整体叶盘磨抛加工碰撞检测方法
2021-01-14魏鹏轩万从保王洪艳吴献刚王静怡
黄 智,魏鹏轩,万从保,王洪艳,吴献刚,王静怡
(电子科技大学 机械与电气工程学院,四川 成都 611731)
0 引言
整体叶盘作为新一代航空发动机核心零件,其叶片扭曲程度大、流道深而狭窄,磨抛加工时磨具与叶盘易发生干涉或碰刀,进而损伤价值不菲的叶盘,甚至导致叶盘报废。因此,整体叶盘叶片的无碰撞磨抛加工技术已成为航空领域的主要研究内容之一[1-2]。
一般来说,磨具和叶盘发生干涉的类型可分为局部干涉和全局干涉[3]。局部干涉为磨头或磨具柄与被加工自由曲面的滑擦干涉,从而易造成刀触点加工量过多;全局干涉为磨头或磨具柄与加工曲面或加工环境中其他曲面发生碰撞,其易造成叶盘、磨具或机床的不可逆损坏。为避免上述干涉的产生,实现叶盘磨抛加工轨迹规划过程中必须采用合理的避涉处理算法进行求解,其基本思想就是将结构不规则、计算量大的自由曲面物体的碰撞检测问题转化为结构简单、容易计算的规则几何体的碰撞问题[4]。这种思想既满足了碰撞点快速识别的要求,又很大程度上减少了计算量。
部分国内外学者针对加工干涉难题研究并提出了一些碰撞检测算法。Lin等[5]对刀具进行包围盒建模,通过比较刀具包围盒和刀触点处加工曲面的法向曲率,利用Mathematica生成无干涉加工路径,但是该算法需要计算每个刀触点所有加工曲面的法向曲率,计算量较大、效率较低。Qu等[6]对多对象碰撞检测问题提出了混合包围盒的建模方法,该方法通过降维运算控制不同的检测模式,但该方法的计算较为冗杂,其构建的混合包围盒不易进行避涉处理分析。邵晓东等[7]通过构造自适应检测线,将加工过程中的碰撞检测由体体求交问题转化为线体求交问题,提高了检测效率,但是容易出现检测遗漏和嵌入的现象。
本文提出一种兼顾精度与效率的碰撞检测算法和对应不同碰撞方式的工具避涉策略。对磨具进行分层有向包围盒(Oriented Bounding Box,OBB)构建,并对叶盘空间进行八叉树固定点数划分,而后利用分离轴理论实现对干涉点的准确识别,不但提高了干涉点的检测精度,而且保证了检测效率。同时,根据不同的碰撞方式自动调整磨具的相关参数及包围盒矢量实现不同碰撞状况下的避涉处理。最终,开发了相应的可视化软件,并在企业实际加工中成功验证了算法的有效性。
1 磨具的层次包围盒建模方法
目前轴对齐包围盒(Axis Align Bounding Box, AABB)、球包围盒、OBB等在碰撞检测领域的研究和应用最为广泛。Bergen等[8]提出的AABB包围盒是研究最早的包围盒,如图1a所示;Bradshaw等[9]提出球包围盒,如图1b所示。由图可见,这两种包围盒冗余空间较多、精度较差。Gottcshalk等[10]提出的OBB包围盒是根据物体的几何特征进行轴向包围,如图1c所示,因此它较以上两种包围盒显著提升了包络精度,同时减少了碰撞检测时相交包围盒的个数。基于此,本文选用OBB包围盒开展研究。

1.1 OBB包围盒理论
OBB包围盒拥有3个随空间物体转动的坐标轴,可实现物体的最小包络,如图2所示。O代表长方体的中心点,Vec[3]代表长方体的3个坐标轴矢量,Side[3]代表此长方体的3条边长。结合图1和图2可得,对物体包络紧密性影响最大的因素是包围盒的坐标轴方向,其次是该方向上将物体包络的包围盒最小尺寸[11]。

1.2 磨具层次包围盒的构建
本文选取百页轮式磨轮为磨具,根据实际工件可将磨轮柄和磨轮简化成两个不同直径的圆柱体,其简化模型如图3a所示。由上述可知,建立OBB需要找一个合适的轴向方向,从而保证紧密性最好,由简化模型图可知显然两个圆柱的中轴线应为建立OBB包围盒的最好方向(即磨头柄和磨头的中轴线),另外两个坐标轴则平行于磨具刀柄的横截面。根据此方法可建立如图3b所示的OBB模型。

