中国医用99Mo及99Mo-99Tcm发生器的发展
2020-12-30吴宇轩梁积新罗志福
吴宇轩,梁积新,罗志福
中国原子能科学研究院 同位素研究所, 北京 102413
99Tcm(T1/2=6.0 h)是目前核医学临床诊断使用最为广泛的放射性核素,全球每年约有4 000万人次使用99Tcm药物进行核医学显像诊断,占全世界核医学诊断用放射性核素总量的70%左右。99Tcm主要由其母体核素99Mo(T1/2=65.9 h)衰变得到,通常由99Mo-99Tcm发生器获得。99Mo-99Tcm发生器类型主要包括色谱发生器、凝胶发生器、萃取发生器、电化学发生器等[1]。全球商业化的99Mo-99Tcm发生器有色谱型发生器和凝胶型发生器,前者通常以高比活度裂变99Mo(235U(n,f)99Mo,>370 TBq/g(以Mo计))为原料,而后者一般以低比活度堆照99Mo(98Mo(n,γ)99Mo,37~74 GBq/g(以Mo计))为原料。相对而言,裂变型色谱99Mo-99Tcm发生器具有柱体积小、99Tcm淋洗峰窄、99Tcm洗脱效率高、99Tcm比活度高等优势,在临床上的使用更为广泛。裂变型色谱99Mo-99Tcm发生器的原料裂变99Mo由反应堆辐照高浓铀(highly enriched uranium,HEU,235U富集度高于90%)或低浓铀(low enriched uranium,LEU,235U富集度低于20%)靶件生产,是99Mo的主要来源。由于HEU的使用受到《核不扩散条约》的控制,在2010年4月,美国和其他46个国家签署了逐步停止HEU民用使用以减少核扩散的协议[2],当前世界各国裂变99Mo的HEU生产技术向LEU转化[3]。根据联合国经济合作与发展组织(Organisation for Economic Co-operation and Development, OECD)核能机构(Nuclear Energy Agency, NEA)《Supply of Medical Radioisotopes Series》报告,2020年全球99Mo的需求量约为10 000 Ci/周(预刻度时间为6 d,1 Ci=3.7×1010Bq,下同),主要由澳大利亚ANM(ANSTO Nuclear Medicine)、阿根廷CNEA(the Argentine Comision Nacional de Energía Atómic)、荷兰Curium(Curium Pharma)、比利时IRE(Institut National des Raioéléments)、南非NTP(Nuclear Technology Products)、俄罗斯ROSATOM(the State Atomic Energy Corporation)等供应商供应,全球用于裂变99Mo生产的辐照设施列于表1[4-5]。在未来十年内,随着HFR、BR-2、LVR-15、RIAR、KARPOV、RA-3等反应堆相继关停,国际市场上99Mo供应能力下降,仍存在99Mo断供风险。