某公司技术改造项目电控系统的设计
2021-01-04邢宇鹏周旻晖
邢宇鹏,周旻晖,谢 颖
(1.云南昆船电子设备有限公司,云南 昆明 650236;2.昆明冶金高等专科学校商学院,云南 昆明 650033)

图1 产品实物
0 引 言
某公司《易地技术改造项目料仓、备料、预混、成品工艺设备及电控系统等集成项目》招标文件及相应附件显示,该项目监控参数多且数据变化快,数据处理及存储量大,同时该项目要求完成生产工艺参数的检测、显示、记录、调节、控制、报警等功能。针对用户提出的需求,在保证“集中管理、分散控制、资源共享”的前提下,笔者提出了总体设计配置2套电气控制系统的方案,不仅能满足用户生产工艺的要求,而且可降低用户使用成本。实际产品如图1所示。
1 系统方案的确定
目前医药、石化、电力、钢铁、烟草等流程行业中,主流的电气控制系统有2种:PLC系统 (Programmable Logic Controller,可编程逻辑控制器)和DCS系统(Distributed Control System,分布式计算机控制系统)。两者都是控制系统,都能完成对生产过程的检测、控制和管理,但两者也有一些区别:DCS更侧重于过程控制领域(如化工、冶炼、制药等),主要是对一些现场参数的监视和调节控制;而PLC则侧重于逻辑控制(机械加工类)。当然现在的PLC也能很好地处理过程控制问题,但是没有DCS专业,两者的性能对比见表1。

表1 PLC系统和DCS系统的对比
本项目包括:料仓、备料、预混、成品工艺设备及电控系统等集成,控制系统按照功能分布自下而上的层级结构为:现场控制级(各类传感器、变送器、执行器等)、过程控制级(现场控制站和数据采集I/O站)、过程管理级(操作员站和工程师站)、经营管理级(MES系统),各层级之间通过通信系统(通信网络及通信设备)连接。
