Effect of Organic Loading on Biological Hydrogen Production from Sugarcane Wastewater Treated by ABR
2021-01-04CAOWenqianTANGQinyuanCHENGGuoling
CAO Wen-qian, TANG Qin-yuan, CHENG Guo-ling
(Northeast Forestry University 150040, Forestry College, Environmental Science))
Abstract: Hydrogen energy has gradually become an irreplaceable clean energy because of its advantages of economic and sustainable production. In this experiment, a new type of biological hydrogen production reactor, anaerobically baffle reactor, was used to study the operation of sucrose waste water for 40 days. The available hydrogen was prepared while the organic waste water was degraded, which provided a valuable reference for practical application.After successfully starting the reactor under the condition of low organic load, at the temperature of (35±1)℃, the pH value was controlled in the range of 6.9±0.1, and the organic load was increased in stages. When the COD was 5 599 mg/L, the total COD of the reactor was removed. The removal rate reached the highest, the peak value was 58.99%, and when the COD increased to 6 136 mg/L, the daily hydrogen production reached the highest value of 35.22 L·d. In general, the operation of the reactor is good, and the optimal COD value is 6 136 mg/L. At this time, the hydrogen-producing effect of the system is the best and the COD removal rate is less than the peak value.
Key words:anaerobic baffle reactor; biological hydrogen production; sugar cane wastewater; COD
0 preface
Coal and oil, which have long been used as fossil fuels in the regeneration cycle, are facing the problem of “living beyond their means” . In order to solve the energy crisis in the 1970s, hydrogen is the most promising alternative to fossil fuels.
With the growth of population and the development of industry, the negative impact of burning fossil fuels on the environment is becoming more and more serious. In the 1930s and 1960s, there were five air pollution incidents caused by industrial exhaust gas. In recent years, the frequent appearance of haze weather makes people pay more and more attention to the air quality, and hydrogen energy has once again become the focus of new energy research.
Hydrogen as a primary energy can not be obtained directly in nature, so there are still a number of hydrogen production methods that rely on the product[1]of the petroleum industry, the biological hydrogen production technology is considered as the cleanest hydrogen production method without the participation of fossil energy in the process of operation, and has the most development prospect.
As the substrates used in biohydrogen production are of a wide range of types[2], and most of them are “waste utilization”,[3]wastes from industrial, agricultural and animal husbandry life can be widely used, for example, food waste[4], Rice Straw[5], Corn Straw[6], Spinning Oil[7], waste water from slaughter and processing of meat and Poultry[8], etc., the development and application of bio-hydrogen technology brings new hope for resource utilization and environmental protection, because it can produce clean energy with high availability and Great Development Prospect while treating waste or harmful pollutants in different phases.
Water is the source of life, it can adjust the climate, transport material and shape the surface of the earth, and it is the closest link between man and nature. Due to people′s low awareness of environmental protection, it has led to a large amount of waste of water for urban living and agricultural irrigation, serious industrial pollution problems, inadequate protection of water sources, and the current situation of soil and water loss of 2949,100 square kilometers, the current situation of water resources in China is worrying.
As a rapidly developing country with a large population, China produces more than seventy billion cubic meters of sewage each year, and less than half of the sewage produced in cities is treated, the COD pollution quality load occupies the most important position, that is to say, the water pollution treatment in our country is mainly the organic matter treatment, how to treat the industrial, agricultural and domestic sewage efficiently and quickly becomes the important link to realize the sustainable development.
In this experiment, the anaerobic baffled reactor was used as the carrier to treat the high concentration organic wastewater which is widely existed in the industry and difficult to be treated, the new ideas of energy conservation, environmental protection and sustainable development have been realized.
1 Materials and methods
1.1 experimental apparatus
As shown in the diagram, the reactor is made of 80 L plexiglass with a length of 95 cm, a width of 12 cm and a height of 80 cm. The reactor is divided into five relatively independent compartments by four vertical down baffles. The volume of the first four compartments is 7.2 L, the volume of the fifth compartment is 14.4 L and the total effective volume is 43.2 L.