为应对未来99Mo短缺局面、保证99Mo稳定供应,国内外正积极开展基于现有反应堆或拟新建的99Mo生产技术和基于加速器的99Mo生产技术研究。我国在20世纪60年代末开始进行医用99Mo及99Mo-99Tcm发生器研制工作,并相继建成了裂变99Mo及裂变型99Mo-99Tcm发生器、堆照99Mo及凝胶型99Mo-99Tcm发生器生产线,满足国内核医学需求。

表1 全球用于裂变99Mo生产的辐照设施[4-5]Table 1 Global irradiators for production of fission 99Mo[4-5]
1 99Mo发展历程
1.1 反应堆生产有载体99Mo
中国原子能科学研究院(简称原子能院)在20世纪60年代利用重水反应堆辐照光谱纯天然MoO3生产有载体99Mo用于第一代色谱型99Mo-99Tcm发生器的制备[6]88。
20世纪80年代,中国核动力研究设计院(简称核动力院)利用高通量工程试验堆(High Flux Engineering Test Reactor,HFETR)辐照MoO3靶生产有载体99Mo用于凝胶型99Mo-99Tcm发生器的研制[7];中国工程物理研究院(简称中物院)利用300号堆开展放射性同位素的制备技术研究,辐照天然MoO3制备有载体99Mo用于制备色谱型99Mo -99Tcm发生器[8]。
利用反应堆辐照天然MoO3靶生产99Mo,辐照靶件易于溶解,产生的放射性废物量少,但由于核反应98Mo(n,γ)99Mo热中子俘获截面仅为0.13×10-28m2,得到99Mo的产量低,且由于有钼载体存在,99Mo比活度低(1~2 Ci/g),所制成的99Mo-99Tcm发生器体积大、淋洗液体积大、淋洗液中99Tcm放射性浓度低。此种方法适于小规模生产99Mo,有无大规模生产99Mo的必要需视对Mo具有高吸附容量和选择性的99Mo-99Tcm发生器技术的解决程度而定。
1.2 反应堆生产裂变99Mo
原子能院在20世纪70年代开始裂变99Mo的制备研究工作,采用235U丰度为10%的UO2弥散体靶件生产裂变99Mo[6]43-45。1984年,原子能院用氧化铝色层法从49-2泳池反应堆(49-2 Swimming Pool Reactor, 49-2 SPR)辐照后的UO2靶件(235U丰度为10%)中提取99Mo,99Mo的回收率约为80%,对95Zr、95Nb、106Ru、141+144Ce、89Sr等裂变核素有较好的去污效果,可用于大规模提取裂变99Mo[9]。同时为保证裂变99Mo具有较高纯度和回收率、实现裂变99Mo快速分离,采用氧化铝-阴离子交换双柱色层法,使得从235U裂变产物中分离99Mo的化学分离时间从12~14 h缩短至3~4 h,单次99Mo处理量从1~3 Ci增至5~10 Ci,化学回收率约为50%~55%[10]。
