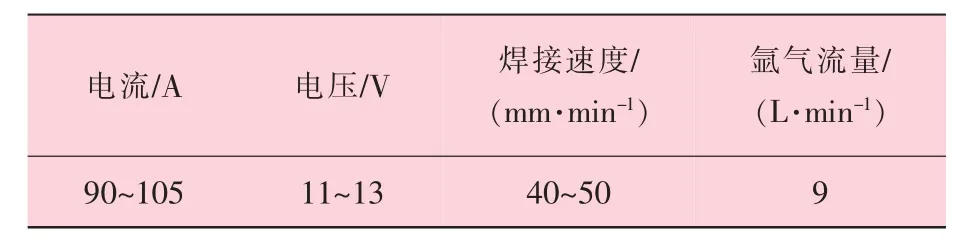
表3 GTAW 焊接工艺参数

表4 TGS-9cb 焊丝化学成分 %
本研究对T91 耐热钢管焊缝进行了760 ℃保温2 h, 并随炉冷却的后热回火处理, 旨在一定程度上降低焊缝残余应力, 同时细化焊缝组织并调控M23C6碳化物的析出与分布。
1.2 组织分析与力学性能试验
组织分析方面, 热处理后的LW 焊接接头与GTAW 焊接接头在截面取样、 抛光、 腐蚀(氯化铁∶盐酸∶水=3∶10∶100, 腐蚀时间8~10 s)之后使用OLYMPUS-CK40M 光学显微镜进行微观组织分析。 焊缝截面硬度使用维氏硬度仪进行测量, 压头压力为500 N, 压力时间为15 s。硬度测量点位置如图4 所示, LW 与GTAW 对接焊缝试样硬度点均沿母材中心排布, 测试点间距为0.2 mm。
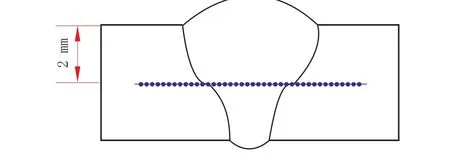
图4 硬度测量点分布示意图
拉伸试验使用Zwick Z100 力学试验机, 板状拉伸试样尺寸依据ASTM-E8 标准进行加工,试样标距段尺寸为24 mm。 取样位置包括焊缝与母材, 焊缝试样具体取样位置如图5 所示。室温拉伸速率为1 mm/min。 试样的高温性能在600 ℃下以0.02 mm/min 拉伸速率进行测试。 拉伸断口使用LaB6 扫描电镜 (SEM) 进行分析。
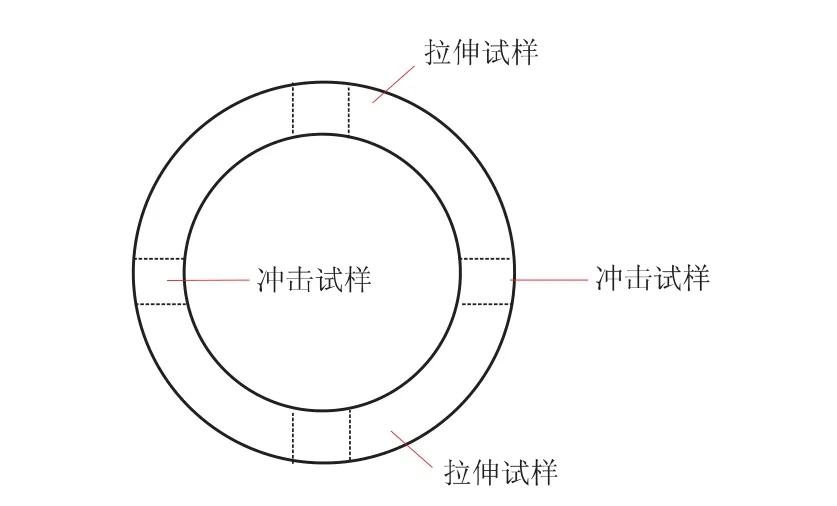
图5 焊缝拉伸试样和冲击试样取样位置
冲击试验使用SUNS-PTM2200-D1 摆锤式冲击试验机进行, 冲击位置包括焊缝金属、 热影响区及母材, 试验温度为室温, 冲击试样尺寸依据GB/T 229—2007 标准制备, 由于管子壁厚仅有4 mm, 故采用半尺寸试样进行测试,试样尺寸为55 mm×10 mm×2.5 mm, 取样位置如图5 所示。 冲击断口使用Vega LaB6-SEM进行分析。
