SS3系电力机车制动电阻烧损原因分析及改进措施
2020-12-28刘伟峰
刘伟峰
(南宁局集团公司 柳州机车车辆有限公司 工程师 广西柳州 13633073486)
1 问题的提出
SS3、SS3B 电力机车大修后,投入运用一段时间(半年左右),数台机车出现制动电阻带烧损故障。经统计烧损部位,电阻带引出母线焊接部位占多数,为烧损的主要部位。电阻带烧损,机车无电阻制动性能。这种故障的发生对机车的安全运行造成较大的影响,同时给机车返修带来较大困难,返修成本也较大。
2 制动电阻柜的结构及电气原理
要找到制动电阻带烧损的成因,须从机车运用和设备状态、工作原理诸方面分析入手,笔者结合SS3 型机车检修经验,认为熟悉机车制动电阻柜的结构及电气原理是准确判断故障并有针对性地采取防范措施的关键环节。
2.1 基本结构电阻柜是安装制动电阻元件的地方,也是冷却空气的通道,结构上既要保证电阻元件安装牢固稳定,有良好的耐振性能,又要有足够的电气间隙和爬电距离。作为风道要尽量减小风阻,使电阻带均匀地受到通风冷却,散热性能良好。SS3型电力机车共配置两台TZZ4 型制动电阻柜,SS3B固定重联机车配置四台TZZ4 型制动电阻柜。一个电阻柜共有18个电阻元件,分为左中右3排,每排分6层,每排6个元件用软铜编织线首尾串联成一个电阻段,每排自成独立电阻段,电阻段的阻值(20℃)为(3.22±5%)Ω,图1 是电阻柜接线原理图。电阻元件是电阻柜的核心,电阻元件主要由电阻带、双头螺纹方钢、高铝瓷夹和前后金属支板组成,高铝瓷夹套在方钢上,6 根方钢分上下两层用螺母固定在前后金属支板上,电阻带的上下边缘就钳在瓷夹的槽中而受到支撑。
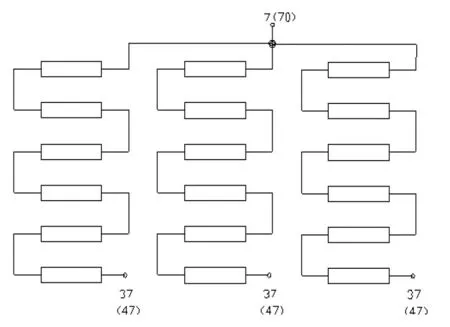
图1 电阻柜接线原理图
2.2 控制保护电路工作原理SS3 电力机车制动电阻装置通风道上采用了TYJ5A 型风道继电器,主要用来监视电阻制动工况通风系统的工作状态,以确保通风系统有足够的风量,使电阻带均匀地受到通风冷却,从而使电阻带各处温度基本保持一致。在机车故障时,为使电气设备免受损坏,SS3 系电力机车上采用了很多保护措施。机车电阻制动时设有风压控制电路保护,在制动工况下,保护制动电阻带免遭过热烧损。图2 是SS3 机车电阻制动控制保护电路图。