1989年,原子能院开展了从高浓铀靶件生产裂变99Mo的工艺研究[11],模拟处理堆产额为500 Ci99Mo的高浓铀U-Al合金靶件,用NaOH+NaNO3混合碱溶液溶解后,经过滤、氧化铝色层法粗分离99Mo、阴离子交换法与活性炭柱色层法纯化99Mo后,99Mo的总回收率为65%~75%,I、Ru和Zr的总去污因子分别约为1.5×105、2.5×104和1.5×105,工艺流程示于图1。
1990年,原子能院在高浓铀靶件生产裂变99Mo的示踪研究基础上,开展了铀靶溶解、溶液微孔过滤、酸化等工艺条件研究,并利用玻璃设备进行235U富集度为10%的U-Mg弥散体靶件和棒状贫铀U-Al合金靶件生产居里级99Mo的分离、纯化及废气处理等全流程工艺研究。此次实验与高浓铀靶件生产裂变99Mo示踪实验结果基本一致,99Mo全流程的化学回收率为65%~73%,99Mo产品的核纯度可达到国际药典规定的制备99Mo-99Tcm发生器的γ核素纯度要求,为热室内百居里级高浓铀靶件生产裂变99Mo奠定了良好的基础[12]。

图1 高浓铀U-Al合金靶件生产裂变99Mo模拟工艺流程图Fig.1 Simulated process for production of fission 99Mo using HEU U-Al alloy target
1995年,原子能院完成高纯医用裂变99Mo生产工艺研究,解决了从辐照过的高浓235U靶件中提取裂变99Mo的一系列关键问题,建立了以高浓铀U-Al合金靶件生产百居里级裂变99Mo生产线,包括裂变99Mo分离纯化工艺、密闭生产系统和在线测量系统,裂变99Mo批产量达到100~200 Ci,裂变99Mo生产工艺流程示于图2[7, 13-14]。
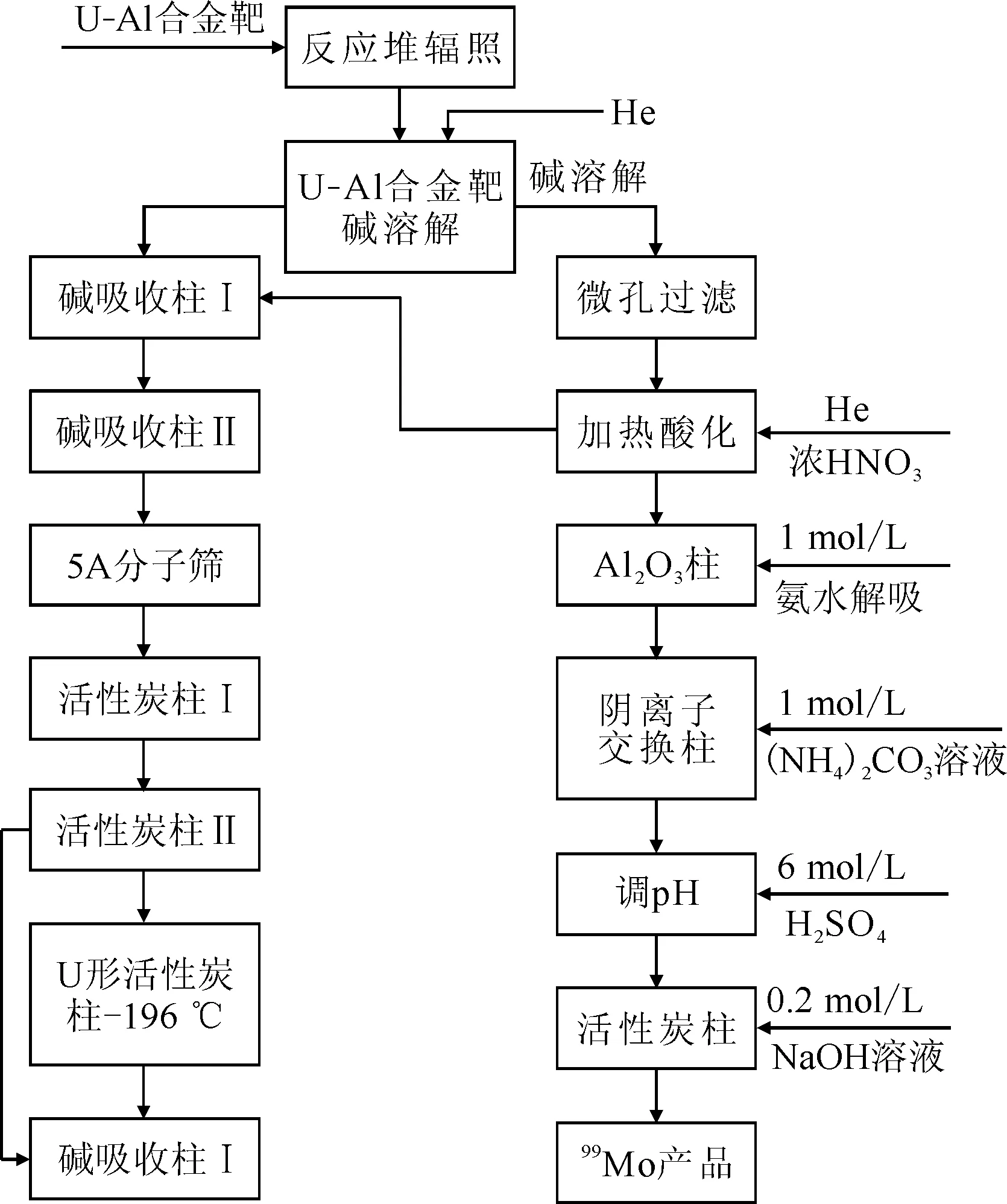
图2 原子能院裂变99Mo生产工艺流程[13]Fig.2 Production process for fission 99Mo at CIAE[13]
20世纪90年代,中外学者开始着眼于可生产99Mo、131I、89Sr的医用同位素反应堆(Medical Isotope Production Reactor, MIPR)。核动力院于1994年开展MIPR生产99Mo的提取与纯化工艺研究,2000年开始反应堆初步设计和1∶1燃料输送与放射性核素提取回路台架设计,开发设计了功率为200 kW的 MIPR(系统示意图示于图3[15]),以100 L235UO2(NO3)2溶液作为反应堆运行燃料,同时也作为生产99Mo等医用同位素的靶件。该堆稳定运行24 h,可生产约2 000 Ci99Mo,年产能可达100 000 Ci[16]。2003年核动力院经1∶1台架试验验证工艺可行,并于2005年完成1∶1热工台架验证实验,此后仍不断完善反应堆设计及99Mo等医用同位素提取工艺[15]。
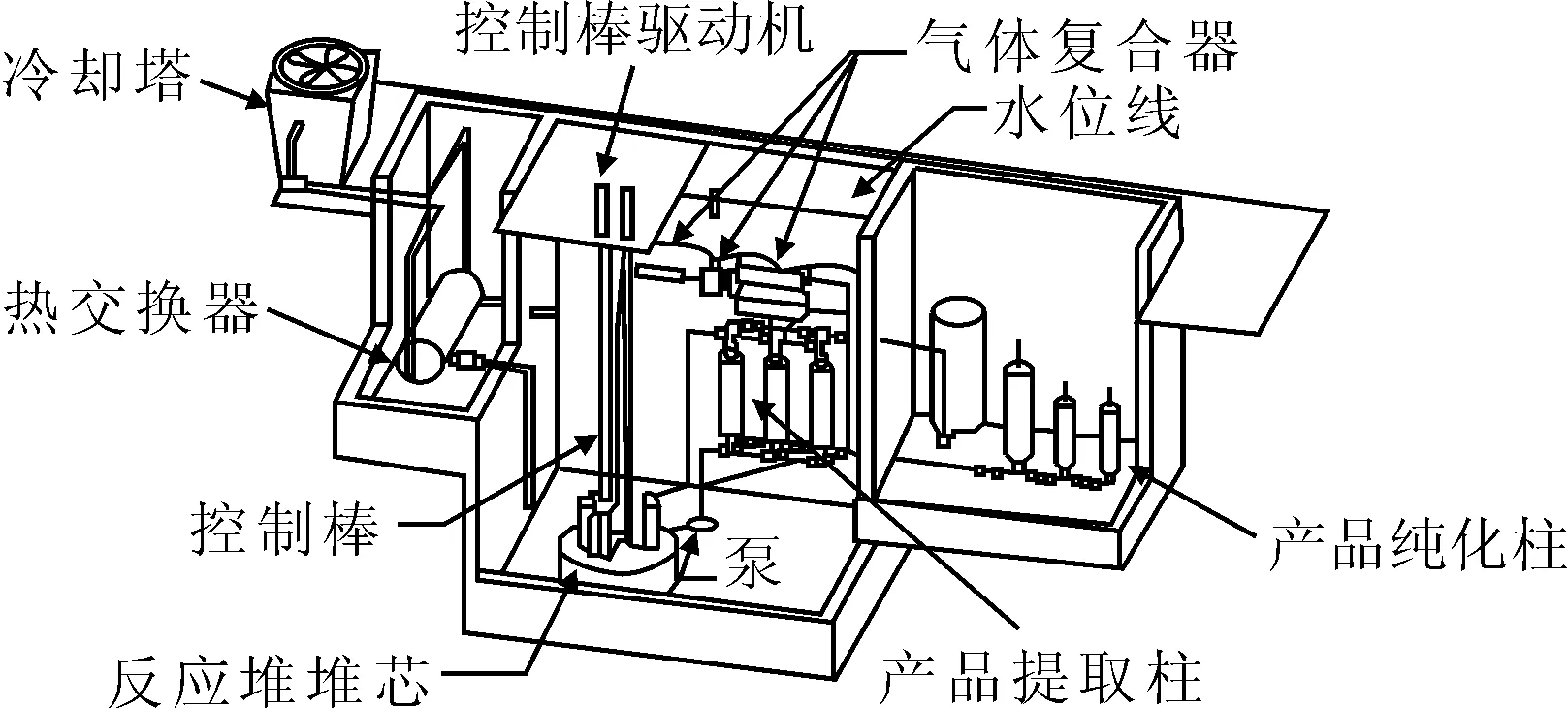
图3 MIPR系统示意图[15]Fig.3 Schematic diagram of MIPR system[15]
