降低GDX2000型包装机小包透明纸质量缺陷
2021-01-13张钱双燕张钱双娇彭静姝武梦琳
张钱双燕 张钱双娇 彭静姝 武梦琳
红塔烟草(集团)有限责任公司 云南 玉溪 653100
通过在C600烟包剔除工位进行人为剔除已完成透明纸包装的烟包的方式进行抽检,在GDX2000型包装机各种中质量缺陷中,小包透明纸质量缺陷最为严重,缺陷率高达0.31%,为了降低GDX 2000型包装机小包透明纸包装端部褶皱频次,通过对小包透明纸供给纸门真空气道进道进行合理设计以达到效果。
1 存在问题
通过理论分析可知,透明纸进入唇形片时导致产生的褶皱是造成的GDX 2000型包装机小包透明纸包装端褶皱的症结所在,而褶皱占比高达89.8%,缺陷率达到0.237%,如能有效解决透明纸进入唇形片时所产生的褶皱问题,就能大大降低小包透明纸质量缺陷。在预留10%的故障风险值下解决透明纸进入唇形片时褶皱的问题,并将单班小包透明纸的质量缺陷频率降低至0.108%
2 原因分析
烟包与透明纸接触时,端部的透明纸折叠区域受到真空的作用,受力方向与端部透明纸折叠方向相反,使得端部的透明纸在折叠过程中出现褶皱,最终使得小包透明纸包装端面褶皱。当封堵住对应的真空气孔时,小包透明纸端部褶皱自检频次大大减少。但出现了大量散包。说明真空气对小包端部透明纸褶皱的确产生了影响,散包的出现说明在纸门气路封堵上出现了设计失误,需要在后续对策只要对其进行优化,应该可以消除,确认了透明纸折叠区域有真空干扰。
3 详细技术内容
3.1 对策提出 当负压吸风带移动时,透明纸随着负压吸风带移动。在输送的过程中,由于纸门中下部的真空气孔堵塞,透明纸下沿会出现弓状变形,当弓状变形大到一定程度时,在其向下输送的过程中,透明纸下沿就会与吸气带输送通道中的其它构件相触碰。使透明纸输送不到位,而出现透明纸散包。对策构想:小包透明纸—消除折角区域;总对策:对小包透明纸供给纸门真空气道进行合理设计。
3.2 解决方法 由于导气片位于真空气路通道上方,需对导气片进行重新设计,就可改变小包透明纸所受的真空吸力情况,通过对设计导气片来实现对小包透明纸供给纸门真空气道的设计,优化小包透明纸供给纸门内透明纸折叠区域对应部分的真空气道结构,确定上下两端需要消除真空吸力的长度及上下两端所需要预留的间距,就可达到目标。导气片优化设计方案为:消除真空吸力上端长度11mm,下端长度11mm,上下间距22mm。
3.3 维修过程
a、绘制导气片图纸,确定主要尺寸
b、加工导气片
c、安装导气片。
针对小包透明纸质量缺陷频率进行调查统计,通过在C600烟包剔除工位进行人为剔除已完成透明纸包装的烟包的方式进行抽检,每30分钟剔除一次,每次剔除30包,每天抽样9600包,一周共抽检48000包,
4 成本及效益分析
4.1 经济效益 从对策实施至效果检查期(共三个月),节约烟用包装膜23500.8米,拉线23500.8米。
160000*30*15*(0.013%-0.045%)*3=146880包
146880*0.16=23500.8米
备注:假设每天每台设备产量为160000包,共15台设备,每包消耗包装膜及拉线各0.16m。
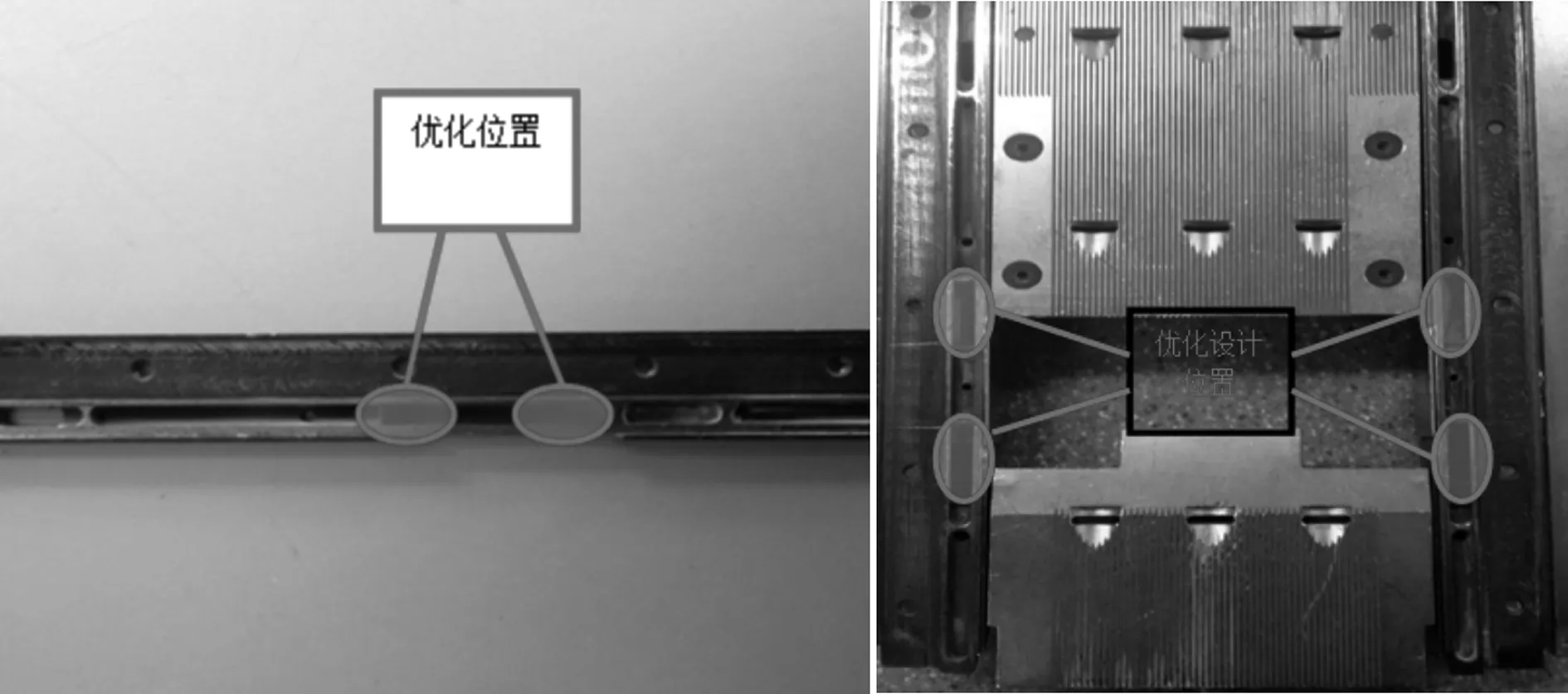
图1 改进后示意图
5 总结
回顾本次活动,在小组成员的共同努力下,攻关活动取得了明显成效,圆满达到了预期目标。小组在专业技术,对卷烟生产工艺和设备原原理知识有了更为深入的了解;掌握了试验设计、优化的方法及设备生产工艺参数的相互深层次联系,对PDCA循环有了进一步的认识,改进了大家处理问题的思维方式。
