镀锡线物料跟踪原理及应用
2021-01-04王会占蔡志全
王会占,蔡志全
(1.首钢京唐钢铁联合有限责任公司,河北 唐山 063200;2.唐山工业职业技术学院,河北 唐山 063299)
0 引言
镀锡机组是高强度连续生产的产线,物料跟踪(Material Tracking,简称MTR)是计算机过程控制系统中连续生产必不可少的一环,其主要目的是确定物料在生产线上的具体位置,为其他控制逻辑提供物料的位置信息,触发相应的其他控制功能并协调各控制功能间的数据通讯;同时在计算机人机界面(Human Machine Interface,简称HMI)跟踪画面显示当前物料的运行位置,便于操作人员直观了解和操作[1]。
物料跟踪包括钢卷跟踪与带钢跟踪。钢卷跟踪即静态(线下)跟踪,是指从入口上料区(开卷机区域)到出口下料区(卷取机区域)的钢卷信息跟踪;带钢跟踪即动态(线上)跟踪,是指从开卷机开卷直至卷取机卷曲的动态跟踪[2]。
1 MTR的功能
MTR的基本功能有2个,一是钢卷及带钢信息跟踪功能;二是通信接口功能。
钢卷跟踪是对钢卷带头位置进行跟踪;位置包括从第1个鞍座、开卷机至焊机、活套的入口区域,从电解清洗、电镀锡至钝化处理的工艺段区域,从卷取机至最后一个鞍座的出口区域。带钢跟踪是对开卷机至卷取机区域的带钢信息进行跟踪,包括钢卷号、宽度、厚度、长度、工艺处理方法等信息。
MTR的通信接口功能可以将二级下发的设定值传给子功能(如将张力的设定值传给LCO);钢卷下线后,MTR将成品卷的信息发给二级。MTR将带钢信息可视化,显示在HMI人机界面上[2]。在初始调试阶段,MTR还可以模拟带钢的运行。
2 MTR区域划分
为了跟踪的精确性,MTR会把整个生产线(从焊机到飞剪)划分为几个部分(section),每一部分再细分为一定数量的段(segment)。电镀锡生产线上一个完整的带钢分为9个区域,分别为入口段、入口活套1段和入口活套2段[3]、电清洗段、酸洗段、电镀锡段、后处理段、出口活套段、出口段。section划分,如图1。
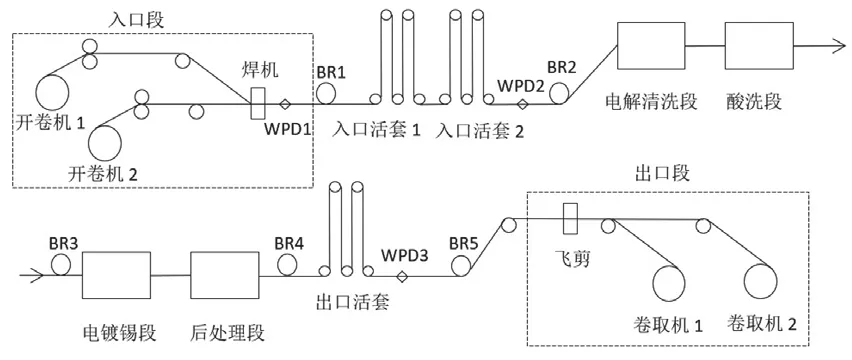
图1 section划分
每一部分又根据工艺要求分若干小段(最多可分为59个小段),在每一小段进行数据更新。segment划分示例,如图2。
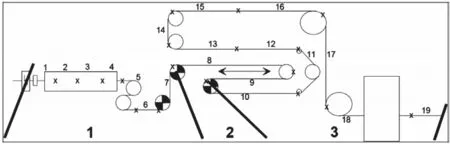
图2 segment划分示例
3 入口上卷跟踪
入口区域含有2个小车,2个开卷机,4个鞍座,MTR会使用电文来存储这些数据。通过小车的编码器位置信息、占位开关信号及光栅定位信号,反馈钢卷的位置变化,并通过HMI人机界面更新画面,确保画面显示的钢卷位置与实物一致。
当接收到小车移动、鞍座钢卷占位、小车下降、小车无钢卷占位信号后认为钢卷已从上卷小车放置到当前鞍座。相反,当检测到小车上升、小车钢卷占位、小车移动、鞍座无钢卷占位信号则认为小车从当前鞍座将钢卷取走。当检测到小车运送钢卷进入开卷机区域、开卷机膨胀信号后认为钢卷已从小车放置到开卷机上。
4 线跟踪
MTR进行线跟踪的起点为焊机,当MTR收到焊机发来的焊接完成信号后,开始进行生产线上带钢的跟踪与定位。HMI界面上焊接前后两卷钢卷的颜色是不同的,分界点为焊缝处。MTR主要通过检测编码器和焊缝检测仪2个信号计算和校正带钢的精确位置。全线各段的机械长度是固定的,在带钢运行时,MTR根据各部份的对应速度编码器的值,计算出带钢所走的长度,带头位置显示在HMI画面上,并根据长度变化进行移动[4];焊缝检测仪的作用是校正MTR计算的带钢长度与实际长度的误差,在焊缝检测仪处对带头位置进行校正,实现带钢同步的功能。
5 出口下卷跟踪
出口下卷跟踪是指从出口剪切到形成卷取机上一个产品卷开始,包括小车卸卷到梭车、步进梁接收钢卷,直至天车吊走的过程。运卷小车及梭车的编码器位置反馈给MTR,并在HMI界面上更新显示,实现动态跟踪。步进梁的光栅占位信号检测钢卷在某个鞍座的位置上,同时钢卷在HMI界面上对应的位置显示出来。
6 线同步功能
线同步又可称为带钢同步,是指通过 MTR 的同步功能强制把处理线上的带钢信息进行人为变更。带钢同步主要分为 2个部分。第1部分为入口开卷机上的钢卷同步,若发现钢卷信息在开卷机上显示错误,可在“Synchronization Entry”中将对应开卷机上的钢卷信息进行写入;带头位置与实际位置不符时,可通过定位光栅检测到的实际带头位置进行同步;也可以焊接状态进行同步[5],如果该钢卷已焊接完毕而HMI界面显示未焊接时,需按下“Welded”按钮。
7 常见故障分析
实际生产中,会遇到各种各样的物料跟踪故障,这里列举几个常见的故障。故障1,钢卷内圈松,开卷机打滑,导致编码器计算不准,带头位置显示到达焊机实际未到,无法焊接;故障处理方法,可手动点动该开卷机上的带钢,使带头到达焊机,然后使用带头同步功能,将带头重新同步到焊机。故障2,自动焊接失败,手动焊接成功后,HMI界面显示未焊接;故障处理方法,使用焊接同步功能,强制焊接完成信号。故障3,卷取机上卷号信息不对,打印标签错误;故障处理方法,使用卷号同步功能,手动输入卷号同步,重新打印标签。
8 结语
物料跟踪贯穿整个全连续镀锡自动控制系统功能的实现,它的合理与否也决定着自动控制系统的稳定性和可靠性。在HMI画面上有跟踪修正功能,以弥补跟踪信号误差引起的带钢定位错误。镀锡产线自投产以来,物料跟踪故障相对较少,其稳定运行是保证产品质量和产量的重要因素。