2 试验结果与分析
2.1 焊缝组织形貌表征
LW 焊接接头与GTAW 焊接接头宏观组织形貌如图6 所示。 两种工艺焊缝对比可知, LW接头熔化区较窄, 而GTAW 接头熔化区较宽。这是由于GTAW 是多层多道焊接, 焊接热输入大, 熔化区较宽, 热影响区也比LW 接头宽,而LW 焊接热量集中且是单道成型。
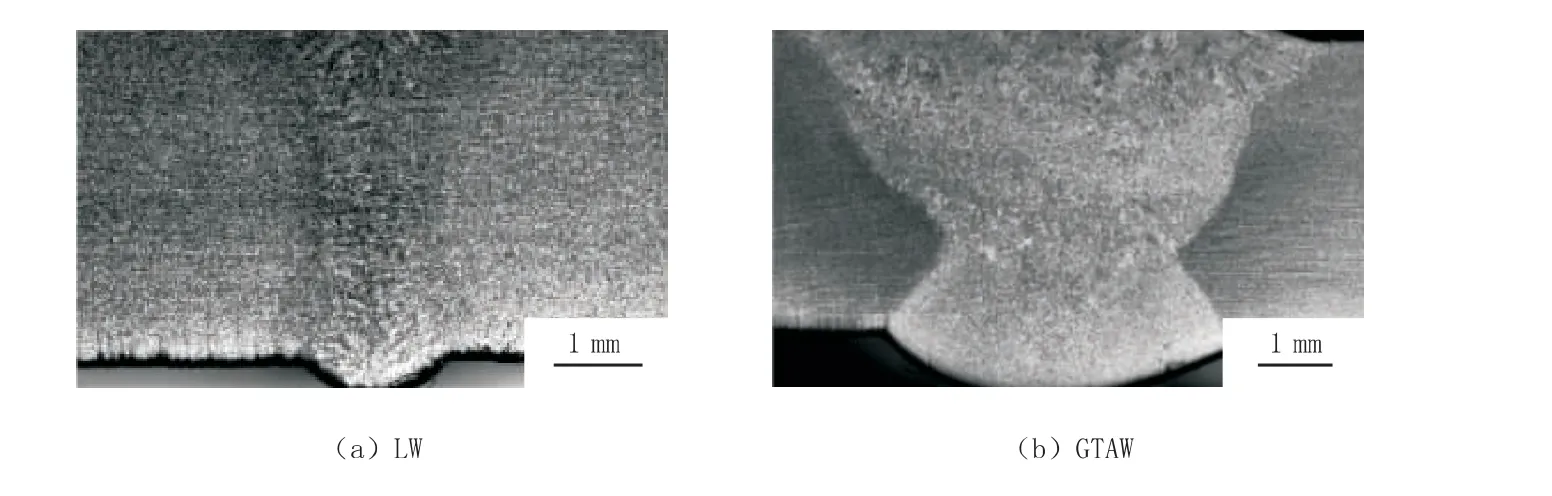
图6 T91 耐热钢对接焊缝宏观形貌
LW 焊接接头与GTAW 焊接接头对应位置(焊缝、 熔合线、 热影响区) 微观组织形貌如图7所示。 两种焊接工艺焊接接头经过760 ℃回火后,组织中的板条马氏体发生了多边化回复, 均为回火马氏体组织, 针状铁素体在回火过程中合并长大, 碳化物沿块状铁素体分布, 形成针状组织(图7 中所示), 碳化物集中分布会降低焊缝的力学性能。 组织中的碳化物呈弥散分布状, 阻扰了晶粒的长大和位错的移动, 保持了LW 焊接接头和GTAW 焊接接头力学性能的稳定性。 LW 热影响区比GTAW 热影响小, 其晶粒比焊缝组织晶粒粗大, 由于GTAW 在焊接过程中为多层多道焊, 热影响区晶粒更为粗大, 组织以回火马氏体为主。
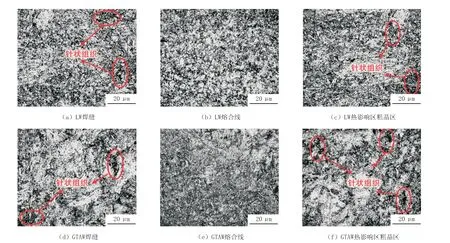
图7 T91 耐热钢焊接接头微观组织形貌
2.2 硬度与拉伸试验结果
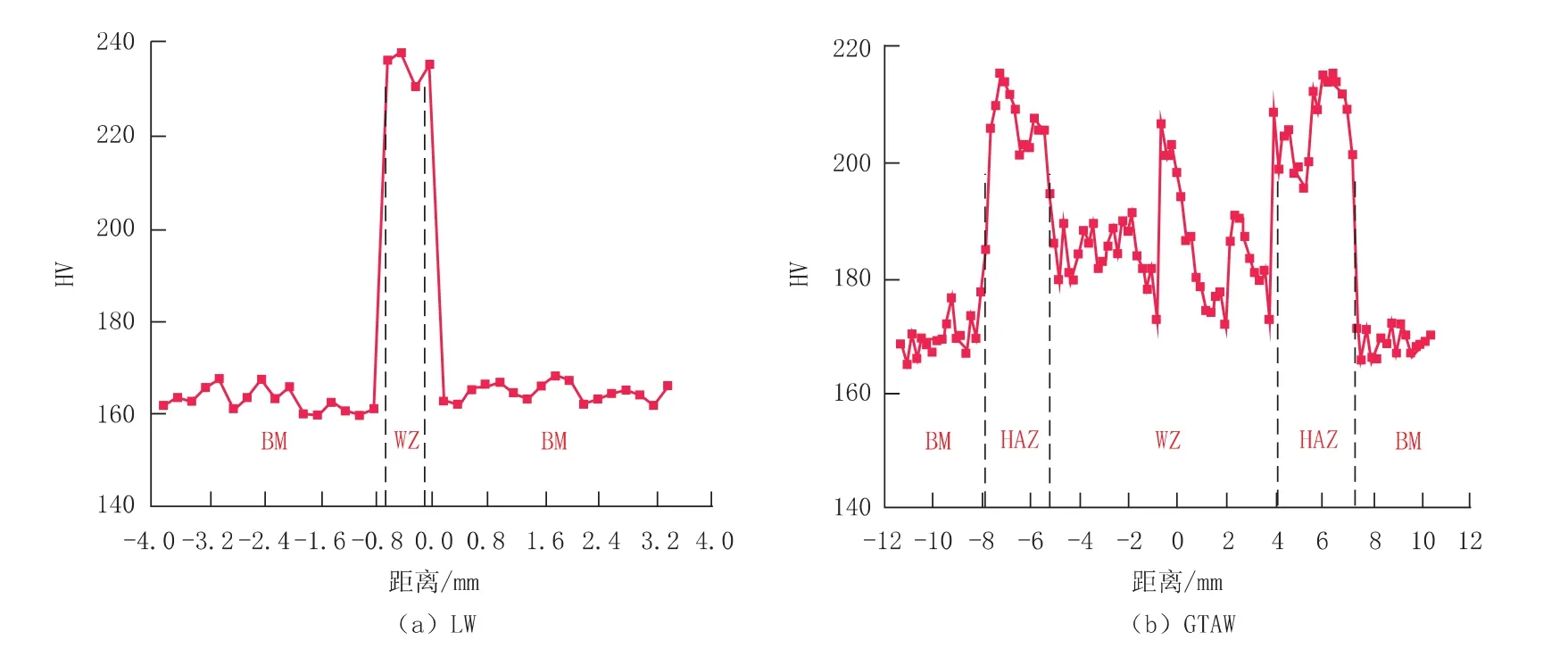
图8 LW 焊接接头和GTAW 焊接接头硬度分布图