2005年,中物院报道了从辐照过的金属铀(235U富集度为95%)中分离99Mo[17]。金属铀在中子注量率为2×1013cm-1·s-1辐照后冷却5~7 d,用浓硝酸溶解,经Fe(OH)3沉淀、酸化、氧化铝柱、717号阴离子树脂柱和渗银活性炭柱等分离纯化得到99Mo产品,工艺流程图示于图4。该工艺所得产品中总α杂质含量满足要求,但γ杂质含量偏高,尚需进一步优化。
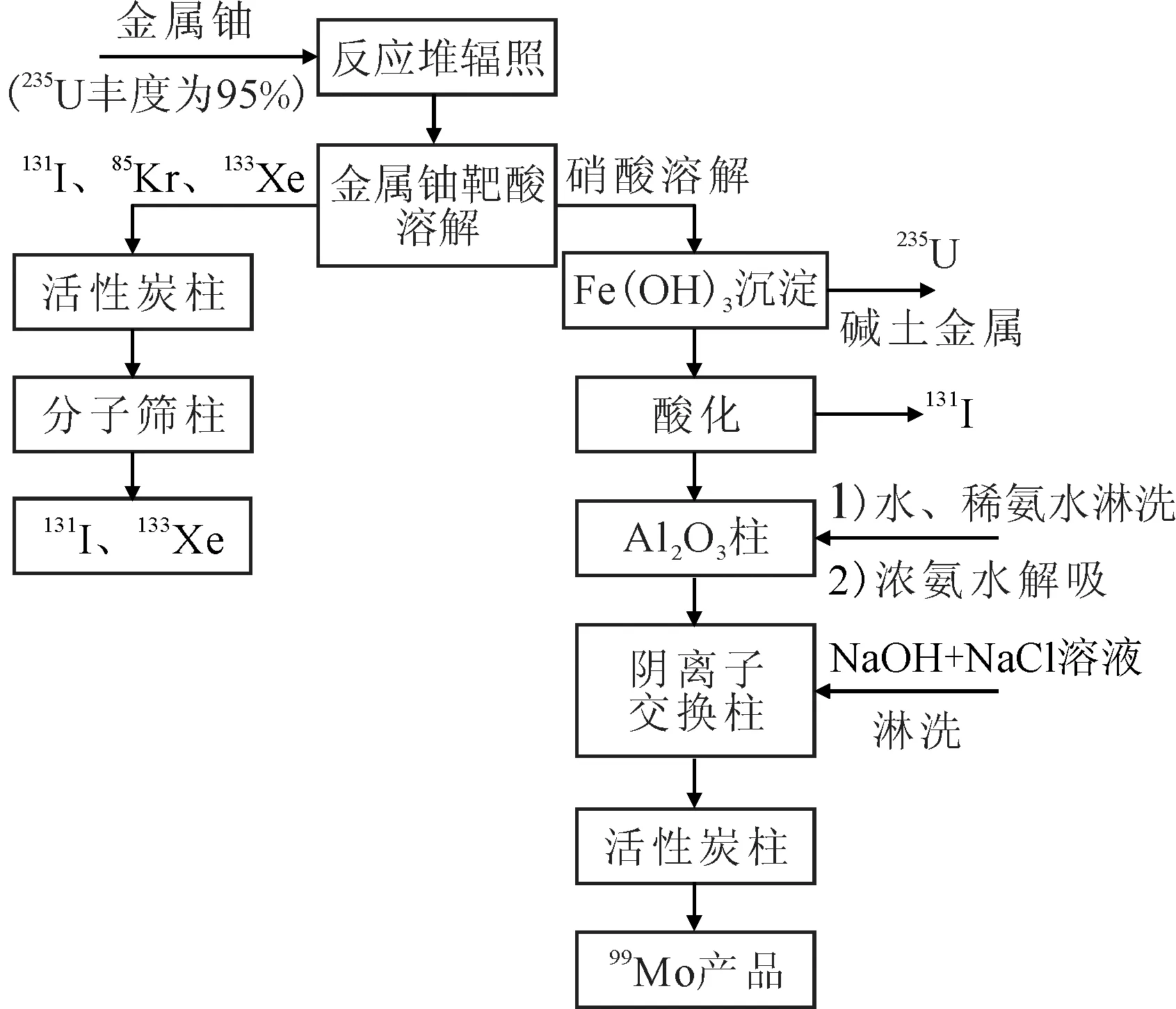
图4 中物院从辐照金属铀靶中提取99Mo工艺流程Fig.4 Process for recovering 99Mo from irradiated uranium metal target


图5 MIPR模拟燃料溶液提取 及分离钼和碘流程图[18]Fig.5 Process for extraction and separation of Mo and I from simulated MIPR fuel solution[18]
自2014年以来,原子能院相继开展了电沉积LEU UO2靶件、LEU铀箔靶件制备千居里级裂变99Mo的工艺研究[14,19-22]。2016年,原子能院完成了电沉积LEU UO2靶件制备裂变99Mo的工艺研究,工艺流程示于图6。如图6所示,靶件用硝酸溶解,再经α-安息香肟(α-BO)沉淀、AG1-X8阴离子树脂交换柱和活性炭色层柱分离纯化后,99Mo的回收率大于65%,99Mo产品中杂质含量满足要求[23]。2019年,原子能院先后完成了LEU铀箔靶件制备裂变99Mo工艺设备箱室外、箱室内调试试验,并于2020年4月完成LEU铀箔靶件制备99Mo居里级验证实验,所得99Mo产品质量满足药典标准。当前原子能院正致力于LEU铀铝合金靶件生产千居里级裂变99Mo关键技术攻关,现已突破了靶件制备、靶件溶解、99Mo分离纯化及尾气处理等关键工艺,完成了99Mo制备工艺系统安装、调试,下一步将进行居里级验证实验。
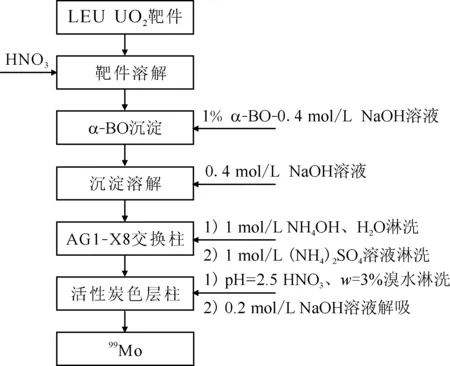
图6 电沉积LEU UO2靶件生产99Mo工艺流程Fig.6 Process for production of 99Mo using electroplating LEU UO2 target
近年来中物院从俄罗斯引进99Mo生产技术,采用中国绵阳研究堆(China Mianyang Research Reactor, CMRR)辐照高浓铀靶件生产裂变99Mo,现正在进行设备、工艺调试以及生产准备,即将正式投入生产,届时批产量50 Ci,年产能约2 000 Ci[14]。
2020年,中国科学院上海应用物理研究所提出从熔盐堆的LEU燃料中提取裂变99Mo,99Mo生产系统如图7所示,2 MW 熔盐堆每天可提取1 345 Ci99Mo(预刻度时间6 d)[24]。
