薄壁陀螺框架零件位置精度的测量
2021-01-13北方光电股份有限公司陕西西安710043刘建斌程会民贾建林
■北方光电股份有限公司 (陕西西安 710043) 刘建斌 张 勇 刘 晓 程会民 贾建林
某精确制导产品陀螺框架零件外形结构如图1 所示,截面尺寸约1 2 0 m m×1 2 0 m m,两端通过φ 72m m×φ 57m m、φ 53m m×φ 17m m的圆环面联接,框架高度25mm,各处最大壁厚不足5mm。零件轴承安装部位尺寸标准公差等级I T6,要求φ17mm孔相对φ57mm基准孔的同轴度≤0.01mm,φ9mm外圆、φ6mm孔相对φ10mm基准孔的同轴度≤0.01mm,圆环端面相对基准轴线的垂直度≤0.012mm。零件整体结构刚性差,受定位基准的面型精度、压紧方式及测量方法等因素的影响,测量结果离散程度大,零件尺寸精度、位置精度不易保证,属典型的工艺瓶颈问题。

图1 薄壁陀螺框架结构示意
1. 工艺方案分析
根据产品设计状态,零件毛坯采用φ165 mm、长80mm的2A12-T4铝合金棒料,加工工艺划分成粗加工、半精加工和精加工3个阶段。粗加工时,先用普通金属切削设备加工出线切割粗基准,使用线切割和电脉冲设备加工出零件整体轮廓后,再安排热处理时效,均化零件内部应力;半精加工时,先精铣、铲研定位基准面,保证定位基准面的平面度<0.005mm,夹紧面与定位基准面的平行度<0.01mm,再加工四周孔系及端面,进行二次热处理时效,均化零件切削时产生的应力;精加工前,检查定位基准面,使用力矩扳手控制压紧力,防止零件变形,再精加工两侧孔系及端面。
从零件整体结构功能分析,零件两侧孔系及端面的位置精度直接影响其功能的实现,工艺设计时必须采用基准统一原则。受零件结构限制,只能选择零件框架两侧长度110mm、宽度4.5mm的棱边底面作为定位基准面,高度25mm的顶面上夹紧。在精密卧式加工中心进行陀螺框架零件四周孔系及端面最终加工,设备主轴精度和B轴回转精度能满足该零件的加工要求。但由于零件定位面分布在两侧且底面棱边狭长,整体结构刚性差,要保证其平面度0.005mm、平行度0.01mm的工艺要求极难,其接触精度、压紧引起的变形对零件尺寸精度、位置精度影响很大。
2. 测量问题分析