如图4a所示为磨轮单层OBB包围盒的轴向平面示意图,图中白色区域为磨轮部分,深色区域为OBB包络磨轮后的冗余量。设包围盒的对角线与磨轮直径的差值为2ΔR,令ΔR为包围盒误差,可得:
(1)
虽然图4a所示的单层OBB模型较其他包围盒已经取得更好的包络效果,但从图中的深色区域可以看出冗余空间依然较大。

为提高建模准确度,减少计算机求解时间,本文以层次包围盒[12]的思路,将如图4a所示的OBB作为第一层,然后对该层包围盒分层处理,即每90°均匀阵列4个子OBB(OBB1,OBB2,OBB3,OBB4)对磨头进行包络,如图4b所示。从图中可看出OBB分层处理后深色区域面积更小,即冗余部分更小,其所代替的磨轮精度更高,同理计算包围盒误差ΔR为:
ΔR=R/cos(π/8)-R=0.08R。
(2)
通过该方法最终构建了如图5所示的OBB层次包围盒模型,其包络性更好、冗余量更小、精度更高。

2 加工空间的八叉树分割法
八叉树分割法是一种通过三维空间树状数据结构来划分目标物体,将其分成若干空间块以表示目标物体的一种方法[13]。八叉树的每个节点将它所代表的空间均分为8个子空间,该父节点即为8个子空间的中心点。同理,每个子空间也有子空间节点,故每个父节点的体积正好等于8个子节点表示的体积之和[14]。由于整体叶盘的叶片为自由曲面,其在加工轨迹规划中的刀具点具有不均匀性,本文采用一种八叉树固定点数分割方法,即每个满足条件的树节点包含固定点数。其算法流程如图6所示。
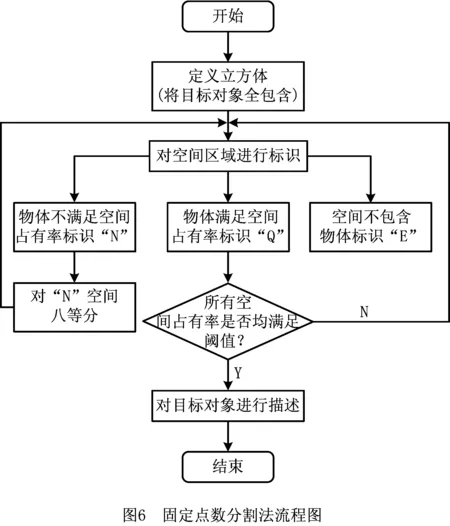
由该分割算法,本文首先提取整体叶盘叶片加工曲面的点云数据,然后对其点云空间进行划分,判断每个八叉树节点包含的点集数量是否满足设定阈值,最后实现了对单个叶片的八叉树分割处理,如图7所示。

3 碰撞检测算法及避涉处理
3.1 分离轴定理
该定理基本原理[15]:如果在目标物体的三维空间中能找到一条轴,令两个目标物体分别对该轴进行投影,同时在该轴上找不到重合的投影部分,则将这条轴定义为分离轴。若在三维空间中的两个物体可以找到这样一条满足条件的分离轴,则表示这两个物体没有相交部分。
3.2 碰撞检测算法原理及流程