In order to reach the best effect of COD removal and bio-hydrogen production, a flow guide plate with an inclination of 60 was installed at the bottom of each compartment of the reactor, the guide plate replaces the agitator by dividing the compartments into an upflow chamber and a downflow chamber with a width ratio of 5:1.
In order to effectively retain the excess sludge and prevent the phenomenon of sludge loss, 10 cm cobble layer is arranged at the top of each compartment, cobble layer and activated carbon added to the reactor are used as the carrier of biofilm attachment, because of its porous state, activated carbon can provide great adhesion area for Biofilm, and it can fully contact with the materials in the reactor with the impact of influent water, it makes the reactor run well and the wastewater is treated efficiently and the hydrogen is produced relatively stably.
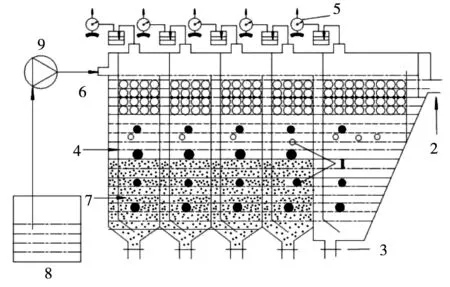
1-Sampling port 2-Water outlet 3-Sewage outlet 4-Guide plate 5-Gas flowmeter 6-Water inlet 7-Activated carbon 8-Water inlet tank 9-Water inlet pumpFig.1 ABR installation structure
1.2 Experimental waste water
In this experiment, sucrose waste water was used as the artificial sucrose solution in the laboratory, the quality of sucrose was calculated according to the COD value of the influent set in the experiment, and then the quality of ammonium chloride and Monopotassium phosphate was calculated according to the quality of sucrose added, to ensure the ratio of total carbon, total nitrogen and total phosphorus in anaerobic baffled reactor system is controlled in the most suitable range for microbial growth.
1.3 Laboratory activated sludge
At present, most of China′s urban sewage treatment methods are concentrated in activated sludge[9]. The activated sludge used in this experiment comes from the Secondary Sedimentation Tank of Wenchang sewage treatment plant in Harbin. The residual sludge from the secondary sedimentation tank is taken back and cultured by artificial aeration in the laboratory to reach the domestication standard before being put into the reactor for use.
1.4 Project analysis and testing methods
1.4.1 Determinat of pH
The pHS-25 acidity meter is used in the experiment instrument, and the standard measurement is enough.
1.4.2 Determinat of COD
Lianhua Technology 5B-3C(V8) COD ammonia nitrogen two-parameter determination instrument, experimental method using national standard method for determination.
1.4.3 Determination of the amount of hydrogen produced
The total gas production in the experiment can be obtained by using the LML-2 gas flow meter connected with the ABR, and then the gas component can be analyzed by GC7890-II gas chromatograph to calculate the hydrogen production.
1.5 Experimental method
Low organic load (COD of influent was 1 032 mg/L) was used to start the experiment, and the Ph of influent was maintained between 6.5 and 7.0 by adding Sodium bicarbonate.
When the start-up was successful, the influent COD concentration was 4 300 mg/L, the hydraulic retention time was set at 12 hours and the pH was stable in the range of 6.5~7.0 Because the short hydraulic retention time may cause the effective substances such as activated sludge in the system to be impinged out of the reactor and thus adversely affect the operation of the reactor, however, excessive hrt will lead to sludge deposition and then affect the mixing efficiency of the system so that COD removal rate and hydrogen production efficiency are significantly reduced, therefore, in this experiment, the hydraulic retention time is set to 12 hours in the reactor operation stage.
In order to make the reactor run stably and well, a five-day buffer stage is added between the start-up stage and the operation stage, during which the fluctuation of influent Ph is strictly controlled in the range of 6.9±0.1, the influent COD was gradually increased from 4 300±50 mg/L to 4 500±50 mg/L, which made the pH value, the rate of hydrogen production and the quantity of hydrogen production relatively stable. In order to maintain a relatively stable state in the system during the operation phase, the microbes in the reactor will have a buffer time when the influent COD is raised at each stage, that is to say, every 5 days, the influent COD of a certain concentration is increased periodically.
