基于田口方法与灰色关联分析的FDM 3D打印工艺
2021-01-13陈鹏飞刘亚洁莫立东
陈鹏飞 ,何 冰 ,2,刘亚洁 ,莫立东
(1.江苏徐工工程机械研究院有限公司,江苏 徐州221004;2.高端工程机械智能制造国家重点实验室,江苏 徐州221004)
0 引言
FDM(Fused Deposition Modeling,熔融沉积成型)3D打印技术因打印设备系统结构简单、维护保养成本低、设备易于操作等特征,已经广泛应用于工业产品设计、艺术造型展示、教育医疗模型演示等方面,加快了产品设计定型,降低了产品开发成本[1]。
影响FDM工艺的3D打印产品质量因素众多,开展多工艺参数相互关联研究及不同打印设备最优工艺参数的研究,能够提升打印件成型质量,提高打印设备打印性能[2]。目前3D打印设备相关测试标准缺乏,设备打印工艺往往需要根据各个设备试验测定。因此,需要对众多影响打印质量的工艺参数进行分析测试,建立最优的工艺参数组合。
田口试验方法的特点是“均匀分散、齐整可比”,非常擅长分析优化诸如3D打印工艺参数类应用因素众多的事项[3],然而田口试验方法仅适用于单因素参数优化,对于多参数目标的优化并不适用。李生鹏等[4]利用灰色关联分析,将多目标优化问题,转换为单目标优化问题,获得FDM工艺打印零件力学性能试验的最优工艺参数组合。因此本文通过田口+灰色关联方法,开展多目标工艺参数优化,以FDM工艺打印设备打印件成型质量为优化目标,进行3D打印成型工艺参数组合打印测试分析,获取最佳工艺参数组合。
1 FDM打印工艺优化参数确定
在进行零部件的3D打印工作之前,首先进行打印零件数据的分层切片处理,其中丝材直径、设备喷头直径、打印层厚在分层切片软件中设置;填充方式影响打印过程中的路径规划,设备操作人员在分层切片软件中选择;设备的打印速度、保温温度、打印温度直接影响3D打印设备各部件的运行。
由于本文研究方向为3D打印件表面成型质量,具体体现为打印件尺寸精度、表面粗糙度。对于影响打印件内部质量的填充方式、由打印设备特性决定的丝材直径因素可不考虑,因此本文只进行打印温度、保温温度、打印速度、打印层厚、喷头直径5个工艺参数的优化分析。
2 FDM打印工艺田口试验
2.1 试验条件
(1)试验设备:自制桌面式3D打印机;
(2)切片处理软件:Repetiter-Host;
(3)打印模型如图1所示;
(4)待测数据及质保:直线精度、圆孔精度;按照JB/T20317-2006标准测试。
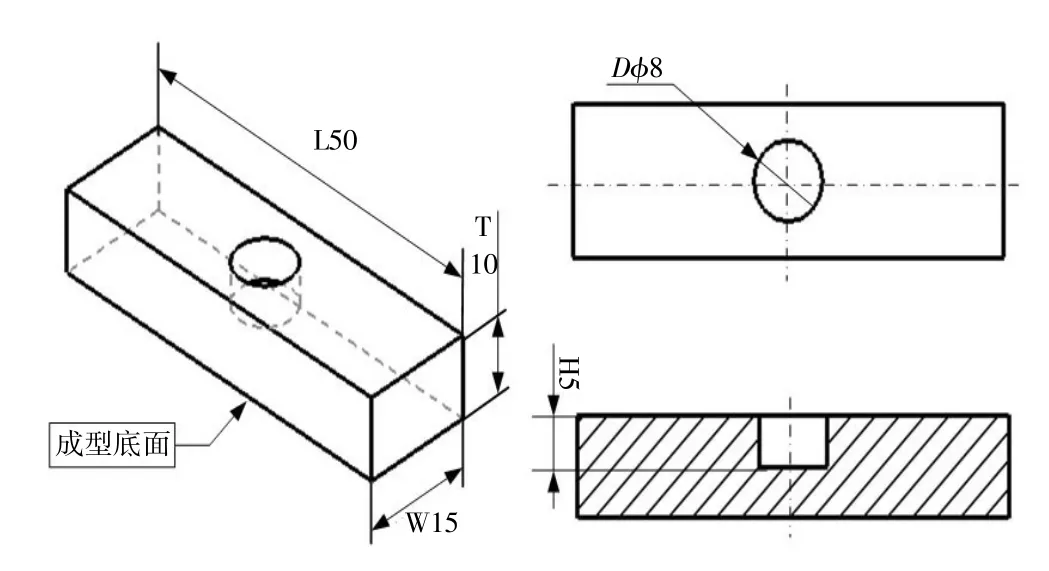
图1 试验样机模型图
2.2 田口试验设计
根据打印材料及3D打印机的特点,进行五因子三水平试验设计。因子水平如表1所示。由田口试验的设计方法,本文采用L27(34)直交表,共需进行27组试验。试验的目标是研究5个因子对试件的长度L、宽度W、高度V、孔直径D、孔深H五个尺寸误差及打印时间T的影响,这6个目标指标的值称为响应。
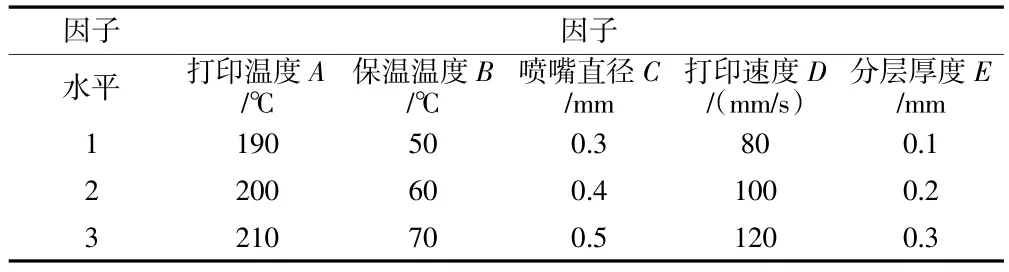
表1 因子水平表
2.3 田口试验结果
试验打印生成27个试样,并进行6目标值的测量,如图2所示。