针对项目的工艺特点,总体设计配置2套电气控制系统,即原料处理及备料整理、料仓、预混工段采用一套DCS系统,该系统采用SIEMENS公司S7410系列主控器;成品后处理段采用一套PLC系统,为SIEMENS公司1500系列主控器;控制方式采用控制柜+子站箱控制模式,ProfiNet现场总线构成设备控制层硬件平台,通过对控制器的程序编制和相互连锁,对电机启、停阀等数字开关量和温度、流量、水份等模拟量工艺参数进行控制,最终实现设备按工艺控制程序完成生产。
2 控制系统设计内容及要求
利用控制器将控制段范围内的随机控制装置、过程控制装置、数据通信系统、显示操作装置、控制检测仪表、MCC柜、现场I/O箱、电磁阀箱、电源气源控制箱等有机结合起来,构成了分布式结构系统,实现了地理上和功能上的分散控制。
2.1 电控柜
本方案配置1组DCS控制柜和2组MCC柜,DCS控制柜用于安装主控制器的电控柜,由电控柜体、CPU、以太网卡通讯模块和组件、24V DC电源等组成。MCC柜柜内安装干式变压器、直流稳压源、主令开关及保护性开关、交流接触器等。
2.2 操作方式和控制功能
操作界面上所有必要参数更改及按钮操作均设置有权限,只有通过授权的操作者才能进行相应操作。在操作界面上设置有“单机/闭锁/自动”软开关,现场子站上设置有“本地/远程”开关。
1)自动控制模式。当“单机/闭锁/自动”软开关处于自动状态,“本地/远程”开关均处于远程时可进入自动控制模式。
在自动控制模式下,可进行“组合启动/停止”操作,实现对各设备的自动控制,并有统一的启动脉冲联锁启动。自动控制模式下需具备“手动干预”操作功能的设备,通过监控画面对相应设备单独的“自动/手动”按钮实现切换。
2) 远程单机控制模式。当“单机/闭锁/自动”软开关处于单机状态,“本地/远程”开关处于远程时可进入远程单机控制模式。