2 Results and discussion
2.1 Effect of influent COD change on COD removal rate
Fig.2 shows the change of COD removal rate in each compartment when the reactor enters the operation stage and the organic load is raised periodically, the COD removal rate of the reactor showed a trend of increasing at first and then fluctuating down.
When the organic load is relatively low (the COD concentration of influent is in the range of 4 500 mg/L~5 300 mg/L) , the COD removal rate increases gradually with the increase of organic load, and the increase rate is the largest in the second stage, followed by the first and third stages. During the five-day buffer period of the first and second stages, the COD removal rate gradually increased, and the increase range gradually increased, and the third stage COD removal rate tended to slow down. When comparing the removal rates of COD at different stages in parallel, the removal rates of COD on the first day of each stage were slightly lower than that on the last day of the previous stage, the capacity and efficiency of treating organic matter in wastewater are reduced, but after 1~2 days buffer, the removal rate of COD returns to a steady rising state, by which time the microorganism has adapted to the corresponding organic load value of each stage.
When the reactor runs to the fourth stage, when the influent COD rises to 5 600±50 mg/L, the increase rate of COD removal rate is the highest in this stage. At the 20 th day of operation of the reactor, the removal rate of COD in the system reached the maximum value of 58.99% . When the organic load of the influent was raised again, the removal rate of COD showed an increasing trend in the respective stages, but overall slightly decreased, it may be that the microorganisms in the system are temporarily unable to adapt to the organic load values in the current system. When the experiment entered the seventh stage, the removal rate of COD increased slightly in the fluctuation, and the data fluctuation tended to be flat.
The results show that the COD removal rate of each compartment is decreasing gradually, and the first compartment is the best, which accounts for 50%~70% of the total removal rate of the reactor, while the difference between two, three and four compartments is not significant, the fifth compartment had the lowest COD removal rate. The periodic changes of the data in each compartment are also different. The change of the COD removal rate in the first compartment fluctuates greatly with the organic load. The reason may be that the microorganisms in the first compartment first received the shock load for the longest time, the buffer condition required by the microorganism is higher, and the shock load of the chamber which is farther back is more moderate, and the fluctuation of the COD removal rate is smaller.
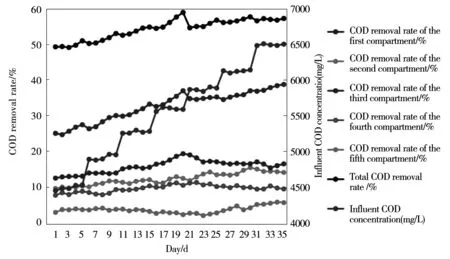
Fig.2 COD removal rate of ABR using sucrose wastewater as substrate
2.2 Effect of influent COD on hydrogen production efficiency
Fig. 2-2 shows the variation of the amount of hydrogen produced in each compartment when the reactor enters the operational stage and the organic loading of the influent is periodically increased, the hydrogen production capacity of the reactor showed an overall upward trend, after two fluctuations, the hydrogen production capacity gradually stabilized and slowly increased.
At the beginning of the operation stage (the COD concentration of influent is in the range of 4 500 mg/L~5 000 mg/L) , the total hydrogen production of the system increases rapidly in the fluctuation. In the first stage, the total hydrogen production of the system increases from 13.81 L/d to 18.07 L/d, with an average daily increase of 1.06 l, by the end of the second stage, hydrogen production had reached 25.01 L/d.
