基于PLC和气液技术对活塞内冷通道清洗的改进研究
2020-12-28邱永松
邱永松
(惠州城市职业学院机电学院, 广东惠州 516025)
0 引言
随着车辆及其配件制造技术的进步和发展,对活塞内冷通道的清洗及产品的合格率也提出了更高的要求,针对目前活塞内冷通道的清洗仅使用高压水对左右通道交替清洗,单纯使用高压水液冲洗,仅仅能把体积大、阻力大的金属屑冲洗出来,对体积细小,阻力小的金属屑则难以全部冲洗出来,因此,容易造成内冷通道残留金属屑或异物,甚至可能导致发动机活塞卡死、拉缸,故而造成废品率较高的问题[1],基于此,本文作者研究提出一种基于PLC和气液技术[2-4],控制高压气液轮流清洗活塞内冷通道的方法及装置[5],以提高产品的合格率。
1 技术改进方案
为改进目前活塞内冷通道的清洗只是单纯使用高压水液清洗,不易清洗干净容易导致产品废品率较高的问题,提出改进方案,设计一种基于PLC和气液技术,控制高压气液轮流冲洗发动机活塞内冷通道的方法及装置,以提高产品合格率。改进的活塞内冷通道清洗方法及清洗装置,其特征在于:在活塞内冷通道1上设置左侧通道入口1-1和右侧通道入口1-2,如图1所示。

图1 改进的活塞内冷通道
该活塞内冷通道清洗装置(图2)包括压缩气端口2和高压水端口3,所述压缩气端口2和高压水端口3连接在喷枪4上,构成气液清洗结构;通过喷枪4连通活塞内冷通道1的左侧通道入口1-1、右侧通道入口1-2,形成气、水清洗通道;压缩气端口2和高压水端口3的控制端各连接控制机构PLC的控制输出端,通过控制机构PLC控制压缩气端口2和高压水端口3轮流清洗活塞内冷通道1,形成左、右轮流高压水、气冲洗活塞内冷通道的气液清洗装置[6-15]。
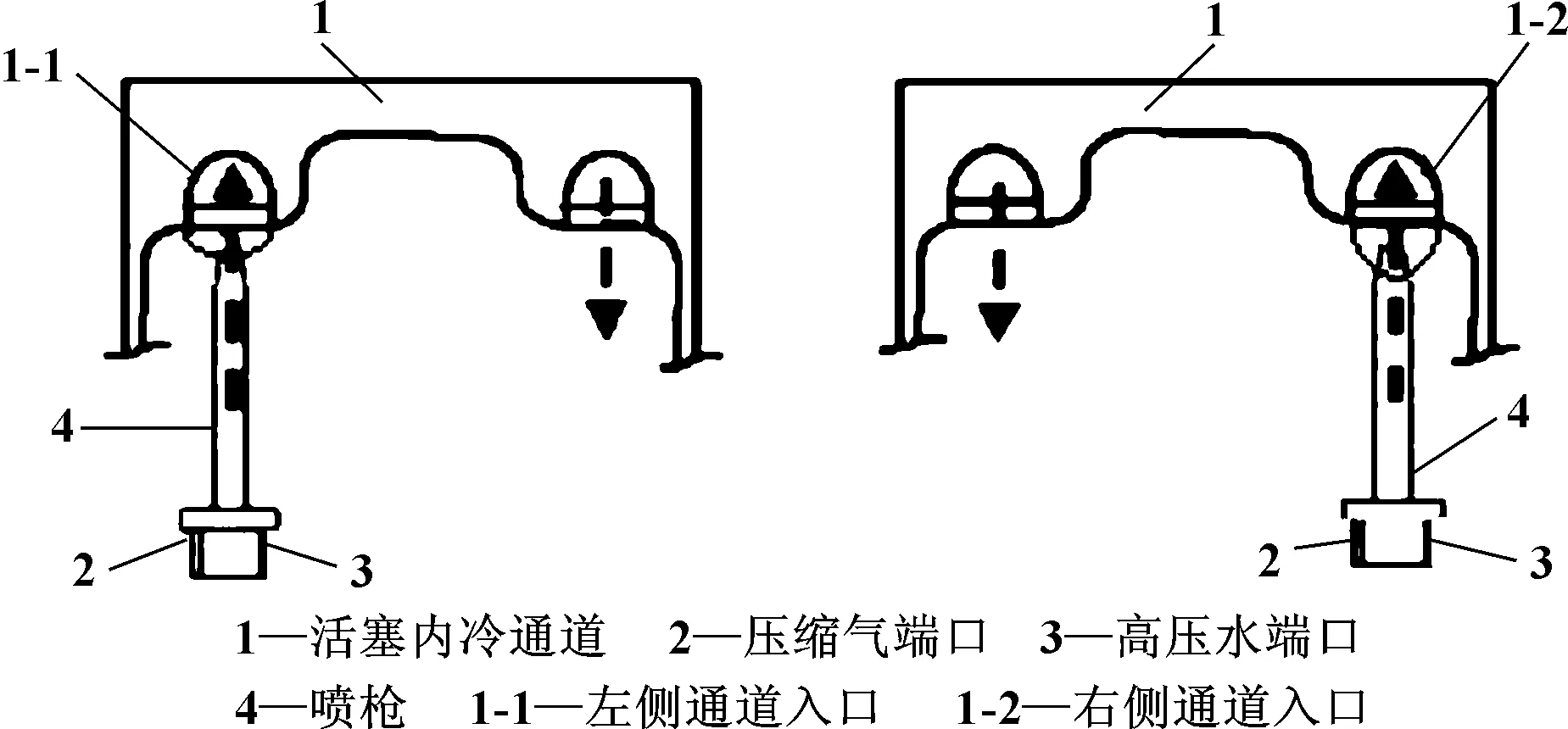
图2 改进后的清洗装置
改进后的清洗流程如图3所示。该改进方法先通过能起到防护作用的带橡胶碗喷枪头的喷枪向左侧通道入口通入高压水冲洗,废水从右侧通道入口排出,再通过喷枪向右侧通道入口通入高压水冲洗,废水从左侧通道入口排出,完成高压水清洗流程;然后通过喷枪向左侧通道入口通入压缩气体冲洗,废气伴随金属屑或异物从右侧通道入口排出,再通过喷枪向右侧通道入口通入压缩气体冲洗,废气伴随金属屑或异物从左侧通道入口排出,完成压缩气体清洗流程;检测活塞内冷通道洁净状况,证明没有残留物后,完成活塞内冷通道的清洗过程[16-17]。

图3 改进后的清洗流程
2 技术改进效果
通过上述分析,该改进方法及装置能够解决现有的高压水清洗活塞内冷通道技术存在容易造成活塞的内冷通道残留金属屑或异物、废品率较高等问题,采用高压水、气轮流冲洗活塞内冷通道的气液清洗装置不仅能把体积大、阻力大的金属屑冲洗出来,还能清洗干净体积细小、阻力小的金属屑,而且具有无死角清洗干净、防止活塞内冷通道残留金属屑或异物,同时绿色环保,提高了产品合格率等突出的实质性特点和有益效果。
3 结束语
随着车辆及其配件制造技术的进步和发展,对活塞内冷通道的清洗及产品的合格率也提出了更高的要求,在相比单纯使用高压水的清洁方法,采用高压水、气轮流冲洗活塞内冷通道的气液清洗装置能无死角清洗干净,凭借其优异的实质性清洗效果及绿色环保等特点将成为未来实际应用的发展方向,因此,对活塞内冷通道的清洗并提高产品的合格率的研究具有重要的意义。
