2800mm矫直机辊速差对板形及矫直辊的影响
2020-12-30高红全
高红全

摘 要:2800mm矫直机工作辊在使用一段时间后(1-2个月),会出现辊面扭曲,板面出现横纹现象。通过了解矫直四大曲率:原始曲率、反弯曲率、板形弹复曲率及矫直后的残余曲率对板形的影响,计算矫直过程中钢板经过各工作辊之间的速度变化量,进而确定工作辊之间“速度差”产生的“扭矩差”是对板形及矫直辊的主要因素,得出了相应的结论。
关键词:矫直机;辊面扭曲;四大曲率;速度差;板面横纹
0 引言
在平行辊板材矫直机的工作过程中,随着矫直板材残余曲率的减少,板材在各个矫直辊之间的运动速度将发生变化,板材的速度逐渐增大,而矫直辊的转速相同,则在矫直板材的过程中产生“转矩差”的现象。即前面矫直辊的出力大,后面的矫直辊由前面的矫直辊“推着走”的现象。转矩差现象将造成板材缩尺,板材在矫直辊面上打滑,引起噪音,从而降低了板材的矫直质量。
为消除主传动之间的转矩,可采用单辊驱动代替集中驱动[1],而中厚板板矫直机又不适合采用单辊驱动。从理论上讲,通过改变各矫直辊间1:1的传动比,使后面的矫直辊具有较高的速度,适应板材的速度变化,可达到减少或消除转矩差的目的。
由公式[1]:
Δv-板材与相邻两辊接触处速度差;vg-各矫直辊与板材接触处圆周线速度,即矫直速度可根据工艺要求确定;Ai-板材在第i辊处受到压弯并形成的曲率;Ai+1-板材在第(i+1)辊处受到压弯并形成的曲率。
本文以辊式2800矫直机9-∮285/∮285×2800为例进行分析。九辊式矫直机共配置9个工作矫直辊,4个上排工作辊可以整体倾斜调整(如图3所示)。这种调整方式可以使被矫板材的弯曲变形逐渐减小,符合板材矫直时的变形特点。
1、3、5、7、9为下排矫直辊,2、4、6、8为上排矫直辊
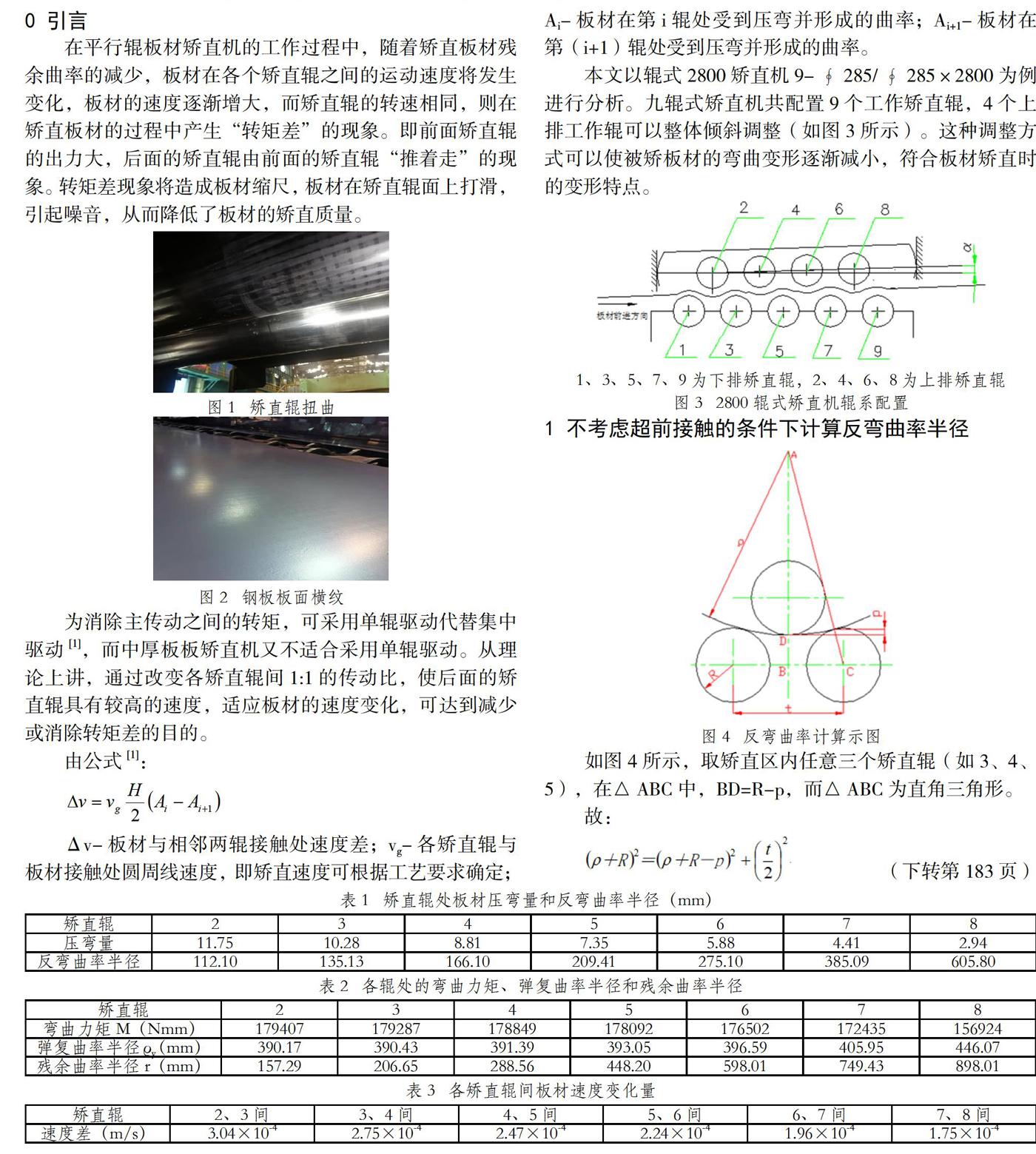