图23 D打印试样
求取各尺寸误差,计算方法如下式

式中,x′为实际测量值(mm);x为设计值(mm);△x为误差(mm)。
3 田口与灰色关联度分析
田口试验方法特征值为信噪比(S/N),通过寻求点的最佳优化设计目标而达到数据的改善。同时,由于每个因子都有各自的计量单位,不同因子原始数据的量纲和单位可能存在差异,因此在进行灰色关联分析之前,需要先进行无量纲处理,将无量纲处理后的各因子水平的响应信噪比作为比较数据列,则灰色关联度越大,该因子水平的性能越好,将多目标优化问题简化为单目标优化[5]。
3.1 田口分析求解信噪比
无论测试目标何种特性,信噪比(S/N)越大,性能越好。由于尺寸误差及打印时间的目标均是尽可能小,故均采用望小特性。望小特性信噪比计算公式为:
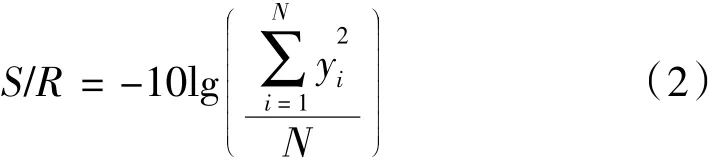
式中,N为同一试验参数下的试验次数,本文取N=1;yi为每次试验的响应。
3.2 灰色关联度分析
求解采用望大特性计算,对田口分析信噪比(S/N)数值进行无量纲处理。
式中,yij为第i次试验第j项指标的原始值;Xij为无量纲处理后的值。
求解无量纲信噪比(S/N)值的灰色关系系数

式中为第j项指标的理想无量纲化值,本文中希望信噪比无量纲值尽可能大,故该值为1;ζ为分辨系数,本文0.5;
假定每个影响因子的权重相等,可以求得测试值的灰色关联度值γi:

由于假设各指标权重相等,故等于该次试验各项指标灰色关联系数的均值。
3.3 测试结果优化分析
根据上述田口分析及灰色关联度分析求解过程,进行测试数据分析计算,得出各因子水平下的灰色关联度相应数值表2。

表2 各因子水平灰色关联度数值
同时有表格可以完成灰色关联度主效应图的绘制,如图3所示。
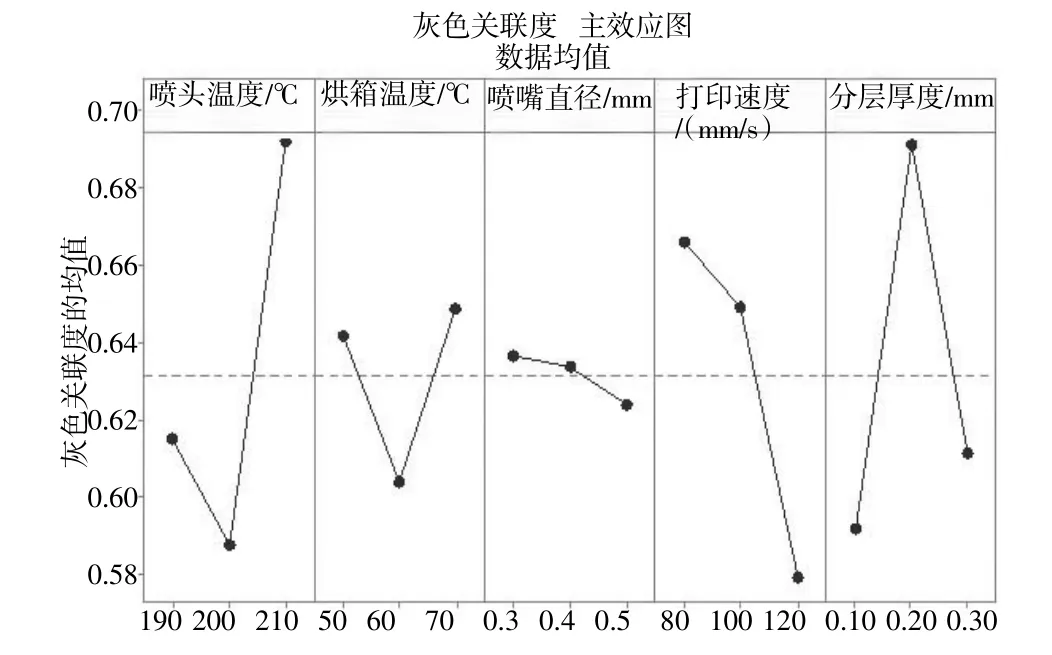
图3 打印工艺参数灰色关联度主效应图
由图可得出最佳参数组合为A3B3C1 D1E2,即:打印温度210℃,保温温度70℃,喷嘴直径0.3 mm,打印速度80 mm/s,分层厚度0.2 mm。
3.4 试验验证
基于上述最优工艺参数组合,进行标准试样打印,并测试试样的尺寸精度和表面粗糙度,如图4所示。经测试,标准试样尺寸精度均值为0.12 mm/100 mm,表面粗糙度为 12.256 μm。