由上文可知,OBB为空间标准六面体,故其得到的边长信息可以通过数学分析方法得到相关联系。基于此,本文将OBBa和OBBb各个顶点投影在分离轴n上,判断其投影连线是否有重合部分,从而确定两个包围盒是否相交。显然,整个包围盒和各个包围盒在分离轴上均有投影,且其中心点的投影应在同一条轴线上。将Ca和Cb在分离轴n上的投影连线构成的矢量,长度为L,即
L=CaCbn/|n|。
(3)
式中
(4)
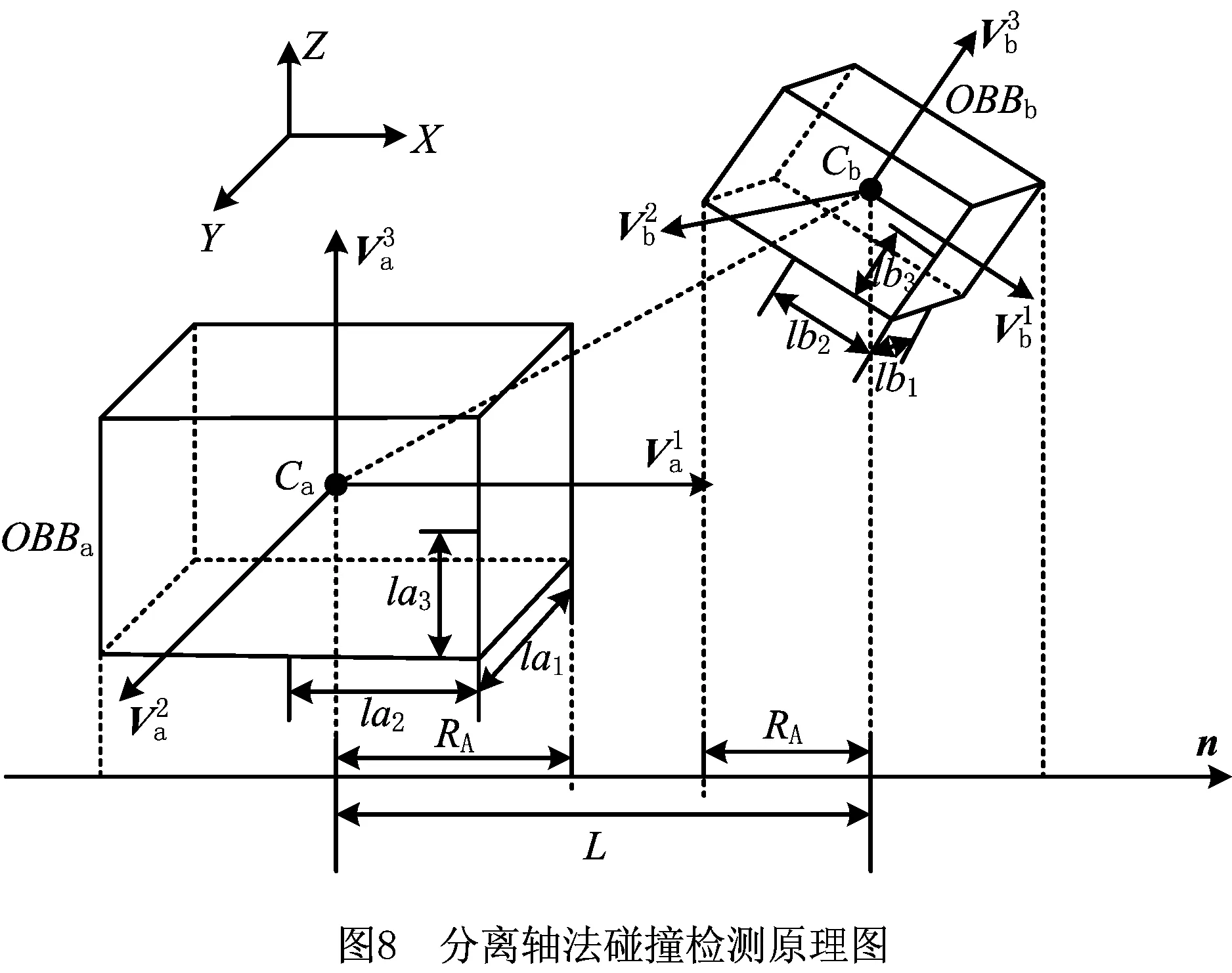
根据图8投影,可得到两个包围盒在分离轴上的边长投影和中心点投影,从而得到正交边投影的半边长度和两个中心点投影连线的长度。若中心点投影Ca和Cb的连线长度L大于对应的正交边投影半边长度之和,即
L>RA+RB,
(5)
则表明两个包围盒没有相交,反之则相交。
式中RA与RB分别为OBBa和OBBb的中心点及顶点在分离轴上的投影连线长度:
(6)
(7)
联立式(6)和式(7),代入式(5)得:
(8)
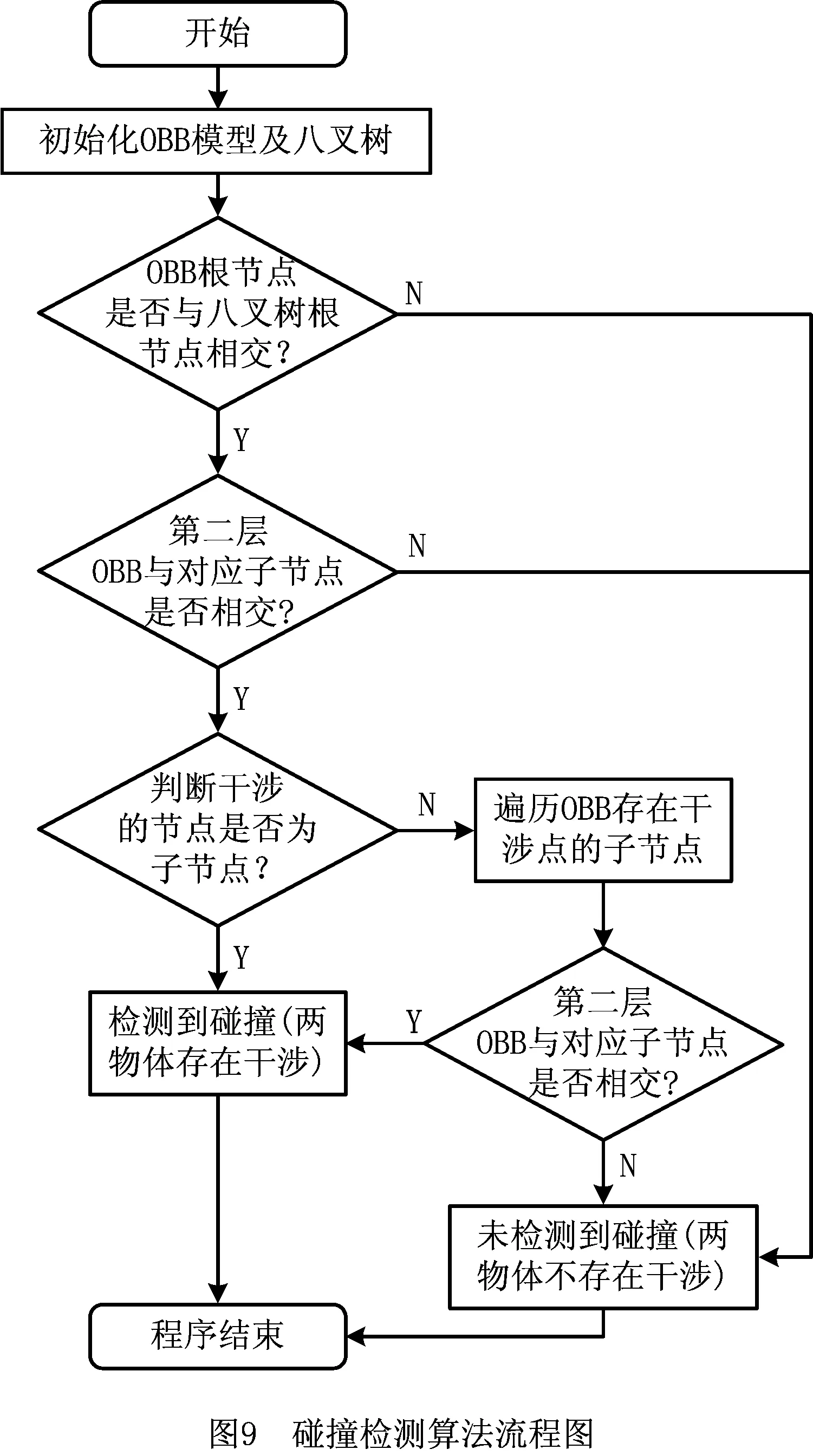