由图2可以看出电阻制动工况时,预备环节YZJ电路中,因主断路器已闭合,即QDK 闭合;WHZJ 位转制动工况选择完成已闭合。司机必须开动1~4ZFD 轴流通风机,风道继电器1、2、3、4ZFJ 动作闭合使FSJ 得电保持闭合,从而使YZJ 得电闭合,完成电路预备。此时励磁控制系统的前提条件已经具备,调速手柄SKT离开“0”位,零位时间继电器LWSJ闭合,LC 接触器得电,电阻制动在电子柜控制下进行。制动工况时,若发生某牵引电机电枢电路过流、励磁电路过流,电子柜ZGZK 中保护电路开通,使导线314#—334#接通,励磁中间继电器LCZJ 得电闭合,切断LC 线圈电路,LC 打开,从而切断励磁电路,电阻制动解除。
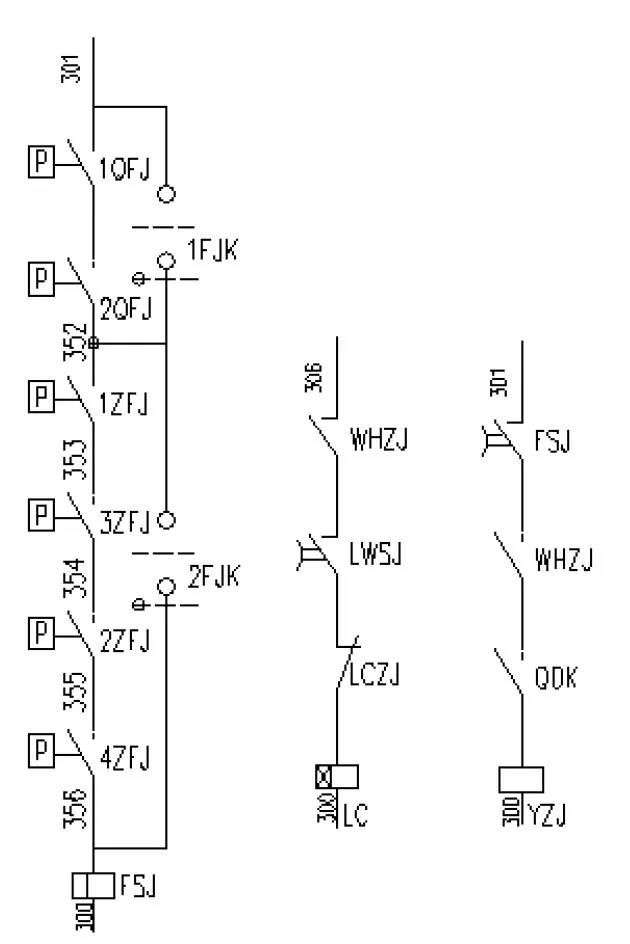
图2 电阻制动控制保护电路原理图
SS3B 固定重联机车电阻制动控制保护原理类似SS3机车,只是实现的方式由逻辑控制单元完成。
3 故障原因
通过上述设备感性介绍和理性分析,特别是通过调阅相关检修记录、组织部分检修人员对落修的电阻制动柜故障部位进行分析,发现故障原因主要包括以下方面。
3.1 电阻段之间短路部分电阻元件由于发热、过热变形、窜动,造成片间搭接、电阻段之间短路烧损,此项引起的烧损产生的后果最为严重,往往造成两整组电阻段电阻元件全部过热,至少数片以上电阻元件烧损而不能使用。
1)机车运用过程中的误操作引起的电阻过热烧损,也就是说机车实际在未开启制动风机的情况下实施了电阻制动。从图(二)机车设计电路逻辑控制关系来看,正常情况下未开启制动风机的机车是无法实施了电阻制动的,它有一个风道继电器保护环节,即使当风道继电器因故障被隔离需要进行电阻制动,也要求乘务员在操作时必须先开启风机后再投入电阻制动。运行途中机车在开启牵引风机的情况下,司机室噪音较大,司乘人员很可能误以为已经启动制动风机,这是其一;另一种情况是风道继电器故障隔离开关1~2FJK 处于隔离位,机车预备已完成,乘务员很有可能在误以为已经启动制动风机而实际并没有开启制动风机的情况下实施电阻制动,最后造成制动电阻因无强迫风冷导致过热烧损。SS3-4534 电阻制动装置故障机车高压试验电阻制动励磁电流试验:将换向手柄SKX 置于“制”位,操作调速手柄SKT 离开“0”位,信号指示灯“制动”显示,励磁电流表指针上升,励磁电流缓缓增大。调速手柄在制动区固定某位置,保持某励磁电流,断开制动风机按键开关,励磁电流应降为“0”,而实际情况却是保持了励磁电流。落修的SS3-4534 机车制动电阻柜电阻单元全部明显过热症状,部分电阻带熔化,框架严重变形,电阻柜面板油漆的颜色由于过热变成了砖褐色与之应证。