图4 试验验证打印标准试样
同时将该工艺参数组合应用于大尺寸零件制造中,如图5。打印件的尺寸精度较高,满足零部件的设计需求。
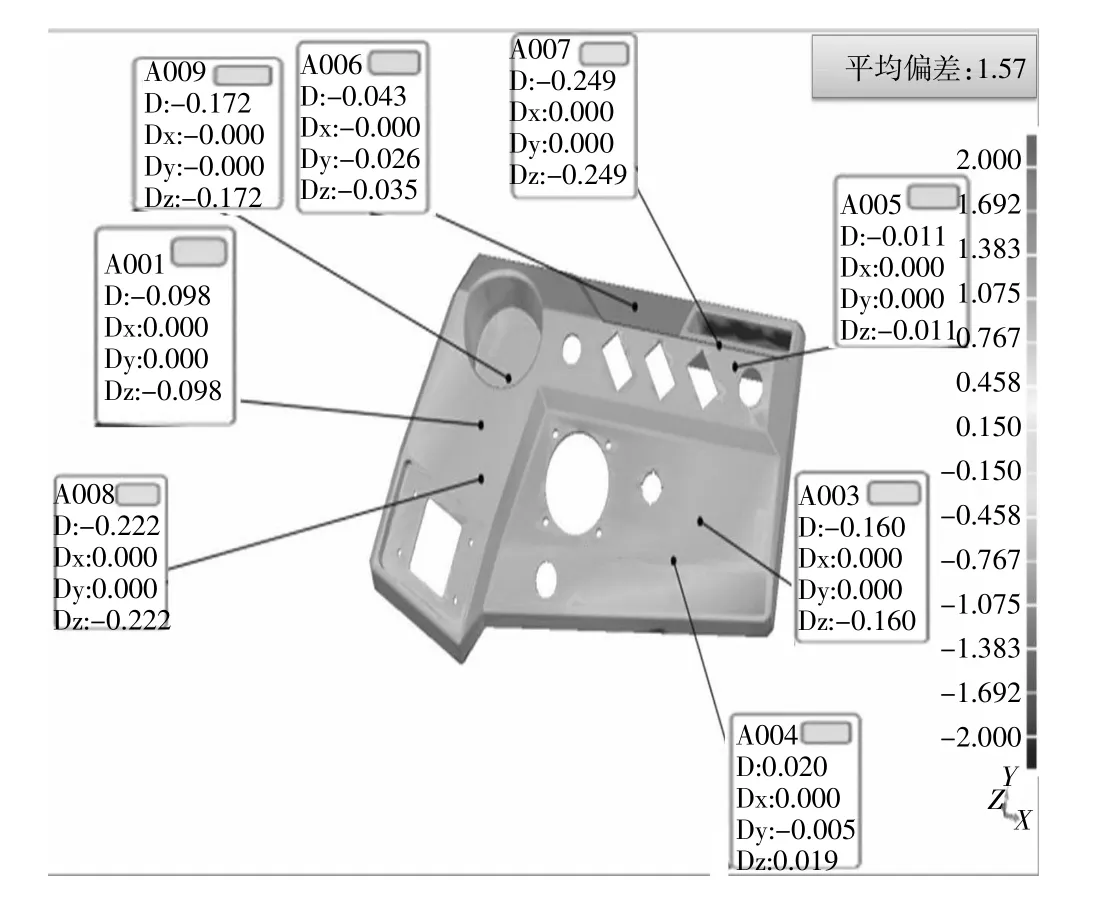
图5 大尺寸零件尺寸精度测试结果
4 结论
(1)采用田口方法进行大量试验,通过信噪比分析得出了打印温度、保温温度、打印速度、分层厚度、喷嘴直径五个主要工艺参数对打印件成型质量的影响,并通过灰色关联分析获得综合性能最优的参数组合为A3B3C1 D1E2。
(2)通过FDM工艺优化参数组合优化分析看出,对于多目标性能优化分析的问题,可通过田口试验方法+灰色关联度分析的方法,简化试验测试,迅速获得优化结果,推广应用于3D打印多因子打印工艺优化研究中。