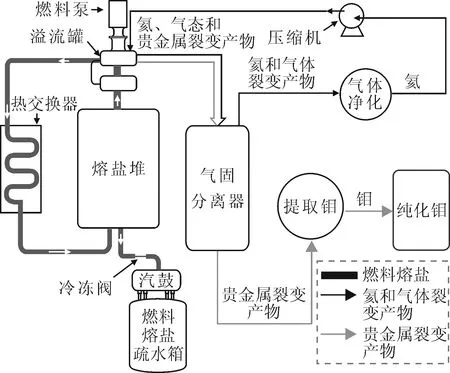
图7 2 MW熔盐堆99Mo生产系统[24]Fig.7 2 MW molten salt reactor for 99Mo production[24]
目前,全球范围内裂变99Mo低浓化生产是当前裂变99Mo生产技术的发展趋势。与HEU生产裂变99Mo相比,LEU生产同等量的裂变99Mo所用靶件体积增大5~6倍、分离过程中液体操作量增大5倍、镎和钚的量增大20倍、放射性废物量增加,HEU与LEU生产裂变99Mo工艺对比列于表2。

表2 HEU与LEU生产裂变99Mo工艺对比Table 2 Comparison of process for production of fission 99Mo by HEU and LEU
1.3 加速器制备99Mo
2019年,中国科学院近代物理研究所(简称近物所)利用超导质子直线加速器,通过质子引起天然铀靶裂变产生99Mo:天然铀靶片在质子能量为20 MeV、束流流强为2.7 μA下辐照1 h后用HNO3溶解,再用α-安息香肟沉淀、再溶解、400 ℃焚烧、NaOH溶液溶解、过滤等处理得到99Mo[25]。
中国科学院合肥物质科学研究院(简称合肥研究院)设计了氘氚中子源驱动的99Mo生产系统[26](fusion neutron source driven subcritical system for99Mo production, FDSMOP),通过该单位自主建造的强流氘氚聚变中子源(High Intensity D-T Fusion Neutron Generator, HINGE)装置产生的14.1 MeV中子通过慢化、倍增后辐照UO2(NO3)2或UO2SO4溶液(235U富集度为19.75%)。理论计算结果显示,在铀质量浓度为125 g/L时,99Mo每个中子最大产率为0.08;在提供加速器源强5×1013s-1的情况下,系统连续运行24 h可生成27.20 Ci99Mo[27]。
由于natU(p,f)99Mo核反应截面低,质子轰击天然铀生产99Mo产额低,不利于规模化生产;氘氚中子源驱动的99Mo生产系统需要高强度且能长期稳定运行的中子源,开发难度大、成本较高,且源中子有效利用率低,实现99Mo规模化生产仍需解决一系列关键技术问题。
我国99Mo生产技术发展历程列于表3,99Mo制备技术经过多年的深入研究,现已掌握堆照98Mo靶件生产有载体99Mo、HEU靶件生产裂变99Mo等生产技术,并且利用LEU、溶液堆、加速器等制备99Mo的技术现已取得了较大的进展。

表3 我国99Mo生产技术发展历程Table 3 Development of 99Mo production technology in China
2 99Mo-99Tcm发生器发展历程
2.1 色谱型99Mo-99Tcm发生器