根据上文构建的磨具分层包围盒及叶盘的八叉树空间模型,具体的分层碰撞检测流程如图9所示。
3.3 避涉处理策略原理及流程
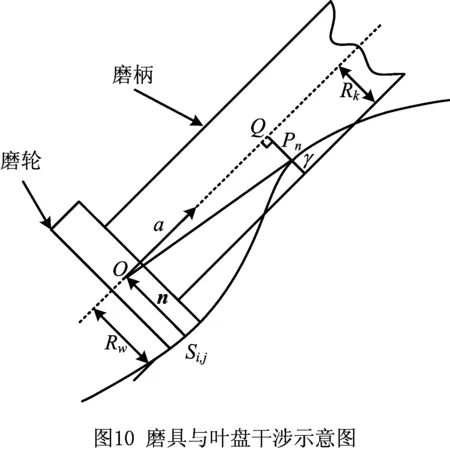
磨抛加工整体叶盘时极易发生碰刀现象,尤其在加工叶根部分时,磨具柄很容易跟叶冠发生滑擦干涉,严重时将直接导致不可逆性破坏[16]。为实现加工避涉,需要精确计算叶盘与磨具的碰撞干涉量,如图10所示。设Rw为磨轮半径,Rk为磨柄半径,Si,j为当前磨抛点,n和a分别为磨抛点的法向矢量和轴向矢量;存在干涉的叶子节点为Pn(n=0,1,2,…),且最大干涉量为γ。根据如图10所示的关系可得干涉量的计算公式为:
γ=Rk-QPn=Rk-(OPn-OQ)。
(9)
式中O点为刀心点,坐标可以通过磨抛点Si,j在法矢方向偏移Rw计算得到。
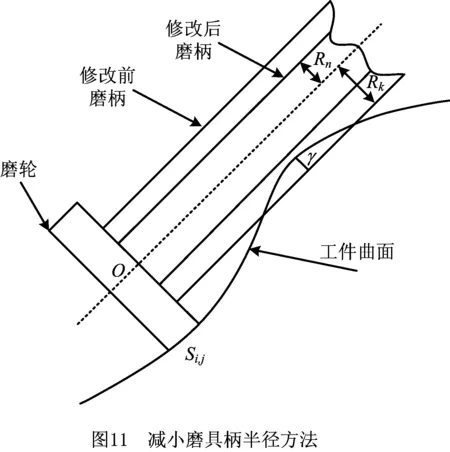
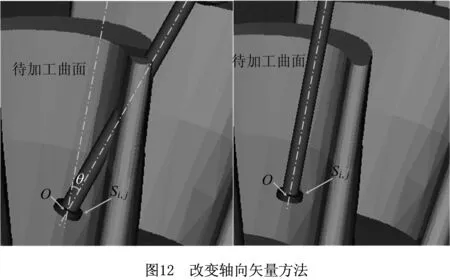
