不锈钢薄壁件加工
2020-12-25邱健富
邱健富


摘要:近些年来,随着我国制造业的不断发展,不锈钢材料在各种领域被广泛应用,由于不锈钢材料特殊的性质,对不锈钢材料的加工制造也成为了难点。本文章主要对不锈钢薄壁件削加工案例进行简单分析,针对加工案例中出现的一些问题提出具体可行的参考措施。
关键词:不锈钢薄壁件切削加工;应对措施
一、不锈钢薄壁件切削加工概述
在金属材料当中,不锈钢是属于加工难度大的一种金属材料,并且这种金属材料具有韧性好、导热性差,以及加工硬化严重这些特点。但是不锈钢材在医疗和航天领域有着重要的地位,近些年来,随着加工制造业的不断发展和进步,不锈钢材料加工越来普遍,工艺和加工方法不断创新优化,但是不锈钢薄壁件加工在切削加工中还是有容易变形、形位公差、精度难以保证的特点,依然对操作者的经验,切削刀具的使用和加工工艺编排等要求非常高。
二、不锈钢薄壁件切削加工案例
本文以不锈钢薄壁件加工为案例,案例中主要针对零件图,加工工艺,刀具准备,切削参数使用,形位公差精度保证,零件精度测量等方面进分析。
1.零件图分析
材料:从零件图技术要求可得知,该零件的材料为40cr不锈钢,材料经过热处理(调质处理23-28HRC)。加工技术要求:零件加工表面不允许有划痕,锐角倒钝,去毛刺,未注表面粗糙度Ra3.2。形位公差:同轴度为0.025mm,平行度为0.04mm。尺寸精度:φ65、φ58外圆公差等级为h8,φ55、φ40内孔公差等级为H8,长度L60±0.05mm,注明倒角为C1。
零件的加工精度及形位公差要求高,零件最薄部分的壁厚只有2.5mm,最厚的部位有9mm。φ58外圆与φ65外圆、φ55内孔同轴度要求为0.025mm,φ58外圆端面与φ65外圆、φ55内孔端面平行度要求为0.04mm。
2. 加工工艺
(1)制作专用夹具保证形位公差精度:零件的同轴度为0.025mm,平行度为0.04mm,形位公差要求高,按常规装夹方法难以保证,所以需要制作专用夹具。如图1所示,制作车床切削加工专用软爪(专用软件的制作材料为45#钢,软爪的内径与与零件装夹部位直径大小一致,并且是在一次装夹情况下完成加工制作,不能中途拆卸,以免造成零件后加工,同轴度与平行出现超差),保证同轴度与平行度。
(2)加工步骤安排:为了防止不锈钢薄壁件在粗加工中因受到比较大的切削力影响从而导致零件出现变形,在加工工艺中需要划分粗加工和精加工阶段。
3. 切削刀具准备及切削参数使用
不锈钢薄壁件削加工加工难度大,除了在加工工艺上要求高,在实际生产切削加工中也同样要求高,实际生产切削加工是最后一个,也是最关键的环节。再好的加工工艺,如果没有匹配加工刀具及合理的切削参数做支撑,也无法达到最终的尺寸精度要求,具体如下表
4. 零件精度检测
(1)形位公差精度检测。同轴度检测:同轴度的检测,通常使用三坐标来完成检测,常用的检测方法有,“公共轴线法”、“直线度法”、“求距离法”。实际操作中“公共轴线法”、“直线度法”普遍被应用。平行度检测:用千分尺测出平面高低值,把测量基准面放在平板上用百分表测量值,找出三个不在同一条直线上的分别测量两个面的距离。用千分尺测出平面高低值是最简单的方法。
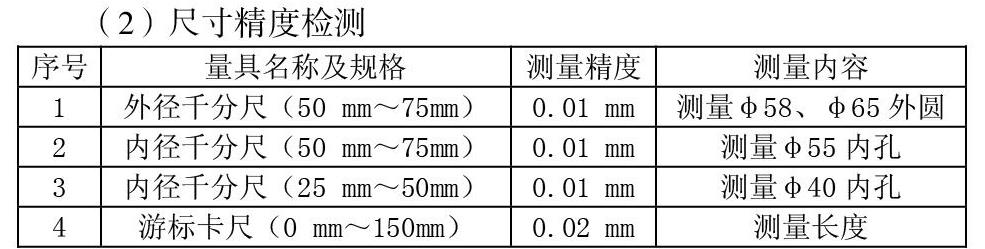
(2)尺寸精度检测
三、不锈钢薄壁件切削加工容易出现的问题及改进措施
1.形位公差超差:造成形位公差超出的原因有,其一是零件裝夹方式不正确,在装夹是零件左端没贴紧切削加工专用软爪内端面(L13处有长度限位),其二是在装夹零件时削加工专用软爪上残留有切屑,影响装夹精度,造成不锈钢薄壁件加工后有误差,形位公差超差,达不到图纸要求。
解决方法有,其一是在装夹工件时,确保零件的左端面贴紧切削加工专用软爪内端面,不留间隙,可通过透光检测是否贴紧,如果有明显的透光则是没有贴紧,需要重新安装调整。其二是在每次装夹工件时,检查切削加工专用软爪内壁是否有残留切屑,如有应及时清理。
2.刀具磨损及积屑瘤:不锈钢的材质相对其它材料,它有韧性好有不易生锈的特点,但是在切削加工难度上却比其他材料难度大。最常见是刀具容易磨损,切屑排出不顺畅缠绕在零件加工表面上,不合理的切削速度容易引起积屑瘤,积屑瘤粘附在刀具表面上,增大了刀具前角和切削厚度,导致加工过程出现振动,影响加工精度。
解决方法有,其一是采用润滑效果好的切削液,减小刀具摩擦,增大刀具前角降低切削力,保证切屑排出顺畅不影响加工。解决方法:其一是采用润滑效果好的切削液,减小刀具摩擦,增大刀具前角降低切削力,保证切屑排出顺畅不影响加工。其二是切削进给量和转速适当降低,削弱积屑瘤产生的条件。
3.零件变形:在切削加工薄壁件时零件变形是原因有,其一是在加工过程中切削液冷却不到位,零件受热不均。其二是切削力过大,不锈钢零件壁厚过薄,在被刀具挤压后容易变形。
解决方法有,在加工过程中冷却液必须全程参与冷却降温,防止零件出现受热不均产生变形。其二是适当减小切削深度和进给速度,使切削加工平稳,零件不会因为受力原因变形。
四、结束语
总而言之,在对不锈钢薄壁件切削加工的时,会面临各种各样的困难和问题。需要操作者具备丰富的实操经验和扎实的理论知识基础。在出问题是能够针对性的解决,本文就不锈钢薄壁件加工案例进分析,整理一些常见的问题及应对措施。希望能对不锈钢材料的其他零件加工能有借鉴作用。