在20世纪60年代末70年代初,原子能院将重水反应堆辐照天然MoO3溶于NH4OH形成(NH4)299MoO4溶液,调节pH后作为Al2O3色谱柱的上柱料液制备成第一代色谱型发生器。每个99Mo-99Tcm发生器的放射性活度为(2.22~3.70)×1010Bq,99Tcm洗脱液体积约为20 mL[6] 88。
1971年,原子能院成功研制裂变99Mo-99Tcm发生器,并于1980年报道了裂变99Mo-99Tcm发生器的研制过程。将从235U裂变产物中经过氧化铝色层法和阴离子交换法分离纯化的无载体、高浓度的99Mo进行消毒处理,再装入经过消毒处理的负载量为2 mg/g的酸性氧化铝(pH=5~6)色层柱上制成发生器,结构示意图示于图8[28]。该发生器99Tcm淋洗效率>90%,淋洗全峰体积<10 mL,淋洗全峰所需时间为2~3 min,99Tcm产品质量满足要求。

图8 裂变99Mo-99Tcm发生器示意图[28]Fig.8 Schematic diagram of fission 99Mo-99Tcm generator[28]
1987年,原子能院以负压抽吸方式代替正压淋洗,研制出一种高活度裂变99Mo-99Tcm发生器。该发生器玻璃色层柱规格为φ8 mm×70 mm,氧化铝用量为1.5 g,加载高纯度裂变99Mo并用适量生理盐水淋洗后,每隔23 h用10 mL生理盐水淋洗,99Tcm淋洗效率为86.2%,达到国外同类发生器的水平[29]。
1988年,原子能院和中国同位素公司合作,利用进口99Mo料液生产出高活度发生器,经医院试用、中国药品生物制品鉴定所检验,99Tcm淋洗液完全符合药典规定和颁布标准,发生器99Tcm淋洗效率、使用性能达到进口发生器水平。1988年12月5日卫生部药政管理局批文“同意用进口放射性(裂变99Mo)料液生产放射性锝(99Tcm)发生器”(批文号(88)卫药政字第339号)。从1989年1月正式生产供应29.6、18.5、11.1 GBq三种规格裂变99Mo-99Tcm发生器,自此高活度裂变99Mo-99Tcm发生器实现国产[30-31]。
1991年10月29日,国家技术监督局批准原子能院编制的《GB 13172-91 裂变99Mo-99Tcm色层发生器》国家标准,于1992年8月1日起实施[32]。
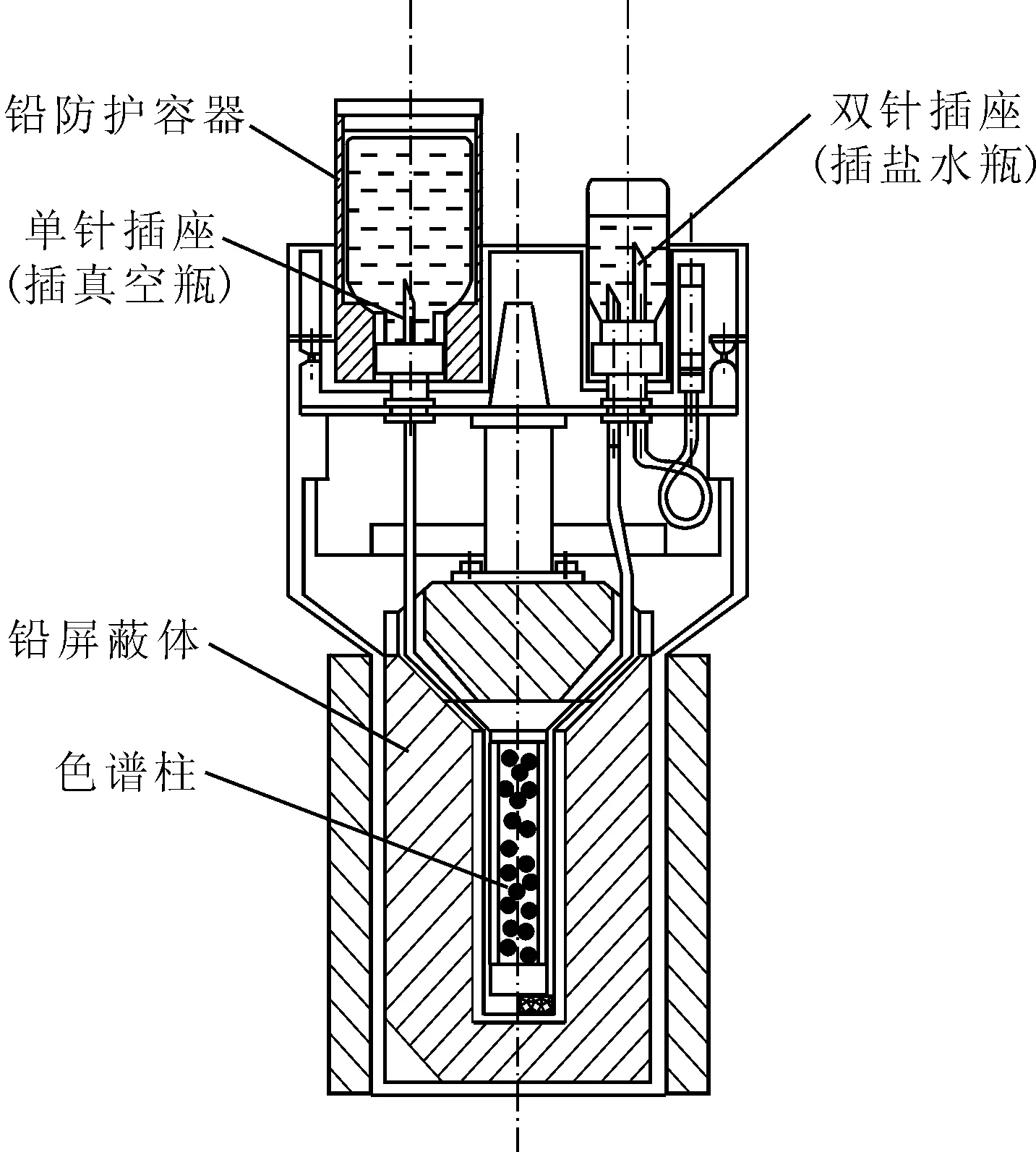
图9 改进后的裂变99Mo-99Tcm发生器示意图[6]88Fig.9 Modified schematic diagram of fission 99Mo -99Tcm generator[6]88
1995年,原子能院建成了年产5000条裂变99Mo-99Tcm发生器新的生产线[7],发生器的结构示意图示于图9[6] 88。裂变99Mo及99Mo-99Tcm发生器生产线的建成标志着我国裂变99Mo分离纯化和高活度裂变99Mo-99Tcm发生器的制备技术提升到国际先进水平,主要包含裂变99Mo及99Mo-99Tcm发生器的相关成果于1998年获国家科学技术进步一等奖。
