高速线材吐丝机吐丝管空间曲线研究及吐丝质量改进
2021-01-04张海飞
张海飞
(河钢宣钢二钢轧厂线材作业一区,河北 张家口 075100)
1 研究吐丝管曲线的意义及现阶段产线存在的问题
在吐丝机的工作过程中,除了速度匹配关系外,诸如不圆对准,侧摆对准,吐丝管使用寿命短,甩尾和打尾的问题很可能会发生,与吐丝管曲线有着最直接的关系。只有合理的安排吐丝管空间曲线才能有效的解决上述问题。
图1 高速线材上甩尾

图2 折断的尾巴的形状
(1)甩尾。当当钢丝的尾部经过吐丝机时容易出现线圈混乱,线圈不圆,尺寸不均和排列不均的情况。随着轧制速度的增加,甩尾的幅度变得更加严重,甚至会出现打尾现象。甩尾情况如图1所示,折断尾巴的情况如图2所示。打断尾时经常被射出,影响距离很远,容易引起安全隐患,这也是现场重要的安全隐患之一。
(2)吐丝机吐丝后,如果吐丝过程中出现问题,会出现不良形状或圆圈不达标,如图3所示,吐丝出现故障后会导致堆钢、卡钢、链条断裂等故障,影响轧钢生产。
(3)左右旋转摆动,在旋转过程中,旋转环左右摆动。在某种程度上,它增加了卷材收集的难度,并严重影响了卷材包装的质量。
(4)吐丝管的使用寿命短。高速线材的主要轧制产品为Φ6.5光面圆钢,Φ8光面圆钢。当吐丝机在高速(速度>85m/s)运行时,吐丝管的平均使用寿命约为8000t~10,000t钢,而本单位高速线材厂吐丝机吐丝管平均寿命约为4kt~5kt钢。在生产过程中频繁更换管子不仅增加了生产成本,而且降低了生产效率。
2 影响吐丝管曲线特性的主要因素及质量改造
根据现场实际情况和测试结果,在保证生产稳定的前提下,在现有设备条件下,对吐丝机进行合理的改造,可有效提高吐丝质量。改造的主要措施有:
2.1 延长吐丝管的直段和固定段的长度
通过研究和实验,可以精准的锁定吐丝管存在的问题。根据生产实际,在不改变吐丝管基本空间曲线的情况下,改变吐丝管的长度,将吐丝管的直线段和出口形段适当加长,延长吐丝管的直线长度,可有效稳定高速线材的入射角,可更精准的将其引入吐丝管中,并减少吐丝过程中金属丝的不稳定状态。此外,吐丝管的磨损位置移至出口;出口整形段的适当延伸可起到圆度的作用,确保线材在剥离吐丝管后的圈形稳定,提升吐丝效果。如图4所示。
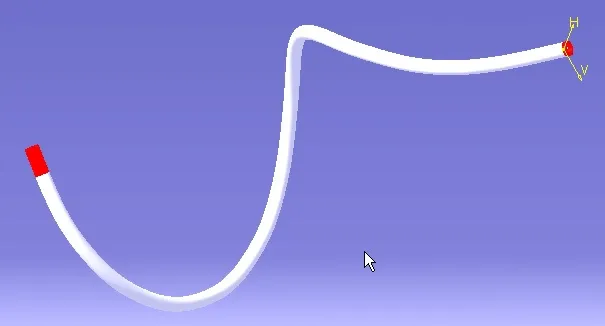
图3 延长后的吐丝管模型
2.2 改善吐丝管的煨制工艺
吐丝管煨制工艺是需要人工进行的,由于人为因素(例如工人的经验和责任感不同),煨制旋转管的质量会有所差异。为了有效保证吐丝管质量,需要职工严格按照煨制工艺和标准进行操作。
煨管时的加热温度要严格控制在850℃~870℃之间。如果温度达不到这个温度标准,就会导致吐丝管收缩,影响吐丝质量,如果温度超过这一标准,就会导致吐丝管膨胀,同样影响吐丝质量。因此只有在标准温度之间,才能保证吐丝管内壁光滑。改造后,吐丝管基本上不再出现“竹节”或缩径,从而改善了吐丝管内壁的弯曲度,减少了高速旋转时对吐丝管内部的冲击磨损,并提高了吐丝管寿命。

