焊接工艺对不锈钢焊接变形的影响分析
2021-01-04吴飞虎张鹏飞
吴飞虎,张鹏飞
(九江职业技术学院,江西 九江 332007)
焊接是使用加热或加压手段,可添加填充材料,将焊件相互连接的加工工艺。由于焊接方法具有经济、灵活,节约材料和提高生产效率等优点,因此,我国焊接技术在工业中应用广泛[1]。目前工业产品,如船舶、车辆、桥梁、锅炉等,以及各类工程和厂房建筑等的结构部件,都使用焊接工艺。不锈钢材料具有良好的耐腐蚀性能,同时兼顾焊件生产成本和使用寿命,在我国建设中十分重要。在不锈钢加工中,焊接是不可或缺的加工手段。但生产中,不锈钢焊接变形问题一直存在,焊接变形会造成焊接结构的外观尺寸偏差,对承载能力有较大影响,无法保证焊接结构的使用性,严重的会导致无法装配而报废,降低生产效率,增加零件材料成本,同时增加生产制造成本[2]。不锈钢零件市场巨大潜力与较高的生产成本,构成了极大矛盾,改善这一问题势在必行。因此如何降低不锈钢焊接变形,减少生产成本,提高效率,具有重要研究意义。因此,本文进行焊接工艺对不锈钢焊接变形的影响研究,为确定最佳焊接工艺法提供依据,有助于实现焊接变形控制。
1 实验方案
1.1 实验设备
选择WF300型Nd:YAG脉冲激光焊接机,技术参数见表1。
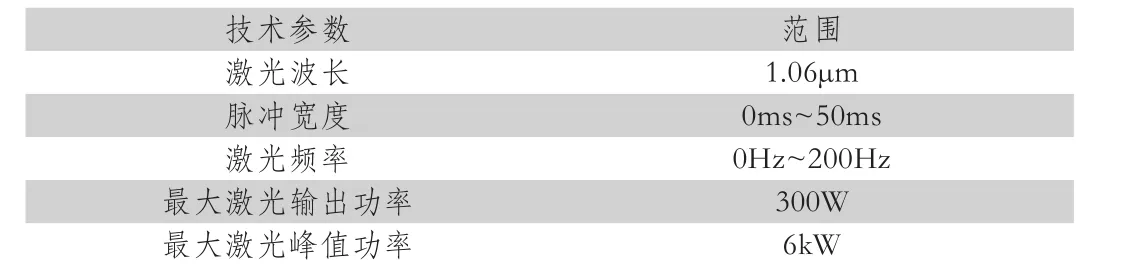
表1 激光焊接机技术参数
1.2 实验材料
实验焊接选择单道平板对接,实验选择厚度为1mm的304不锈钢板,用线切割机切割成长50mm、宽30mm的试样,焊接前,用砂纸打磨,除去氧化膜,用丙酮清洗干净。304不锈钢化学成分如表2所示。

表2 实验材料化学成分
1.3 选择实验参数
实验选择电流、脉冲宽度和激光频率作为参数,具体见表3。

表3 实验焊接参数
1.4 焊接变形测量装置
将万向节固定在可以左右移动的平台上,通过左右移动测量出不锈钢板纵向垂直高度变化,以垂直方向的偏移量作为衡量角变形的标准,这样就能够得到不锈钢焊接变形量。
2 有限元模拟焊接过程
2.1 基本方程
焊接是局部快速加热至高温,然后快速冷却的过程[3]。在此过程中,焊件温度不断变化,形成不均匀、不稳定的温度场。随着温度场变化,焊接材料的物理性能也产生变化。因此,焊接温度场的模拟,属于典型的非线性瞬态热传导问题。因此对焊接过程的有限元模拟,可以采用三维瞬态分析的方式。
三维热传导分析的温度场方程为:

