滚筒的加工及维修
2020-12-25章百明
摘要:滚筒在我们日常生活中经常见到,品种多,应用广,我们经常接触到的,比如矿山业、纺织业、印刷业、造纸业等,由于各类行业滚筒的用途不一样,所以加工的要求也不一样,本文对我们最常见,最普通的滚筒做一个详细的论述。
关键词:普通车床;滚筒加工;车工工艺
滚筒品种繁多,形状各异,但大致结构分为两种:
一种是设计滚筒两端内安装轴承、油封,中间装配一根轴,这类滚筒多用于被动滚筒,托轮类滚筒。
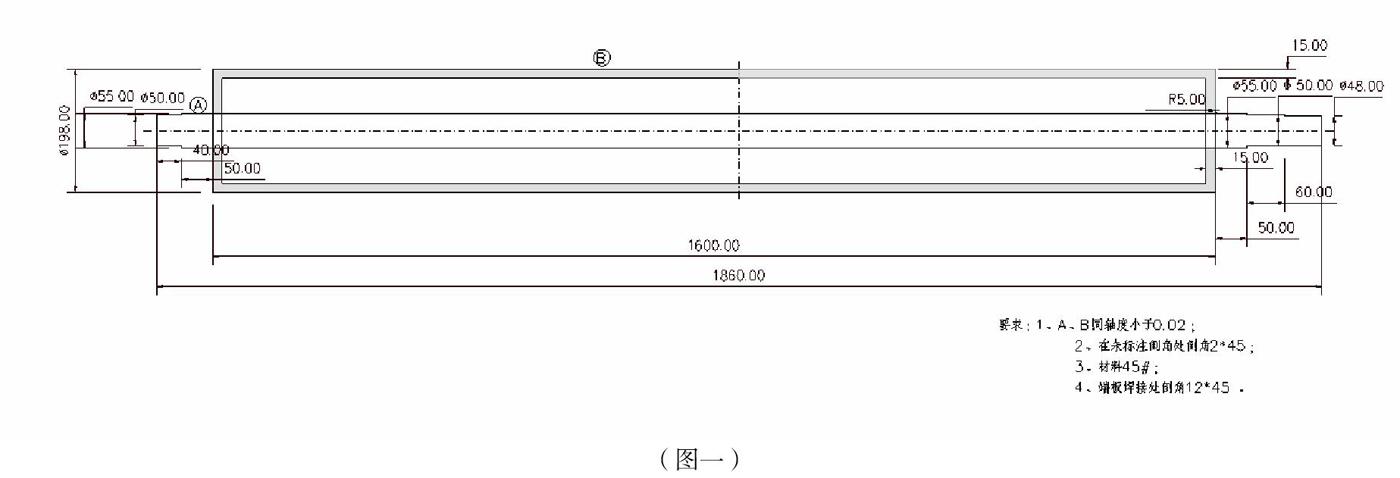
另一种是两端焊接或用其它方式直接固定主轴,使其形成一个整件再加工的滚筒,下面就对这类滚筒做一个详细论述。(见图一)
1、滚筒的加工工序
车工的加工工序是每一位车工经过多年的实践,积累经验,结合车工基础理论,对图纸的分析,综合出一套加工的过程,在认识图纸的同时,我们更应该了解产品的去处和用途。在我们加工同时,首先要了解产品的形位公差,注意产品加工过程中的步骤和细节,使我们的产品在使用中得到更好的稳定和耐用。
1.1选料:
①45#无缝管φ203mm×17mm锯床下料,长1605mm;
②45#圆钢φ60mm锯床下料,长1865mm;
③45#钢板,厚18mm、气割φ175mm两块。
1.2备料:
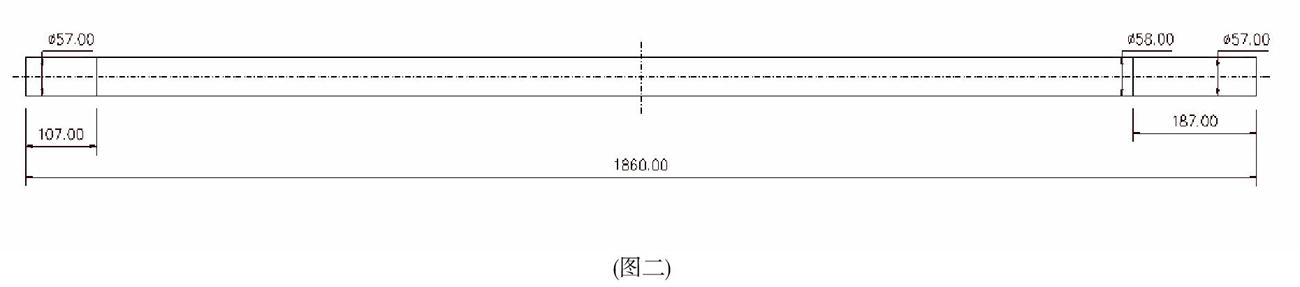
①将φ60圆钢两端车平,打中心孔,长度加工至1860mm,用三爪自动定心卡盘,一夹一顶方式,加工出下图:(见图二)
这时我们就应该考虑滚筒的用处,如果使用中的滚筒转数较高,就应该要求这道工序的同轴度,如果转数较低,中间直径60部位可加工,也可不加工,这是考虑产品在使用过程中,如果转数高,就会因为毛坯的偏重而产生离心力,生产过程中会使整个设备产生振动,缩短设备的使用寿命,影响设备生产出产品的质量。
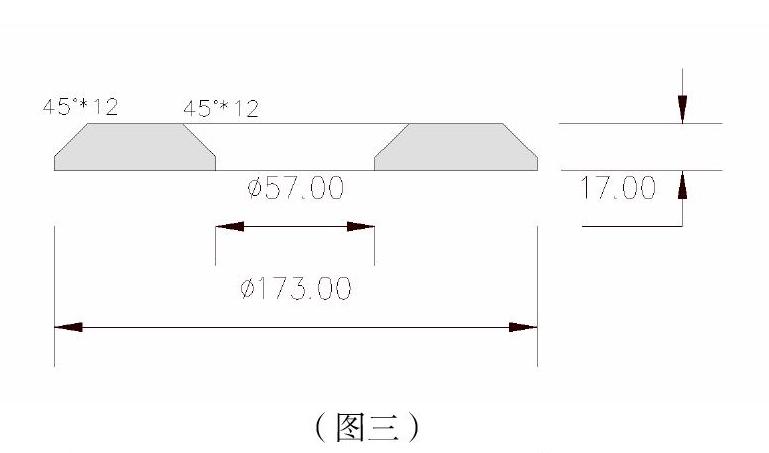
②将已经气割好钢板加工至下图尺寸(见图三),在需要焊接处倒角12×45°。
