转向架构架加工工装通用化改造
2020-12-28陈怀山金亮培吴静
陈怀山 金亮培 吴静


摘要:转向架构架的加工特点为构架加工部位多,构架生产量大,因此工装的使用缩短了加工的辅助时间,提高了生产效率,而工装的制造成本以及存放区域,应设备与生产项目不同而间接导致工装成本与场地不断增加。本文以标准动车组与PW120E两个项目加工工装为载体,从工装在多品种项目加工到不同设备上的使用进行优化改造,以解决工装新造成本 以及新造周期对生产的影响。
关键词:工装;通用化; 成本; 效率
在实际生产过程中,转向架构架加工的品种与设备新增的先后的不同,导致现有加工工装无法满足不同项目在不同设备上的使用。因此工装通用化研究是必然的趋势,除了对特定项目在新制工装上的通用化设计外,现有在产项目的工装改造不仅降低了新造工装的成本,也大大缩短了工装制造与验证周期。同时提升了实际生产效率。本文以标准动车组与PW120E两个项目工装为例,介绍两种不同的工装的通用化的改造方案,并取得实际效果。
1、 标准动车组构架加工工装通用化改造
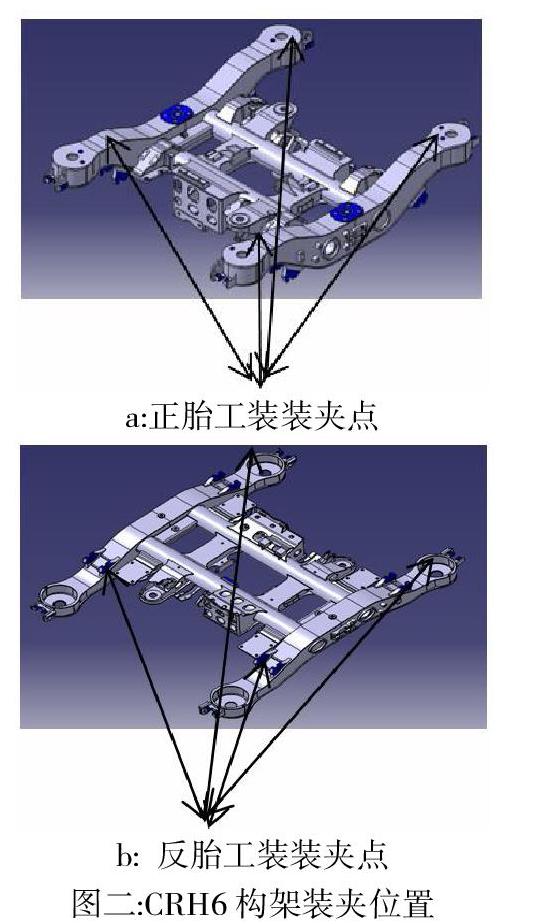
动车组转向架按照时间的先后进行构架加工,见表1,三个品种的项目在局部结构上不同,见图一,在主体结构横梁与侧梁装夹位置上相同,见图二。
(1) 构架结构尺寸特点:
(2) 构架结构装夹特点 :
(3) 构架加工工装特点 :
三菱加工中心动车组构架加工工装的特点,以四个装夹点为平台,制作的四个工装模块,见图三,右侧两个模块X、Y向键槽固定 ,左侧两个模块只有X向键槽,因此Y向尺寸调节性强。
(4) 构架加工工装改进项点 :
针对于以上三点,在CRH2G项目生产时,利用CRH6项目工装底部一侧键槽Y方向的可移动性,进行构架Y向间距的2000MM与2030MM的微调,其主体装夹结构相同,微调后满足装夹与加工要求。而标准动车组构架加工项目生产时,采用的是新制工装,构架装夹处结构不同,为了满足CRH6项目与标准动车组项目同步生产,解决工装数量瓶颈,通过在标准动车组工装上进行CRH6项目构架的预安装,解决装夹与部分加工处干涉问题,见图四,进行压板高度,螺杆孔位置,紧固螺栓头大小三方面的改造。实现标准动车组加工工装通用化,按照此方法反向推理,同时在CRH6工装上进行标准动车组加工工装的改进,将项目之间工装通用化发挥最大作用。
2. PW120项目加工工装通用化改造
PW120E项目前期工装设计仅满足济南加工中心安装使用,由于后期三菱加工中心设备的新增,工作平台键槽尺寸位置的不同,济南加工中心工装无法与三菱加工中心通用,而新造工装的成本与周期制约着生产,为了有效解决这个问题,以济南加工中心与三菱加工中心工作台键槽尺寸与结构为改造出发点,对PW120E正反胎加工工装底部定位键槽进行改造。改造分为以下三方面:
(1) 通用键的优化