导热时分三类边界条件:
第一类,已知温度值。

第二类,已知与周围介质热交换。

第三类,已知热流密度分布。

式中:qs为每单位面积输入热源;aT为表面换热系数;Ta为介质温度;Ts为边界温度;nx、ny、nz分别为边界外法线方向余弦。
采用有限元法求解时,通常是把求解微分方程,转化为求解函数极值。但是对于非线性问题,很难找到相应函数.此时可采用加权法,使微分方程的余量在加权下达到最小。
2.2 选择模型
焊接时,电弧热源通过加热斑点,将热能传递给焊件,其热量分布中心多、边缘少,因此热源的热流密度分布,可近似使用高斯函数表示。热流密度表示为:

式中:qm为最大热流密度;R为有效加热半径;r为至加热斑点距离。
㉔2016年,全国公安机关共破获电信网络诈骗案件11.9万余起,抓获犯罪嫌疑人8.8万余名。《公安部:2016年以来共破获电信网络诈骗案件11.9万余起 上半年电信诈骗案件发案数同比下降12.3%》,《中国防伪报道》2017年第10期。
加热斑点的最大热流密度为:

Q为焊接有效热功率。
2.3 模拟焊接温度场
利用ANSYS软件进行瞬态热分析,主要有三个步骤:
(1)前处理,包括建立模型、定义单元、材料属性材料、设置网格和生成有限元模型。
(2)施加载荷和求解,包括定义类型、初始条件、设定选项、边界条件和运算。
(3)后处理,有两种方式,通用方式可以查看某一时刻计算值,时间历程方式可以查看随时间变化的状态。
2.4 模拟焊接应力场
进行焊接应力场模拟,要重新进入前处理,把热单元转化为结构单元,定义弹性模量、热扩散率和泊松比等随温度变化的材料力学性能;接着读入热分析节点温度,设置构件加热初始均匀温度;最后进行求解和后处理。
通过ANSYS有限元分析,对焊接过程模拟,研究激光焊接变形。模拟结果表明激光焊接的瞬时温度场比较稳定,热源中心温度高,周围温度逐渐降低;应力场热源中心处产生压应力,远离中心出现拉应力,冷却后中心产生残余拉应力,远离中心产生残余压应力。
3 焊接参数对焊接变形的影响
对1mm厚度的304不锈钢板分别进行焊接电流、激光脉宽和频率的单因素控制实验,测量变形量,研究这三个参数对焊接变形的影响。
3.1 焊接电流的影响
对1mm厚度的304不锈钢板在脉宽10ms,频率3Hz条件下进行电流对焊接变形的影响实验。结果如图1所示,可以看出:焊接电流越大,变形越大。造成这种现象的原因是焊接电流与激光功率成正比,在其他条件不变的情况下,随着电流增大,激光功率也随之增大,不锈钢材料吸收热量增加,加快熔化成液态,随后冷却时会有更多液态物质凝固成固态焊缝,收缩量也变多,因此导致焊接变形增大。