LW 焊接接头和GTAW 焊接接头显微硬度如图8 所示。 LW 焊接热量集中且是单道成型, 焊缝宽度较窄, 硬度值约为230HV。 而GTAW 为多层焊接, 焊接热输入大, 焊缝宽度较大。GTAW 焊接过程中, 第二层焊接会对第一层焊道产生回火作用, 回火具有软化作用, 焊缝硬度值较LW 焊缝低, 由于多层热作用, GTAW 焊缝组织呈不均匀性, 焊缝区的硬度存在一定的起伏。LW 热影响区变化不明显, 比GTAW 热影响区小, 热影响区的晶粒比焊缝组织晶粒大; GTAW在焊接过程中为多层多道焊, 热影响区晶粒更为粗大, 组织以回火马氏体为主, 因此硬度值也较高, 约为210HV。
焊接接头室温拉伸试样断裂位置及强度如图9 所示。 图9 (a) 为LW 焊接接头常温拉伸断裂位置, 图9 (b) 为GTAW 焊接接头常温拉伸断裂位置, LW 接头拉伸试样均断裂在母材, 而GTAW 接头试样断裂在焊缝区域。 常温拉伸性能如图9 (c) 所示, 可以看到, LW 接头的平均抗拉强度为550 MPa, 断裂位置在母材。 GTAW 接头的平均抗拉强度为549 MPa,但是断裂位置发生在焊缝。
常温拉伸断口形貌如图10 所示, 两种工艺条件下, LW 接头试样断裂在母材, 断口存在大量韧窝, 为典型的塑性断裂; GTAW 断裂发生在焊缝, 韧窝较图10 (a) 偏小, 且断口表面存在少量河流花样, 具有部分脆性断裂特征。 由组织分析可知, GTAW 受多次热作用影响, 组织呈现不均匀性, 导致焊缝强度降低,因此断裂发生在焊缝。 LW 接头和GTAW 接头高温拉伸结果见表5, 两种焊接工艺在600 ℃下的高温拉伸断裂均发生在母材, 高温抗拉强度分别为195 MPa 和192 MPa, 与母材的高温拉伸强度一致, 表明两种工艺的焊接接头在600 ℃下具有良好的高温稳定性能。

图9 焊接接头室温拉伸试样断裂位置及强度

图10 T91 焊缝室温拉伸断口形貌