2)电阻段6 个元件电阻分配不均引起的电阻元件过热烧损。机车在实施电阻制动时,线路坡度越长大、牵引吨位越高,电阻制动使用的时间就越长、制动电流就越大。《韶山3B型电力机车大修规程》对制动电阻要求如下:电阻器的技术参数须符合表1的规定。

表1 电阻值
表2 是某一SS3BA 节机车制动电阻柜检修的记 录数据。
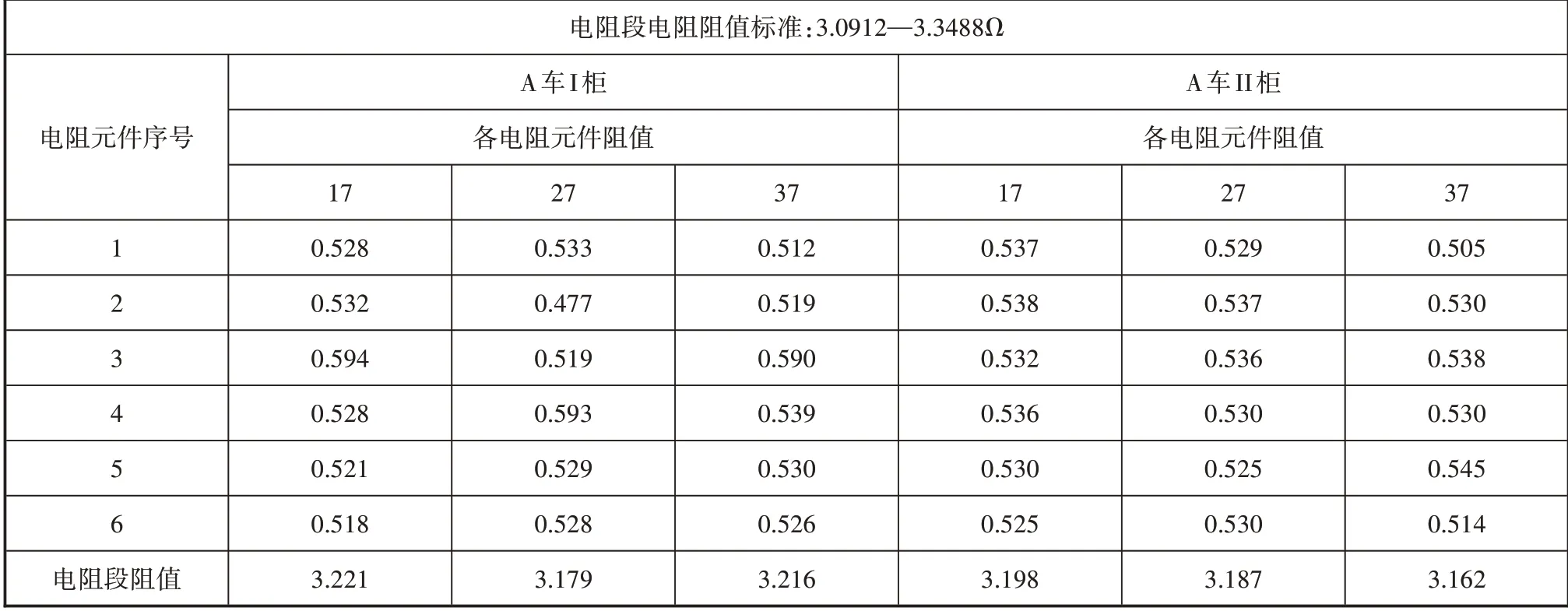
表2 某一SS3BA节机车制动电阻柜检修的记录表 单位:Ω
从表2 可知,各电阻段的阻值都符合3.22×(1±4%)Ω要求,而各电阻元件的阻值大小各异、不均匀。在施行电阻制动时,SS3B 固定重联机车微机控制柜最大制动电流限制为420 A(流过电阻段的的电流)。制动电流一定时,假定制动电流为400 A,根据欧姆定律、电制热功率P=I2 R 得知,当流过发热体的电流一定,电阻热功率与电阻成正比。以27#电阻段为例进行计算,2、4 电阻元件电热功率之差ΔP为:
第2电阻元件电制热功率
P2=I2R2=4002×0.477=76320(W)
第4电阻元件电制热功率
P4=I2R4=4002×0.593=94880(W)
ΔP=I2(R4-R2)=18560(W)
也就是说,第2与第4电阻元件电热功率相差接近10个2000W 的电炉,如果冷却条件稍欠、风阻大,在长、大坡道施行电阻制动的话,就会率先烧损第4电阻元件,进而拉弧烧损3、5电阻元件,甚至整个制动电阻柜。
3.2 引出线焊接部位烧损电阻带铜排引出母线因机车振动,电阻片出现裂纹,裂纹后电阻片的截面积减少;引出铜母线锈蚀、发热氧化,使得引出线焊接部接触电阻迅速增大,这样一来,在流过较大制动电流时,常在引出母线焊接处出现过热烧损故障。
3.3 制动电阻检修组装过程中存在问题有些电阻元中固定电阻带的瓷夹之间未严格按照要求加装石棉垫或不正确加装石棉垫,组装完后瓷夹之间有缝隙;电阻元件存在两两上下对应固定瓷夹未夹紧电阻带,固定不到位的现象。这两种情况在机车运行过程中制动电阻发热时都容易造成电阻带窜动,引起段间电阻带之间短路烧损。