1 不考虑超前接触的条件下计算反弯曲率半径
如图4所示,取矫直区内任意三個矫直辊(如3、4、5),在△ABC中,BD=R-p,而△ABC为直角三角形。
故:
整理后得:
式中:ρ-反弯曲率半径;R-矫直辊半径;P-压弯量;t-辊距。
因为上辊是整体倾斜调整,所以上辊压弯量呈线性分布,按工艺要求取p2=11.75mm,p8=2.94mm,取下辊压弯量为相邻两上辊压弯量的平均值。则按上式计算得到各辊处的压弯量和反弯曲率半径列于表1所示。
2 计算残余曲率[2-3]
通过板材矫直过程中发生弹塑性弯曲变形时的弯曲力矩转化为弹复曲率。
则:板材的弹复曲率为:
式中:I为板材的惯性矩,对矩形断面。
则:板材的残余曲率:
若取r0=±120mm,h=2mm,b=500mm,并按上下辊各矫直一个方向的原始曲率考虑,则按上述方法计算的各辊处的弯曲力矩、弹复曲率半径和残余曲率半径列于表2中。
3 板材的速度变化量
利用表1、表2中的计算结果,按工艺要求当vg=0.2m/s时,可计算得到各矫直辊间板材的速度变化量(表3所示)。
由表3可以看出,当各辊转速相同时,在各辊间运动的被矫板材确实存在速度差,并将由此引起“转矩差”的产生。
4 结论
从理论上讲,要想彻底消除“转矩差”现象,须改变各辊的转速,由于2800矫直机采用的是集中驱动,则需重新设计矫直机的分轴箱,改变其中齿轮的速比关系,使各辊驱动轴的转速不同,才可达到目的。但这样就会造成齿轮模数减小、齿数增大,同时齿轮的中心距加大,而使分轴箱尺寸增大和接轴长度增加,矫直机的成本大幅度增大,目前采用通过改变矫直机倾动值大小来改善辊面扭曲和钢板横纹问题。
参考文献:
[1]崔甫.矫直原理与矫直机械[M].北京:冶金工业出版社, 2002.
[2]邹家祥.轧钢机械[M].北京:冶金工业出版社,1980.
[3]张景进.中厚板生产[M].北京:冶金工业出版社,2005.