表5 T91 焊接接头的高温拉伸性能
2.3 室温冲击试验结果
冲击试验结果采用多组试样取平均值, 试验结果见表6。 从表6 可以看出, 两种工艺接头焊缝位置和热影响区的冲击功均高于母材, 表明接头具有良好的冲击韧性, 均满足使用要求。GTAW 接头和LW 接头的WZ 冲击功分别为146.9 J 和168.9 J, LW 冲击功高于GTAW, 这是由于LW 过程中, 焊缝区的晶粒较GTAW 细小, 因此冲击韧性更高。 同时, 对冲击断口进行SEM 分析, 结果如图11 所示, 断口均是韧窝,说明两种接头都具有良好的冲击韧性。 LW 焊缝在强度与冲击韧性方面略优于GTAW 焊缝。
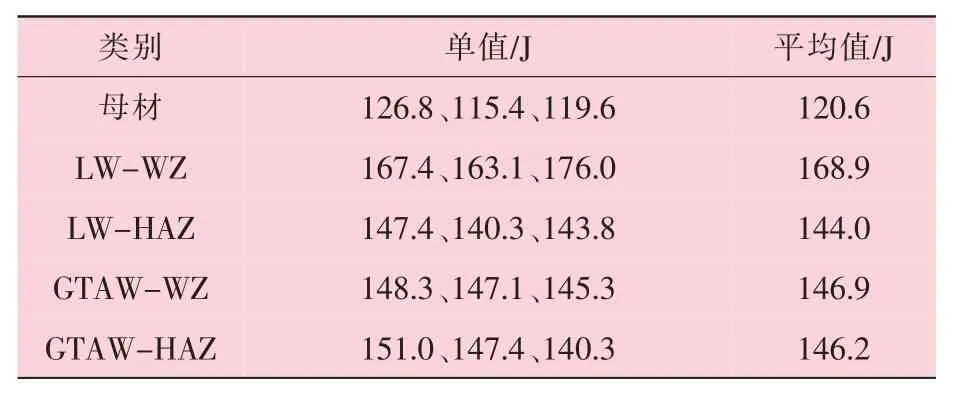
表6 T91 耐热钢两种工艺焊接接头冲击试验结果

图11 T91 耐热钢焊缝室温冲击断口形貌
3 结 论
(1) 采用激光焊与钨极氩弧对4 mm 厚度的T91 耐热钢进行焊接, 接头经760 ℃焊后热处理, 接头组织为回火马氏体, 且焊缝金属有隐针状物质析出。 LW 热影响区比GTAW 热影响区小, 其晶粒比焊缝组织晶粒粗大, 由于GTAW在焊接过程中为多层多道焊, 热影响区晶粒更为粗大, 组织以回火马氏体为主。
(2) 常温下LW 接头与GTAW 接头抗拉强度差别不大, 与母材强度接近, 但是断裂位置不同, LW 接头在母材处断裂, GTAW 接头在焊缝处断裂。 LW 接头和GTAW 接头在600 ℃下的高温拉伸断裂均发生在母材, 高温拉伸强度分别为195 MPa 和192 MPa, 具有良好的高温稳定性能。
(3) LW 接头和GTAW 接头焊缝和热影响区的冲击功均高于母材, 接头具有良好的冲击韧性。
(4) 激光焊可以大大提高生产效率, 且易于实现自动化焊接。