③无缝管由于工件较长,对于这么多中小企业加工有局限性,如果有深孔镗床,内孔镗一刀即可,如果在车床加工;我们就要找一个与上图盖板相似的圆饼,钻好中心孔,一端用三瓜撑住内孔,一端用圆饼,顶尖顶住,把滚筒无缝管两端外圆轻刀加工出一个三爪夹的部位和一个中心架支撑的部位,原后用中心架方式换头加工内孔。加工尺寸如图(见图四)。
④焊接:把留有加工余量的轴(图二)放入无缝管(图四),两端盖上端盖(图三),倒角面向外,把倒角处进行焊接。
2、加工
2.1将所有尺寸加工至图纸要求大一毫米,滚筒外径留2-3mm,并调节尾座,使滚筒外径两端尺寸大小小于0.05mm。
2.2將φ48位置加工至图纸要求尺寸。
2.3因滚筒较长,两顶方式容易产生振动,所以采用一夹一顶方式,夹住φ48位置,用左、右偏刀将轴加工至图纸所要求尺寸。
2.4加工滚筒外圆,这时应该了解一下滚筒的用途,很多滚筒我们只需要达到图纸要求就行,但如果是纺织类滚筒,在我精车外圆的时候,应该从中间起刀,用左右偏刀向两端走刀的方式进行加工,滚筒表面细小的刀纹,会使纱布在传动的同时向两端延伸、张紧,既平整又不跑偏。
3、滚筒的维修
在我们日常生活中,经常会遇到价格昂贵的滚筒,比如印刷类滚筒,外圆上有雕花的、刻字的,一般都在几万至十几万不等,在机械故障中常出现断轴现象,因断轴不能继续使用,会给企业造成巨大损失,我们车工就要想办法对其进行修复。
遇上断轴滚筒,首先我们要了解一下断轴的原因,分析一下具体情况,然后复原基本尺寸,绘画出复原的图纸。
滚筒断轴大多部位都是安装轴承的台阶处,或主动力传动的台阶处,直径较大的部分都会残留在滚筒上,我们把残留的轴叫轴根,把需要焊接上去的部分叫轴头。下面来详述一下修复的过程。
3.1用三爪夹住滚筒一端的主轴,用中心架支住轴根,根据轴根残留的长短,尽量车短轴根,焊接部位与加工后的台阶处稍远些较好,一般选择车短30mm以上,再把轴根直径车小一半,比如轴根直径是60mm,就加工至30mm,长一般也不小于30mm,在台阶处倒角45°。
3.2根据测绘的图纸,选轴头材料,轴头材料直径一般大于轴根直径5mm,计算出所需要的长度。把一端车平,另一端钻孔、车孔,孔径小于轴根所加工部分直径,小0.15mm左右,长度相等,在孔与外径处倒角45°。