2006年,原子能院以ZrCl4、异丙醇和四氢呋喃为原料制备锆聚合物(polymeric zirconium compound,PZC),并以此为吸附材料制备色谱型99Mo-99Tcm发生器,所制备的发生器对99Tcm的淋洗峰较为理想,99Tcm洗脱效率达到85%以上,99Tcm放射化学纯度≥99.0%,有较好的稳定性[33],但对Mo的吸附动力学缓慢。
2017年,原子高科股份有限公司(简称原子高科)提出用聚酰胺树脂从钼溶液中提取锝的方法[34],随后于2018年报道了以活性炭纤维(activated carbon fiber,ACF)和聚酰胺树脂(polyamide 6,PA 6)作为色层99Mo-99Tcm发生器的钼锝固相分离材料,从低比活度99Mo 中提取99Tcm [35-36],并基于多柱反式选择性发生器(multicolumn selectivity inversion generator,MSIG)工艺设计了高锝酸根固相萃取柱(solid phase extraction,SPE)、强酸性阳离子交换柱和酸性氧化铝柱串联的自动分离纯化装置[37-38],该装置SPE柱填料为ACF、PA 6、双水相萃取色层(aqueous biphasic extraction chromatography, ABEC)树脂时,对99Tcm的淋洗效率分别为 92.8%、94.3%、96.7%,99Tcm淋洗液中Mo的质量浓度分别为0.001 72 mg/L、0.043 mg/L、0,99Mo的相对含量分别为3.93×10-7、2.05×10-8、0,99Tcm的核纯度为100%[39]。
当前,中物院引进德国技术以裂变99Mo为原料的裂变99Mo-99Tcm发生器也即将投产。
2.2 凝胶型99Mo-99Tcm发生器
20世纪80年代开始,核动力院利用HFETR辐照MoO3靶自主生产凝胶型99Mo-99Tcm发生器[7],将反应堆辐照后的MoO3制成化学性能稳定的钼酸锆酰凝胶(ZrOMoO4),然后经造粒、烘干、分装做成凝胶型99Mo-99Tcm发生器,并建成世界上第一条堆照99Mo凝胶型99Mo-99Tcm发生器生产线,实现市场供应。1992年,核动力院将常用的99Mo-99Tcm发生器分装装置改进成自动分装装置,相同条件下,可生产50件/次凝胶型发生器,且上柱一条发生器只需6~9 s,提高了钼酸锆酰的有效利用率和99Tcm的淋洗效率[40]。
1993年12月13日,原中国核工业总公司发布《EJ 793-1993 医用凝胶型锝〔99Tcm〕发生器》行业标准,于1994年5月1日起实施[41]。
1996年核动力院自行设计建成当时世界上最大的凝胶型99Mo-99Tcm发生器生产线,首批生产86件凝胶型99Mo-99Tcm发生器供应市场。