During the two periods of 10 days, the growth rate of hydrogen production was the highest, with an average daily growth rate of 1.24 L. In the middle period of operation (the COD concentration of influent is in the range of 5 200 mg/L~6 200 mg/L) , the hydrogen production of the system is still increasing, but compared with the initial period of operation, the increase rate is decreasing and the increase rate tends to slow down, and the increase in the third and fourth stages is in turn slowing down. Compared with the initial stage, the fluctuation range of hydrogen production from the third stage to the fourth stage and from the fourth stage to the fifth stage is larger than that from the first stage to the second stage. In the fifth stage of the reactor operation, the hydrogen production in the system has not increased greatly, after the 28th day of the hydrogen production of a very small downward fluctuation, in the influent COD is 6 136 mg/L, the reactor hydrogen production reached a peak of 35.22 L/d.
At the end of the operation stage (when the influent COD concentration is in the range of 6 200 mg/L to 6 500 mg/L) , the hydrogen production rate has already declined obviously. When the reactor continues to operate to the seventh stage, the hydrogen production rate in the system decreases in a small range fluctuation, and the decline is levelling off.
The hydrogen production capacity of the second compartment was the largest, accounting for 50.5%~63.9% of the total hydrogen production, followed by the third compartment, accounting for 13.8%~18.8%, and the first compartment, accounting for 10.2%~16.3% of the total hydrogen production, the hydrogen production rate in the fourth compartment is 7.5%~10.6% , the hydrogen production rate in the fifth compartment is the smallest, and the fluctuation of the hydrogen production rate is the smallest.
The hydrogen production in the first compartment is small and fluctuates obviously due to the shock loading. The hydrogen production in the second compartment is most likely due to the microbial species in the compartment, as the organic matter in the wastewater is continuously utilized by microorganisms along the reactor path, the hydrogen-producing Matrix in the wastewater flowing through the third and fourth compartments is greatly reduced compared with the former two schemes, and the amount of hydrogen produced by these two schemes is also very small, the volume of the fifth compartment is twice that of the previous four compartments, and the mixing effect of different phase materials is not as good as that of the previous four compartments. In addition, the amount of sludge in this compartment is relatively small, moreover, the COD value of the wastewater in the chamber has been greatly reduced compared with the COD value of the influent, so the contribution of hydrogen production is very small.