工装定位键的设计采用通用键设计解决两种设备不同键槽的安装,见图五a、b,三菱加工中心键槽宽度28MM,济南加工中心键槽宽度36MM。28MM/36MM台阶键的设计满足工装在两种设备上的同步使用,见图五c。
(2) 正反胎工装键槽尺寸改造
三菱加工中心与济南加工中心工作台面键槽Y向结构与位置不同,见图五a、b,改造后必须满足两种设备装夹定位可靠,同时改造前后工装构架装夹基準的误差最小化是关键。为了解决这个难题,在改造方案的选择上,工装公司依据自身现有条件将工装侧翻后利用平台将工装整体垫高后装夹找正,以原先键槽直线度为找正基准加工新键槽,间距为150MM。且保证新旧键槽平行,已确保回厂后的修复基准误差量可控。 这种方法减少工装附件的拆除与安装,缩短了改造周期,反胎工装回厂之后进行了安装与验证,微调定位基准后工装精度满足工艺要求。
(3) 正胎工装定位销的改造
正胎工装在工装公司进行了一侧Φ50定位销的拆解,并且重新定做了一个Φ50定位销,见图七,原因是为了解决之前定位销长期使用的磨损与变形,其次工装改造中由于正胎工装加工与定位精度高,防止回厂之后的误差无法满足二次加工要求 。工装回厂之后采用三菱加工中心对济南加工中心PW120E工装正胎Φ50定位销基准座进行重新加工,改造后的定位销基准座相比之前设计合理且定位可靠,首件构架3D检测合格,同时也验证了工装通用化改造完成。
综合上述两种工装通用化改造方案,一种通过加工构架项目不同实现工装通用,另一种通过设备平台键槽不同实现工装通用,最终结果不仅节省了新制工装的成本浪费,大大缩短了改造周期,同时为后期的项目在工装的设计与改造方面提供了有力依据.2020.7月在PW120E项目工装上再次进行了PW120E-II工装改造 ,改造之后PW120E工装满足PW120E-II项目的生产,节省工装新做的成本以及生产瓶颈.实现工装平台通用化.
3。构架加工工装通用化改造取得效益
结合上诉综合工装新造与改造的对比,工装通用化改善取得的结论,见表2:
参考文献
[1]周维泉。数控车/铣宏程序的开发与应用[M]北京:机械工业出版社,2012。
[2]贾文 。零件加工工艺与工装设计[M]北京:北京理工大学出版社,2010。
[3]朱耀祥,浦林祥。现代夹具设计手册[M]北京:机械工业出版社,2010。
[4]刘文周。数控组合夹具典型应用实例[M] 北京:机械工业出版社,2015。
作者简介:陈怀山 男 高级技师 中车南京浦镇车辆有限公司转向架车间 从事转向架程序编制与加工 电话13913305934 E-mail: 757435897@qq.com
金亮培 男 高级技师 中车南京浦镇车辆有限公司转向架车间 从事转向架加工 电话15189828201 E-mail:283650538qq.com
吴静 男 高级工 中车南京浦镇车辆有限公司转向架车间 从事转向架加工 电话17714531269 E-mail: 564489299@qq.com