磨具避涉策略如下:在磨削加工过程中,若磨具与叶片干涉量较小,如滑擦干涉时,采用直接减少磨具柄半径的方法,如图11所示;但当干涉量较大,如直接碰撞无法加工时,则采用在减少磨具柄半径的同时更正磨具OBB分层包围盒轴向方向的方法来规避碰撞,如图12所示,图中θ为磨具柄矢量绕刀心点进行旋转的修正角度。通过修正磨具柄角度保证磨具柄与叶片曲面不发生干涉,即磨具柄包围盒轴向矢量与叶片曲面的夹角应大于磨具柄与叶片刚接触到时的最小夹角。
同时,在修正磨具柄包围盒轴向矢量时,应使磨抛点处于加工允差范围内。建立的磨抛加工弦高差模型如图13所示,图中Si,j和Si+1,j分别为前后磨抛点,ε为相邻磨抛点之间的弦高误差,+εmax和-εmax分别为上下加工允差,R为对应磨抛点的曲率半径,L为相邻磨抛点的间距。
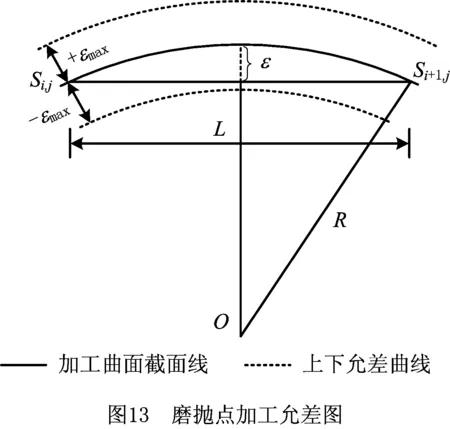
根据该误差模型,得到如下关系式:
(10)
可知,满足关系即可保证磨抛加工精度。式中δ为指定的极小正数。
根据前文提到的避涉思路,在磨削加工轨迹规划中判断磨具与叶片干涉量,进行避涉处理。若其干涉量满足磨具柄最小要求,则直接改变半径;若不满足要求,则改变磨具的轴向矢量。具体避涉策略流程图如图14所示。