3) 本地单机控制模式。当“本地/远程”开关处于本地时可进入本地单机控制模式。
4) 闭锁控制模式。在闭锁控制模式下,系统进入禁止控制模式,所有的电动机、电磁阀、调节阀均强制地处于失电状态,所有电机、电磁阀和其它控制器件无论通过现场还是操作屏上的“启动”按钮都不能启动。
3 设计实现
整个车间分为3层网络:生产管理网络、集控层网络和设备控制层网络。3层网络分开独立设计,互不影响,提高了网络的可靠性和稳定性。
其中,在中控室配置1台具有3层交换机功能的工业交换机,作为冗余环网管理器。该交换机连接服务器、2套ES工程师站,服务器负责直接从各个控制器采集数据,工程师站负责组态整个网络架构、编程等工作。
集控层网络:采用工业以太网组成的千兆光纤冗余环形网络。
配置管理型交换机,连接各个工艺段的现场主控制器。因完成段水分仪、电子秤较多,料仓段上以太网的检测器件较多,分别设计在备料、后处理的中心柜、预混工段的现场交换机柜、料仓工段的现场交换机柜。所有工艺段的控制器以及第三方的控制器就近连接到集控层现场管理型交换机中。
3.1 总体界面设计
总体界面显示相关设备的工艺流程动态图、物料流向、设备工作状态、特殊需要人工干预设备的手/自动状态等,通过设备外形模拟图反映各台设备电机状态 (故障状态以变色方式呈现) 、各类阀的开启状态等。其设计界面如图2所示。

图2 多屏总貌画面1

图3 单机画面
3.2 单机界面设计
对于部分较为复杂的单机设备,在总貌画面中通过对应部分的点击会弹出相应单机画面,方便直观显示相关电机、阀门情况及关键参数。其设计界面如图3所示。
3.3 操作界面设计
按照工艺要求将过程参数变量进行分组,显示过程变量的设定值、输出值、反馈值和控制方式,变量定时更新。模拟回路可以手动改变设定值、PID参数及控制方式;离散控制可以手动操作设备的起停,并显示设备的运行状态。分组画面与其他画面之间可以相互切换,其设计界面如图4、5所示。

