热镀锌机组条印缺陷的产生机理与研究
2020-12-25祁国强
祁国强

摘要:河钢邯钢供应某汽车厂商侧围试模料上发生了“条印”缺陷,严重影响到外板的认证推 进与正常供货。本文从“条印”缺陷的形貌特征、可能产生原因 和改善等几个方面进行分析阐述。
关键词:热镀锌、带钢、条印
一、“条印”缺陷的特征
1、条印缺陷主要发生在 EDDQ、SEDDQ 钢种上,此类钢板在汽车厂冲压时,延展变形量大;
2、外板规格范围内,带钢越薄, “条印”缺陷的发生程度越严重;
3、在原板上不打磨或打磨均不可见,经过冲压后不打磨不可见,但打磨后沿轧制 方向上呈现出无规则明暗相间的“条印”缺陷;
4、“条印”缺陷处截面微观分析,发现存在厚度约 10um 的未再结晶组织。
二、“条印”缺陷产生的假设研究
1、钢板经过冲压变形后(超深冲钢和特超深冲钢在汽车厂零件冲压时变形量更大), 原平整的钢板表面呈现出凹凸不平的楞条状表面,证明在钢板进行冲压延展过 程中存在不均匀变形现象;
2、从截面微观分析来看,缺陷处的带钢表面明显存在约 10um 的未再结晶组织, 由于未再结晶组织部位比再结晶组织部位硬,在钢板经过拉伸、冲压等加工时, 未再结晶部位不能均匀变形,最终产生了“条印”缺陷;
3、钢板表面的这层未再结晶层的产生原因还有待进一步分析研究,要分析该层组 织的周围有否其它元素的富集,诸如 si、N、C 等,阻碍了退火时的再结晶,因 此,目前阶段分析清楚引发未再结晶层的原因是关键,需要不断取典型缺陷样 至研究院进行相关分析;
4、热镀锌机组的清洗段使得带钢表面的轧制油等有机物被清洗掉,一旦清洗不干 净,有机物随带钢进入退火炉,在到达 200℃后,有机物会被汽化成氢气、氮 气等,但碳残留在带钢表层,可能会造成渗碳现象,与部分元素的结合,抑制 了再结晶组织的形成,导致未再结晶组织残留。
三、热镀锌机组改善建议
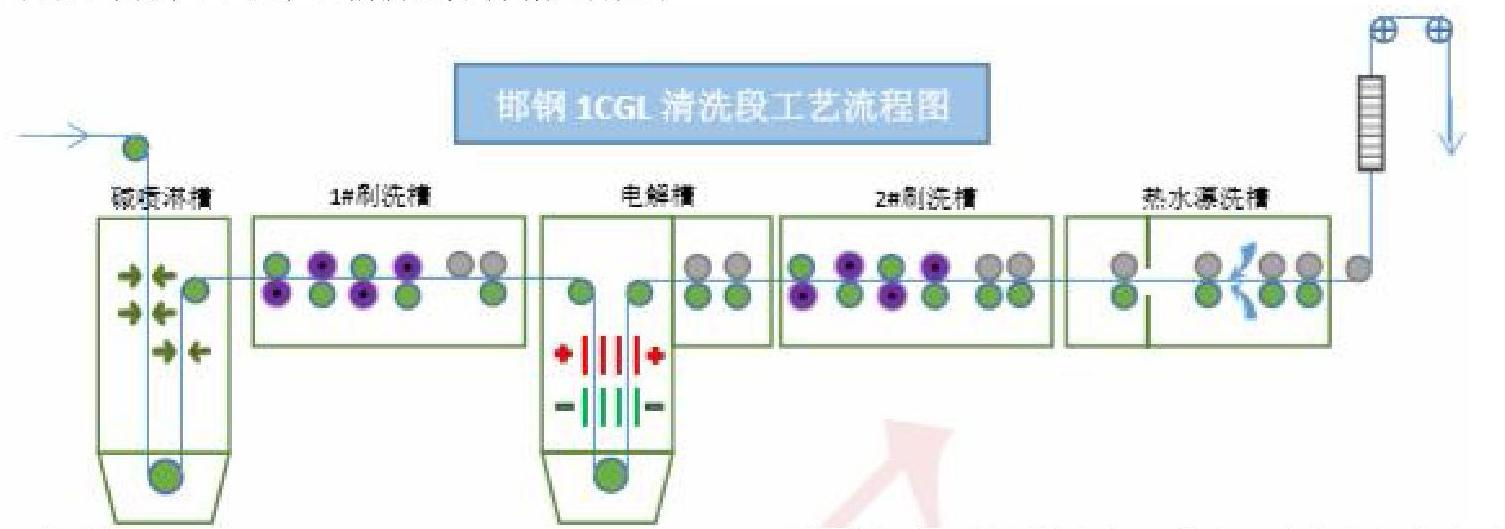
在带钢进入退火炉前,带钢表面保持良好的清洁度对于热镀锌机组来讲至关重要。 根据邯钢热镀锌机组清洗段的结构特征和控制工艺,提出如下改善建议:
●清洗段生产工艺建议:
1、碱喷淋槽碱液温度提高至 75±5℃,碱液浓度控制在 2~3%t同时碱液内油份含量≤3000ppm;
2、刷洗槽刷辊刷毛长度大于刷辊压下行程量,碱喷淋喷嘴疏通,确保无堵塞,刷辊的有效电流提高至 8~10A;
3、电解槽碱液温度提高至 75±5℃,碱液内油份含量≤2000ppm;
4、熱水漂洗槽的水喷淋喷嘴确保全部投入,无堵塞,水喷淋全覆盖带钢上下表面全宽范围; 参数方面水喷淋压力≥5bar、漂洗水温度达到 75±5℃、漂洗水电导率≤20us/cm,同时最后一组水喷淋采用新鲜的纯水;
5、清洗段整个循环系统 利用定修,对整个清洗段循环系统进行化学清洗,彻底洗净槽体、循环管道、 喷淋管道、电极板和泵体等内壁上的污垢,此项工作每年进行一次。
●清洗段后至退火炉区域建议: ①各辊辊面擦拭干净; ②各辊子侧端面、轴头与轴承座内侧的油脂清扫干净; ③有无直接吹扫带钢表面的压缩空气,若有,确认空气内有无油份。
四、条印缺陷的检验与放行
1、EDDQ、SEDDQ 外板,热镀锌机组出口每卷头尾取样,进行冲压打磨确认;
2、根据汽车厂的需求,逐步建立起厂内“条印”缺陷的程度等级;
3、协商汽车厂商提供条印缺陷的极限样板,临时先按照极限样板来判定放行。
参考文献
[1] 吕 军, 刘明辉. 带钢表面清洁度对连续热镀锌产品质量的影 响[J]. 轧钢, 2001, 8(4): 23?25.
[2] 李九岭. 带钢连续热镀锌[M]. 北京: 冶金工业出版社, 200: 78?79.
[3] 张启富, 刘邦津, 黄建中. 现代钢带连续热镀锌[M]. 北京: 冶金工业出版社, 2007: 238?245.