图4 吐丝管外壁光滑程度示意图
2.3 调整夹送辊位置和夹送方式
通过理论分析,甩尾的主要问题是由压紧辊瞬时速度的突然变化引起的。因此,对压紧辊进行现场分析和维修,发现压紧辊的压紧中心线与弯曲导管的中心线未对准。出现这种情况的原因是,夹送辊同时被上下夹紧。随着高速线材通过数量的增加,造成辊环磨损加重,极易导致中心线上的夹送辊和弯曲管偏移。

图5 夹送辊现场图片
实施改造时,改变压紧轮的压紧方式,将双辊上下压紧改为上压辊,调整位置后下压辊将固定,从而更好地保证了压紧轮的位置中心线不变。在转换过程中更换新的压紧辊后,为了避免不必要的冲击,压紧辊的中心线与进水管的中心线必须对齐。现场验证表明,更换夹送辊后,吐丝机运转良好,即使通过小规格线材也不会出现甩尾现象。随着钢通过量的增加,会造成夹送辊环磨损,但甩尾的程度基本上得到了控制,不会影响吐丝质量。

图6 改进后的吐丝管前弯导管
2.4 改进吐丝管前弯导管
弯曲的风道是压紧辊和吐丝机之间连续过渡的部分,如图6所示。当线材穿过弯曲的导管时,线材的速度会发生变化,并且速度容易波动。根据吐丝机旋转理论的分析,在弯曲导管的入口和出口处,如果弯曲导管的入口与压紧辊的中心线对齐,并且出口和入口的曲率对齐吐丝管的直径相同时,线材可以稳定在弯曲的导管中。在现场测量了原始弯曲导管,发现原始弯曲导管的曲率不连续,入口未与压紧辊的中心线完全对齐,弯曲导管本身的曲率太大,吐丝管出口和进口的曲率不连续。改善夹送辊与吐丝管之间的原始弯曲管,可避免高速线材进入吐丝管时对管壁的冲击,使高速线材在弯曲管中平稳过渡,并且减少了线材的振动。
2.5 改善吐丝管安装方法
绕线混乱的直接原因是吐丝盘轮速度的波动。在吐丝机工作期间,当旋转卷线筒的振幅超过与安全盖的间隙时,它将与安全盖碰撞。碰撞后,绕线轮的旋转速度降低,振幅也降低,而线速度保持不变,此时缠绕的线盘的直径将变大。由于吐丝盘轴速度与线材速度之间有严格的电气互锁关系,当降低吐丝盘速度时,控制系统将加速吐司机的主电机以保持匹配关系,并且振幅值将相应增加,有许多因素会影响振幅。冲突的发生是非常随机的,这是不定期的,有时会发生几次,有时会非常频繁地发生。即使在吐丝机启动和停止时,夹子也容易错位,这会影响吐丝的平衡。安装后吐丝管不稳定,动态平衡通常会超出极限。振动值在30%~50%之间波动,动态平衡值为1.7mm/s。主要措施是:在吐丝管上安装定位螺栓,在各个夹子上加垫片以避开运行位置,并固定吐丝管;统一夹子的形式和材料,并按照图7所示的相同方法进行安装。改造后,吐丝机的动平衡值为0.7mm/s,吐丝管安装平稳,无运动。

图7 改善吐丝管安装方式
2.6 吐丝机下增延迟托爪。
在吐丝机下焊接爪子,可以有效地实现线圈在辊台上的均匀下落,避免了高温线圈与辊台的碰撞。通过分析线圈掉落的速度和力,优化了支撑爪。新设计的支撑爪长550mm,两个支撑爪之间的距离为450mm,水平倾斜角度为40°,现场验证表明,优化的爪可使线圈均匀,平坦地落在辊道上,避免将线圈直接扔到辊道上,从而使环变形。另外,两个支撑爪之间的合理距离也可以在倒圆过程中起到一定作用,从而可以在一定程度上减少环的左右摆动。新安装的爪子与铺设机的外保护罩一起工作,可以有效提高吐丝机的吐圈质量。
3 总结
高速线材吐丝机经过改造后,经过在线运行线材甩尾程度得到了显著降低,不仅有效地解决了吐圈不圆和左右摆动的问题,还延长了吐丝机的使用寿命。同时,线材圈型等表面质量得到了改善,表明吐丝机技术改造很成功,可以进行有效推广。