中物院从21世纪初开始凝胶型99Mo-99Tcm发生器研究工作。2000年,中物院研究了凝胶型99Mo-99Tcm发生器填料钼酸锆的制备方法,建立双温干燥、水相分散新方法,简单、快速、高效制备出粒度均匀的钼酸锆柱填料;采用水合氧化锆作为发生器净化层,以降低淋洗液中Mo的含量、调节淋洗液pH偏中性;所研制的凝胶型99Mo-99Tcm发生器符合药典规定[42-43]。钼酸锆凝胶型99Mo -99Tcm发生器淋洗的99Tcm放射性纯度>99%、99Mo 含量<0.2%、Mo质量浓度<1.5 mg/L,但仍存在99Tcm淋洗效率偏低(约37%)、淋洗峰较宽等缺陷[44]。
我国99Mo-99Tcm发生器发展历程列于表4。我国已成功研制色谱型发生器、凝胶型发生器,建成了一定规模的生产线以供应99Mo-99Tcm发生器,且在新型99Mo-99Tcm发生器的研制方面取得了较大的突破。
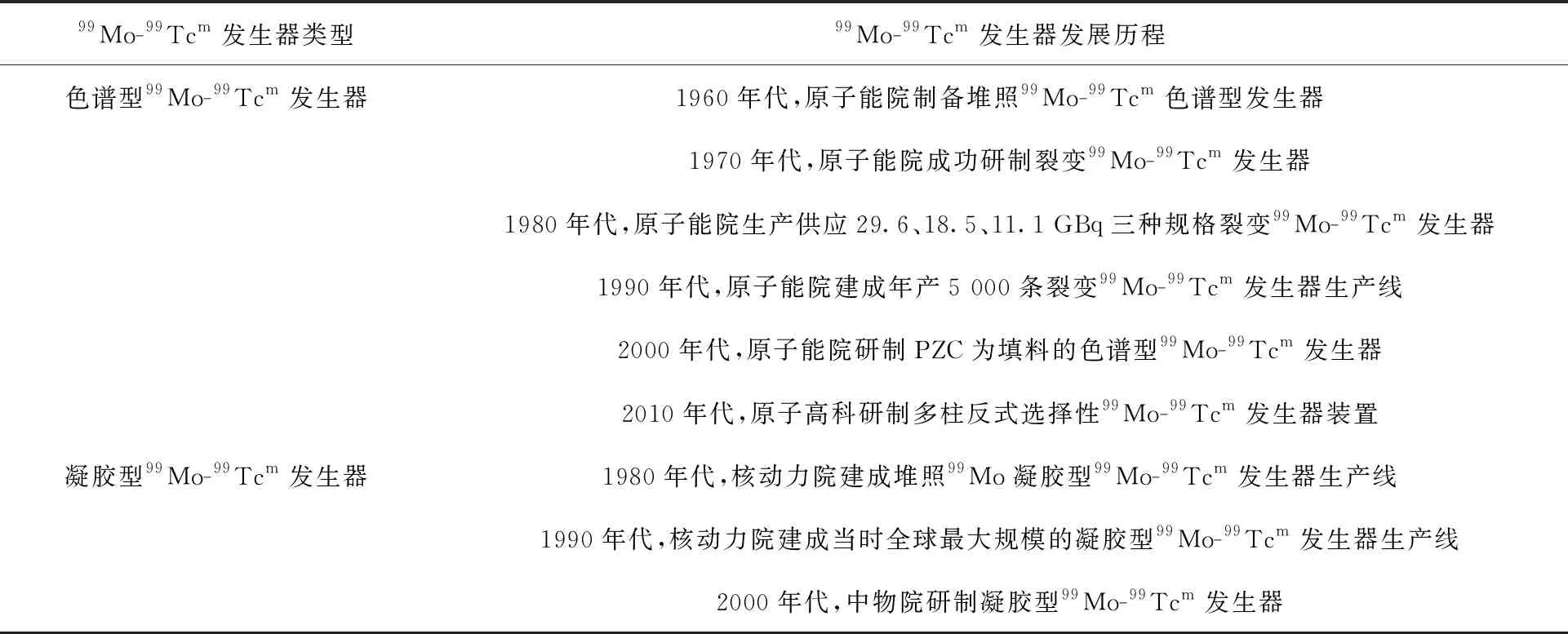
表4 我国99Mo-99Tcm发生器发展历程Table 4 Development of 99Mo-99Tcm generators in China
3 总结与展望
我国在20世纪90年代前后依托重水反应堆、高通量工程试验堆分别建成了裂变99Mo及裂变型99Mo-99Tcm发生器、堆照99Mo及凝胶型99Mo-99Tcm发生器生产线,99Mo部分满足国内市场,发生器基本停止进口。但在21世纪初,裂变99Mo原料自主生产暂停,凝胶型99Mo-99Tcm发生器也停止供货,导致国内市场使用的99Mo -99Tcm发生器原料全部从国外进口、发生器也重新进入国内市场。目前,我国可用于99Mo生产的反应堆主要有中国先进堆(China Advanced Research Reactor, CARR)、49-2 SPR、HFETR、岷江试验堆(Minjing Test Reactor, MJTR)、CMRR、秦山CANDU重水堆(Qinshan CANDU Reactor, CANDU),另有中国工程试验堆(China Engineering Test Reactor, CENTER)在建、溶液堆MIPR、辽源堆、宁化专用同位素生产堆拟建,然而仅CMRR配有一条完整、可用的裂变99Mo生产线,但设计能力有限,且还未用于裂变99Mo的生产。与国外主要裂变99Mo供应国相比,我国在99Mo规模化生产水平上尚存在较大差距。为实现99Mo自主化生产以满足国内99Mo/99Tcm市场需求、解决当前亟需、扭转国外“卡脖子”的窘迫局面,同时为促进99Mo/99Tcm制备技术的进一步发展,提出如下建议:
(1) 健全完善99Mo和99Mo-99Tcm发生器生产技术,为国产化奠定基础:研究LEU靶件制备99Mo工程化技术;开展加速器制备99Mo关键技术攻关;开发新型99Mo-99Tcm发生器制备技术;
(2) 充分利用现有设施,解决近期国内对99Mo的需求:对现有CARR、HFETR、MJTR、CANDU等反应堆进行99Mo辐照生产的适应性改造,并新建或改造配套的生产设施;
(3) 新建专用同位素生产堆,根本上解决99Mo的供应,并占领国际市场,掌控国际裂变99Mo话语权。