3.3热套,根据各企业条件,选择加热方式,把轴头车孔一端加热到300-400度,直接套上轴根。
3.4焊接:在轴根和轴头倒角处焊接。
3.5装夹具制作:根据轴头直径大小、长度,选择一段无缝管,例:轴头直径是65mm,那么无缝管内径需大于70,要准备螺钉有足够的调节空间,壁厚10mm以上,要让螺纹足够支撑滚筒的重量,长度尽可能短些,但两排螺钉要留有足够的距离支撑中心架。内径车圆即可,外径先粗车,再精车,在两排螺钉处画线。然后在画线处分四等分,钻孔攻丝,保证两排螺钉孔方向一致。(见图五)
3.6装夹:用四爪卡盘夹住滚筒一端主轴,焊接的轴头套上夹具,安上车床中心架,调整四爪,用百分表座校滚筒外圆,校准后将百分表座移至中心架一端校滚筒外圆,调节夹具上的螺钉找正,中心架一端找正后再将百分表座移至卡盘一端重新找正,要求两端跳动在0.02以内方可进行加工。
3.7加工:把焊接上的轴头长度加工至图纸尺寸,打中心孔。这中心孔要求同轴度很高,在钻到所需的深度时,最好半锁紧尾座手柄,轻钻,以便中心孔更同轴于滚筒外圆。中心孔钻好后,卸掉中心架与夹具,用顶尖顶住中心孔,再用百分表座校滚筒外圆,这时跳动应该小于0.2mm。我们就可以进行粗车、精车,加工至图纸所要求的尺寸。
结束语:
在车床上加工滚筒难度并不大,但车好也并不容易,我们要想做好有一个件产品,要在实践中去发现很可能出现的问题,做到精益求精,更要有良好的职业道德,要懂得欣赏我们的成果在生产中发挥的效益,苦中做乐,宏扬工匠精神,尽可能的为企业节约成本,创造我们车工更高工艺价值,文章是本人对一些滚筒的基本论述,望读者多多提出宝贵意见,一起交流,相互学习,为我们车工行业奉献自己的一份力量。
作者简介:章百明(1974-),安徽省太湖县人,太湖县鑫悦机械有限公司,安徽省级名师,章百明车工技能大师工作室领衔大师,安庆市首届“皖江杯”职业技能大赛车工第一名,安庆市技术能手,安庆市劳动标兵;
指导老师朱咏新:(1971-),安徽省太湖县人,研究生学历,国家一级劳动关系协调师,太湖县人社局就业促进股长。