图1 焊接电流对焊接变形的影响
3.2 激光脉宽的影响
对1mm厚度的304不锈钢板在电流160A,频率3Hz条件下进行脉宽对焊接变形的影响实验。结果如图2所示,可以看出:随脉宽增大,焊接变形先减小后增大,中间存在极小值。这是因为脉宽与激光功率成反比,在其他条件不变时,一方面,随脉宽增大,激光功率减小,不锈钢材料熔化体积缩减,因此变形量减小;另一方面,随脉宽增大,激光加热时间增加,不锈钢材料熔化体积增大,因此使变形量增大。所以在激光功率和加热时间共同作用下,随脉宽增大,焊接变形先减小后增大。因此,应选择极小值范围脉宽,来减少变形量。
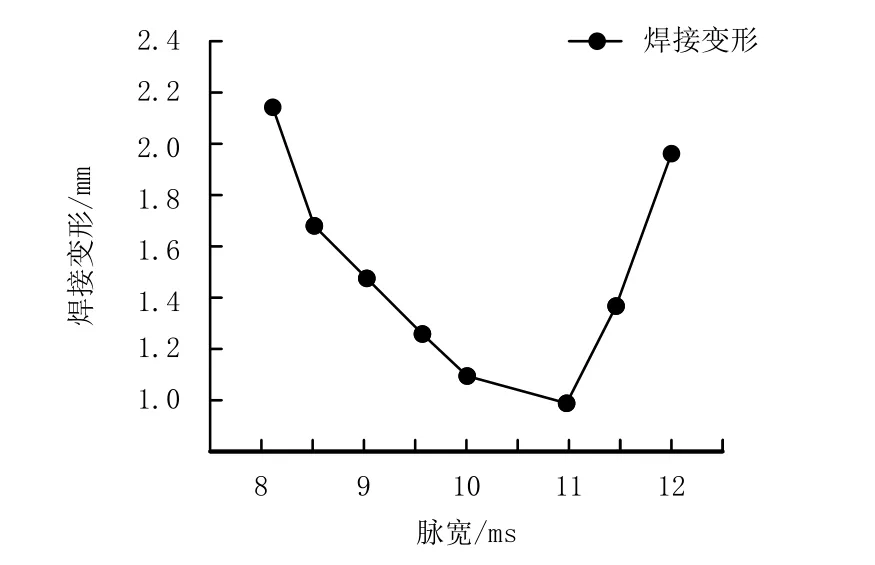
图2 脉宽对焊接变形的影响
3.3 激光频率的影响
对1mm厚度的304不锈钢板在电流160A,脉宽10 ms条件下进行激光频率对焊接变形的影响实验。结果如图3所示,可以看出:随频率增大,焊接变形先减小后增大,中间存在极小值。激光频率影响相邻两点间距离,随频率增大,焊缝重叠率增大。频率较低时,焊缝间距大,随频率增加,焊缝重合率增大,因此变形随之减小;但频率过快时,出现灼烧现象,变形反而很大。因此,应选择极小值范围激光频率,来减少变形量。
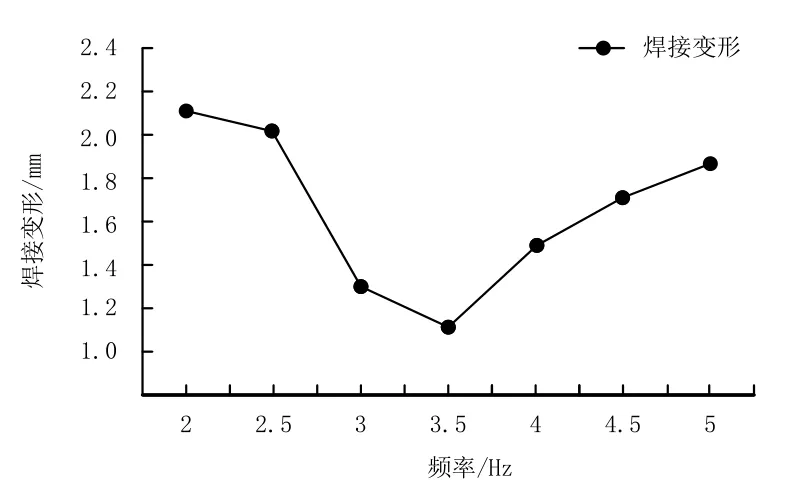
图3 激光频率对焊接变形的影响
通过以上实验,分析得出在其他条件不变的情况下,随焊接电流增大,焊接变形增大;脉冲宽度和频率都存在一个最佳值使变形达到最小。
4 结束语
本文选择焊接电流、脉冲宽度和激光频率为研究参数,通过实验分析,验证不同参数对不锈钢焊接变形的影响。本文研究还存在一定不足,影响焊件变形的焊接工艺参数还有很多,本文只选取了其中三个进行研究,存在一定局限性,此外本文只采用激光方式进行焊接,还有其他焊接方式可供实验使用,后续应进行更加深入的研究,进一步优化工艺参数,以减小焊接变形,改善不锈钢焊接工艺。