另外,制动电阻柜的散热跟司机在机车实施电阻制动时的操作也有很大关联。正确的操作应是先将换向手柄SKX、调速手柄SKT 置于“0”位,再适当延长制动风机工作时间以便制动电阻充分散热。
4 预防措施
4.1 改进机车制动风机的控制电路避免操作过程中未启动制动风机,就可以进行电阻制动的情况。具体方案是将I、II低压柜制动风机接触器的常开联锁串联接入风机风压保护电路,电路原理如图(三)所示。
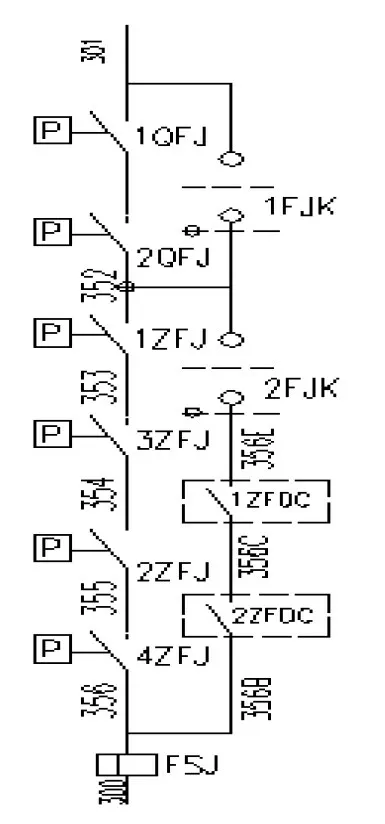
图3 风机风压保护电路原理图
虚线框的1ZFD、2ZFD 联锁为加装联锁,机车大修时加改的电路。同时要求司机在实施电阻制动结束、调速手柄SKT回“0”位后适当延长制动风机的关闭时间,以利于制动电阻更好地散热。
4.2 电阻段6 个电阻元件电阻值选配均匀对电阻元件阻值做出规定,电阻元件规格和阻值应符合标准:每个电阻元件的阻值(20℃) 0.537×(1±5%)Ω,即0.510—0.564Ω之间,不能无限制放宽的使用。
4.3 重新做搪锡处理电阻带铜排引出母线在机车检修时,铜排引出母线处洗净后重新做搪锡处理,同时对电阻带进行技改。可用氩弧焊焊接补强,焊条为电阻带本体合金Cr20Ni35 材料,补强材料使用一块厚度:0.5mm,长:200mm,宽:65mm 的不锈钢钢片。技术改造步骤:
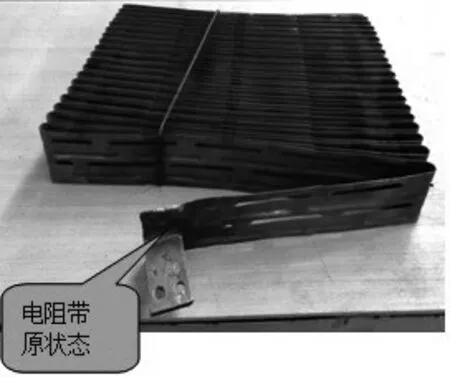
图1 原电阻带

图2 将不锈钢片先点焊在电阻带引出线上
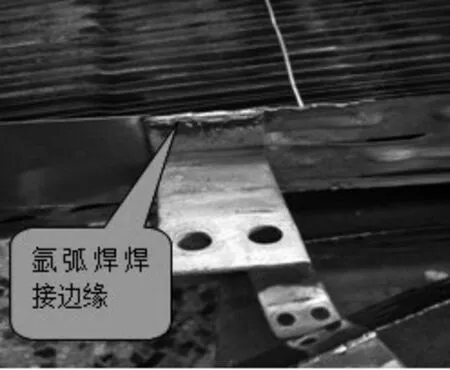
图3 点焊完毕在上下边缘满焊

图4 焊修完效果

图5 将电阻带组装到电阻盘内
4.4 严格按照工艺修车组装中按要求在固定瓷夹间加装石棉垫,石棉垫须完整地同瓷夹一起穿在支板方钢上。尽量调小支板上对应两方轴之间的固定距离,即让瓷夹卡槽上端面紧贴电阻带上端面,并保持方钢无弯曲,以保证瓷夹固定紧电阻带。
5 结束语
综合分析可以得出如下基本结论,要保证SS3型电力机车制动电阻正常使用,必须做到:
1)检修后的制动电阻达到运用质量要求。
2)机车运用时应当保持车体通风良好。
3)司机在机车运用过程实施电阻制动时必须按规章要求正确操作。
希望本文所提防止SS3 型电力机车制动电阻烧损的建议能对相关检修单位和同行起到参考和借鉴作用