图4 单机设备操作界面
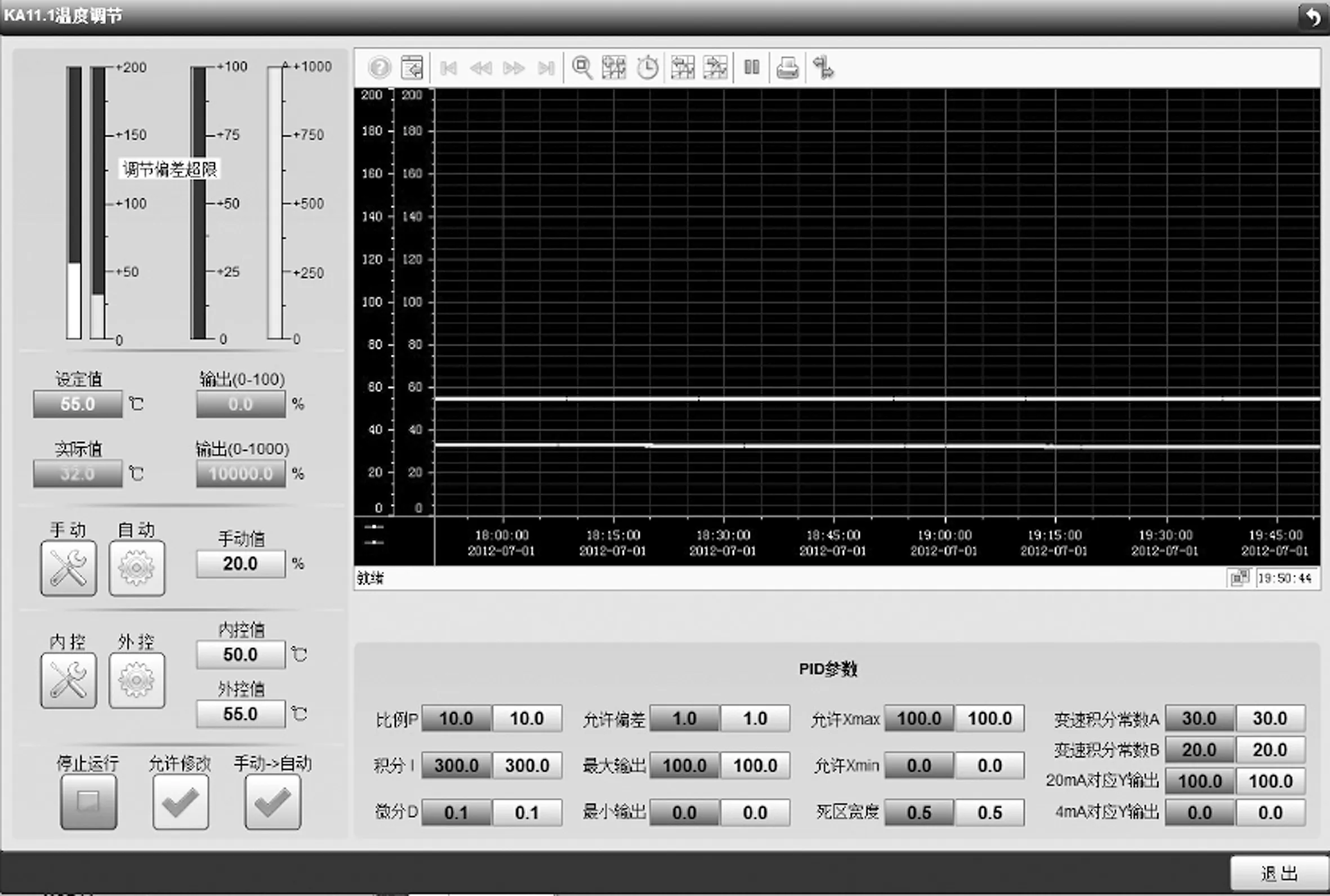
图5 关键仪表参数操作界面
3.4 趋势界面设计
电机仪表显示画面均可调出相应分部的趋势画面。调用初始为在线趋势,通过按钮可于在线与离线趋势中切换,并自由选择趋势时间,也可以根据任意的时间坐标放大显示,设计界面如图6所示。
3.5 报警界面设计
显示当前所有正在进行的过程参数报警和系统硬件故障报警,并按报警的时间顺序从最新发生的报警开始排起,报警优先级别和状态用不同的颜色来区别,未经确认的报警处于闪烁状态。报警内容包括:报警时间、变量名、变量说明、变量的当前值、报警优先级别,设计界面如图7所示。
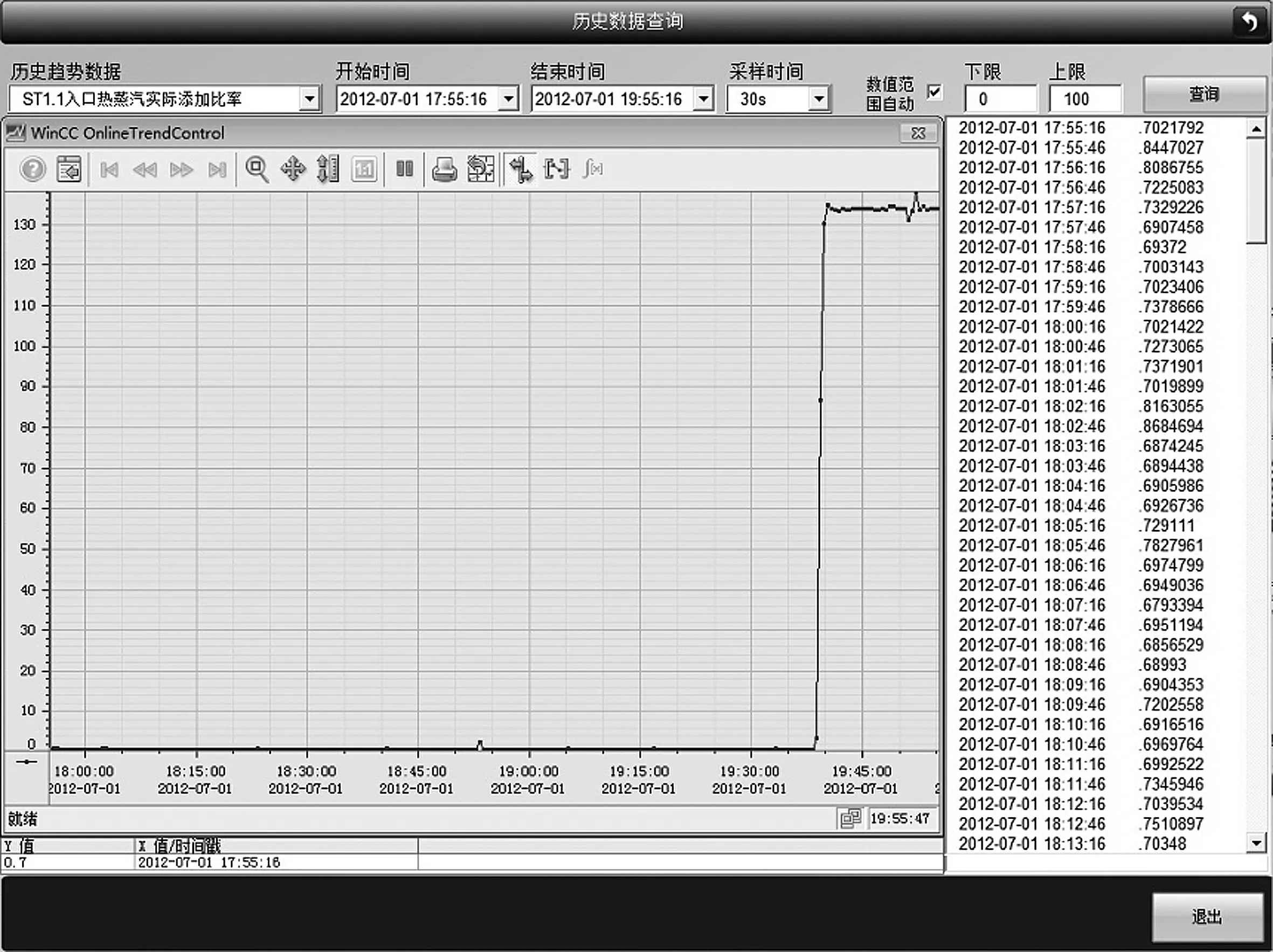
图6 历史趋势画面
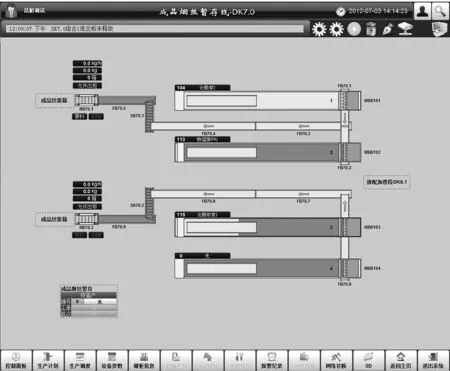
图7 变色报警
3.6 报表功能设计
DCS系统按照预先定义的格式打印报表,并由软件自动产生所有的标题和表头。报表打印采用时间驱动方式或操作员命令方式。
3.7 用户权限设置设计
人机界面系统根据用户的要求可以设置不同的用户级别,在不同的级别下其操作权限不同,HZ-DCS-5700提供了不同的用户级别供用户选择,可方便快捷地登录并更改密码。
4 结 语
通过现场使用情况反馈,该系统经过细节调整改善后,其使用能达到要求,并取得以下效益:系统浓缩料液温度相较于原来生产的70℃以上工作温度降低至60℃以下,提高了浓缩液品质;浓缩使用的蒸汽消耗量随加热温度的降低而减少,传统双效浓缩设备蒸发 1 t 消耗水约耗 0.6 t 蒸汽,而本设备蒸发 1 t 消耗水约耗 0.037 t 蒸汽,相对传统双效浓缩大幅度减少了蒸汽耗量,节约了成本,提高了企业经济效益。