4 算法实验验证
本文从两方面对提出的碰撞检测算法和避涉策略的有效性进行验证:①开发了配套的叶片碰撞检测及规避软件进行算法验证;②通过加工实验的方式进行验证。
4.1 软件开发验证
本文开发的软件系统结合OpenGL库[17-19],其实现的主要功能包括:叶片磨削加工的轨迹规划功能、碰撞检测功能和避涉处理功能。
首先通过等U/V参数、等步长、螺旋、自适应等方式实现对叶片磨削加工的轨迹规划,然后根据加工轨迹模拟加工,结合本文算法实现碰撞检测及避涉处理,最终可以输出无干涉加工轨迹。软件相关界面和功能如图15~图17所示。



同时本文对每一种磨抛加工方式的加工轨迹都进行了碰撞检测及避涉处理实验。算法效果及效率如表1所示,表中的碰撞点数即为在磨抛加工过程中出现干涉的点位,同时表中相应给出了碰撞检测的计算时间和避涉处理的计算时间。从表1可以看出,本文算法对于磨抛加工避涉取得了很好的效果。

表1 不同磨抛加工方式避涉处理结果及效率
4.2 加工实验验证
本文在某航空发动机企业的数控五轴设备上进行了整体叶盘的磨抛加工实验。利用本文开发的避涉处理软件,完成避涉处理后的自适应磨抛加工程序编制,并对铣削后的整体叶盘叶片型面进行磨抛加工试验,磨轮采用百页轮方式,如图18所示。

在实际加工过程中实现了有效的避涉处理,百页轮磨具与叶盘不会发生任何干涉,还可灵活选用等U/V、等步长、自适应及螺旋方式的加工编程方式实现避涉。本文从叶盘磨抛加工精度和加工后的表面粗糙度两个方面对本文提出的碰撞检测及避涉处理算法于不同加工方式下的进行了验证,从而表明了本文方法的合理性和有效性,完全可用于指导整体叶盘的实际磨抛加工。
首先,本文对磨抛加工前后的叶盘某叶片某处截面轮廓的三坐标测量机(Coordinate Measuring Machine, CMM)的测量数据进行了对比分析,如图19和图20所示。可以看出,在加工前的该处截面叶片轮廓有多个超差区域,加工后叶片轮廓基本都在公差范围内。


通过分析叶片轮廓理论数据和CMM测量数据得到叶片误差数据,如表2和表3所示。表2和表3分别展示了采用该法磨抛加工前后叶片截面不同区域的误差分布情况,表中A区域为叶片前缘、B区域为叶背、C区域为叶片后缘及D区域为叶盆。由图19可看出,实际加工过程中叶缘部分(A、C区域)的加工难度较叶中部分(B、D区域)更高,加工精度不易保证,根据中航工业标准“HB 5647-98”,叶缘轮廓度偏差应小于0.05 mm,叶中的轮廓度偏差应小于0.06 mm。通过加工前后误差数据对比分析可见,叶缘部分中A区域的平均误差从0.080 5 mm降低至0.034 4 mm,C区域的平均误差从0.085 5 mm降低至0.038 1 mm,较好地满足了相关要求;叶中的B区域的平均误差从0.072 0 mm降低至0.024 6 mm,D区域的平均误差从0.067 4 mm降低至0.023 5 mm,同样达到了企业实际技术要求。因此,在实际加工测试中,本文提出的方法不但有效实现了磨头的避涉加工处理,而且较好地保证了叶缘及叶中的磨抛加工精度。

表2 加工前各区域误差 mm

表3 加工后各区域误差 mm
其次,通过表面粗糙度仪对叶盘某叶片进行粗糙度测量,对比分析磨抛加工前后的叶片表面粗糙度情况,如图21所示。图中给出了叶盆、叶背、前缘和后缘4部分的粗糙度测量值,可见通过磨抛加工实验后,该叶片的表面粗糙度已经由Ra3.0~Ra4.0降至Ra0.8以下,完全满足中航工业标准“HB 5647-98”的要求。

5 结束语
本文提出一种基于八叉树及分层包围盒建模的碰撞检测算法和对应不同碰撞方式的工具避涉策略,得出如下主要结论:
(1)对叶盘磨抛加工空间进行八叉树划分及对磨头进行层次包围盒建模,利用分离轴理论对磨抛加工碰撞点进行准确识别,提升了磨抛加工碰撞检测的效率及精度。
(2)根据不同碰撞方式,自动调整磨具分层包围盒的轴向矢量及磨具尺寸参数实现磨抛加工避涉处理。
(3)开发了碰撞检测及避涉软件,通过软件可以实现相应的磨抛加工仿真功能并实现避涉。
(4)通过加工实验验证了本文碰撞避涉方法的有效性,并较好地满足了航发整体叶盘的磨抛加工要求。
但是,本文仅实现了在航发整体叶盘叶片磨抛中的碰撞检测及避涉处理研究,还未能在更为复杂的叶盘样件如闭式叶盘进行加工碰撞模拟检测及规避处理研究。未来的研究中,一方面将继续优化碰撞检测算法,另一方面还将开展更多更复杂曲面的碰撞检测及避涉处理研究。