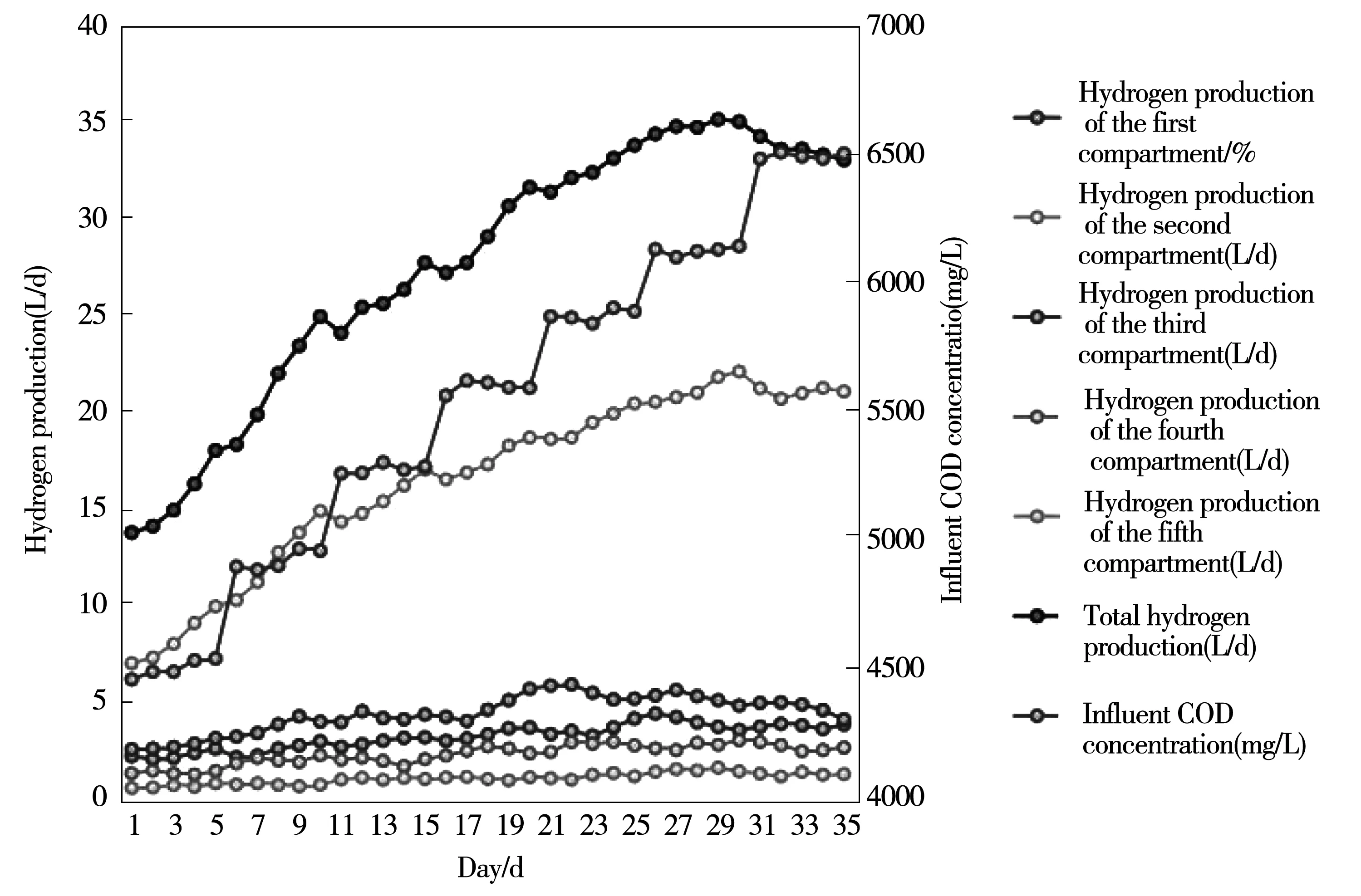
Fig.3 hydrogen production from ABR using sucrose wastewater as substrate
3 Conclusion
In this experiment, the anaerobic baffled reactor (ABR) , a new type of bio-hydrogen-producing equipment, was used to study the hydrogen production from sucrose wastewater, through the analysis of the data, the operation of the reactor is comprehensively evaluated and the following conclusions are drawn:
(1)The anaerobic baffled reactor (ABR) with sucrose wastewater as substrate was started at low organic load. The influent Ph was kept in the range of 6.5~7.0, and the ambient temperature of the ABR was about 30℃, the internal reaction temperature of the reactor is about 35℃, and the reactor starts up successfully after 35 days.
(2)The reactor is operated in the way of raising influent COD in stages, and the raising gradient is 300~400 mg/L, and set up a five-day buffer period so that the system can be well adapted to ensure the stable operation of the reactor. The highest removal rate of COD is 58.99% , the COD concentration of influent is 5 599 mg/L, the hydrogen production is 31.7 L/d, The maximum hydrogen production is 35.22 L/d, The COD concentration of influent is 6 136 mg/L, the COD removal rate is 57.16% ;
(3)The organic load of influent corresponding to the peak value of hydrogen production is not the same as the organic load of influent corresponding to the peak value of COD removal rate, but the COD removal rate of the system is not much different from that of the optimum COD removal rate when the hydrogen production per day is optimal, therefore, it can be concluded that the reactor works best when the influent COD concentration is 6 136 mg/L.
(4)Comparing the operation conditions of each compartment in parallel, the first compartment has the best COD removal effect, but the hydrogen production in the compartment is relatively small, the second compartment is the best in hydrogen production, but the removal of COD is not so good. The contribution of the fifth compartment is weak in these two aspects, which shows that the first four compartments consume most of the reactive substrate and the system works well
When the COD value of the influent is raised to 6 500 mg/L. the hydrogen production decreases rapidly and then tends to decline steadily, while the COD removal rate rises slightly in the fluctuation.