测量时受量具或量仪精度、测量环境及测量人员等因素影响,基准形状误差对零件测量结果影响很大。如图2所示,测量时先将基准孔d1调校到理论正确位置,再判断被测孔d2两端A、B相对基准孔的差异,然后通过计算确定位置精度。由于薄壁陀螺框架零件设计基准短,而被测圆柱相对基准跨距大,若6mm长的基准孔两个测量截面校正误差为0.002mm、被测孔跨距为120m m,则将引入基准误差0.002×120/6=0.040(mm)。在图1所示零件实际加工过程中,若以φ 57mm孔为基准孔,测量φ 17mm孔相对基准孔的同轴度为0.01mm,受上述因素的影响,测量结果离散度大、重复性差,易产生零件误判问题。
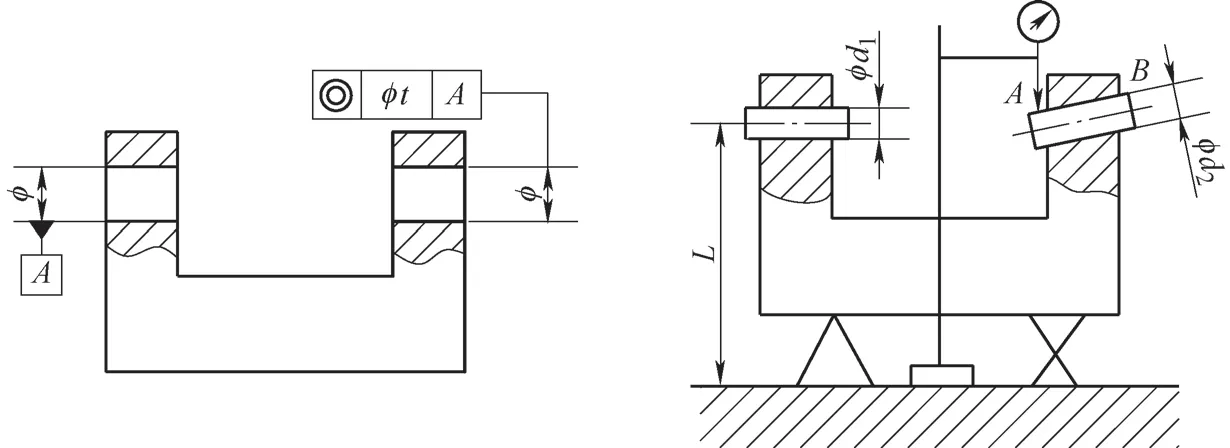
图2 基准误差对测量精度的影响分析
3. 测量方法分析
实际被测轴线为被测要素各正截面轮廓的中心点连线,其轮廓中心点为该轮廓由最小区域圆法、最小二乘圆法、最小外接圆法和最大内接圆法确定的理想圆中心。在三坐标测量机测量零件同轴度误差时,先要按上述方法确定实际基准轴线和实际被测轴线,再以拟合基准轴线为轴线包容实际被测轴线,得到具有最小直径的圆柱面内的区域,则该圆柱面内的区域即为同轴度误差。也可以在满足零件功能要求的前提下,采用下述近似方法体现:①以各横向截面轮廓中心点建立实际公共基准轴线,再通过最小包容圆柱轴线或最小二乘中线确定基准轴线。②以基准要素两端横向截面轮廓中心点的连线作为基准轴线。由于基准轴线和被测轴线建立方法不同,测量误差也就不同,测量结果的精确性差异很大,因此针对不同结构零件,有必要分析确定最佳测量方法。
4. 测量方法的确定
先在图1所示薄壁陀螺框架零件上,分别用三坐标测量机从左到右以等间隔采集φ 57mm基准孔、φ17mm被测孔的3个正截面,然后用前述不同方法进行数据处理,获得基准孔轮廓中心点Ⅰ、Ⅱ、Ⅲ和被测孔轮廓中心点Ⅳ、Ⅴ、Ⅵ,拟合得到被测要素的同轴度误差见表1。
由表1可知,基准孔和被测孔正截面轮廓中心采用最小二乘圆法获得后,以Ⅰ~Ⅵ这6个点共同拟合的公共轴线作为测量基准,再用最小包容区域法评定同轴度误差,测量的同轴度结果最小,满足零件位置精度的要求,应是薄壁陀螺框架零件的最佳测量方法。
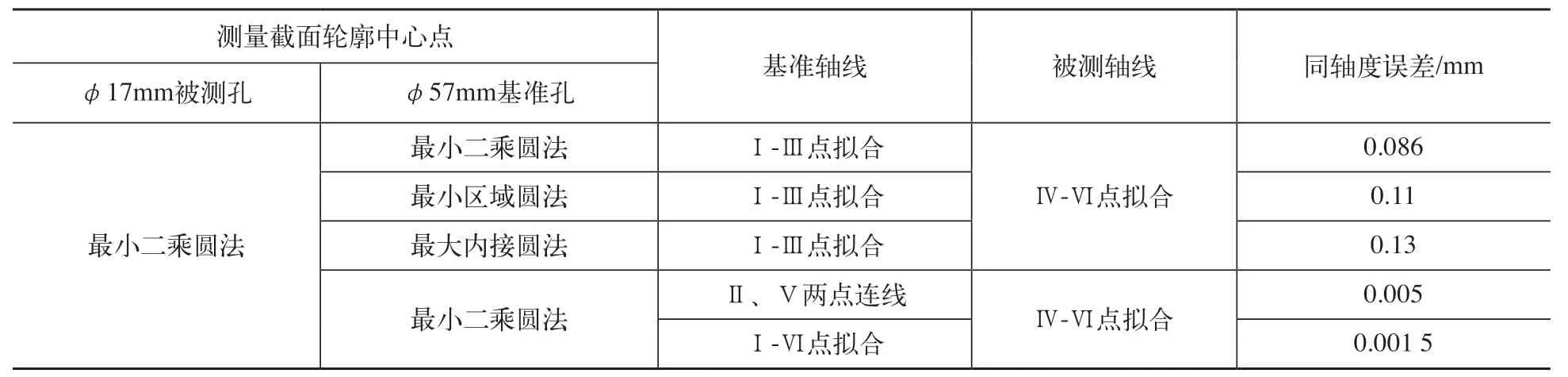
表1 同轴度误差测量结果
5. 结语
对5 0 件薄壁陀螺框架零件的同轴度进行测量方法改进前后的对比测量,改进前测量的同轴度最大为0.016m m、最小为0.005m m,平均测量结果为0.008 5mm,其中还有12件不满足零件位置精度要求;采用改进后的最佳测量方法,测得同轴度最大为0.009mm、最小为0.002mm,平均测量结果为0.004 3mm,其中测量结果<0.005mm的达到33件,零件位置精度都满足要求,且反复测量结果稳定,波动很小。说明改进后的测量方法能够实现薄壁陀螺框架零件位置精度的准确测量。