包装纸标识号辊的改进
2020-12-24张书杭王中青李盈
张书杭 王中青 李盈
[摘要]:包装机包装卷烟牌号切换时,必须对安装卷烟品牌标示钢印的输送辊进行更换,导致换牌作业难度大、耗时过长,调试、调整占用生产时间长。通过对包装纸钢印号辊进行改进,采用双标示多选择输送辊,仅对新型输送辊标示钢印进行选择即可完成生产牌号的切换任务,从而提高生产效率,实现快速换牌的需求。
[关键词]:包装机 包装纸 钢印装置 新型钢印号辊 快速更换
引言
随着卷烟消费市场需求的变化,订单式生产成为主流,包装牌号经常随着订单的变化而进行更换.其中钢印装置是随着不同牌号、不同日期更换调整的重要零部件。由于更换钢印装置时必须将标识辊一起更换,增加了设备换牌时间,造成生产能耗上升,设备产能利用率下降。
1包装纸标示打印工作原理分析
包装纸经过刻痕轮组件向下输送,安装在钢印号辊上的钢印装置与对应的安装于刻痕凹轮上的胶辊同步挤压,钢印从包装纸导板的打印窗口对经过的包装纸进行挤压印鉴,完成品牌标示的打印过程,由于钢印号辊和刻痕凹轮的直径是恒定不变的,所以在包装纸展开、输送方向上品牌标示的印鉴距离是定长的,从而能在每张包装纸的恒定位置印上字迹。
2 生产中存在的问题
在牌号切换中发现,设备调整和维修工作量大,劳动强度高,生产线的切换、调试、调整和启停占用的生产时间越来越多,能耗上升,产能利用率下降,严重制约着卷包部的柔性化加工生产能力。
2.1 不同牌号包装纸品牌标示的差异
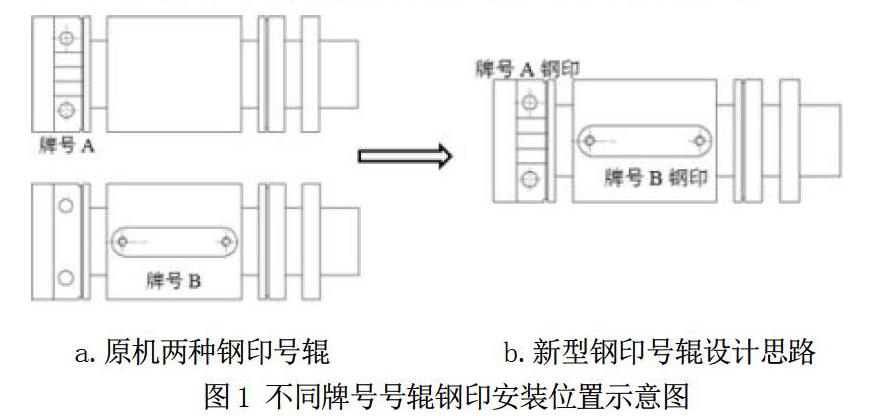
首先对包装机常用的两种卷烟牌号,品牌标示在输送辊工作表面不同的排列方式进行分析,
A牌号标示装置采用径向排列方式,位置在输送辊端部距端面9mm处;B牌号钢印装置采用轴向排列方式,位置在输送辊中部。由于钢印号辊上仅有一处标示预制槽,一个钢印装置只能完成单一方向、位置的品牌标示印鉴工作(如图1a所示)。这就导致在设备改型中,必须对钢印号辊进行更换才能实现牌号标示的切换工作。
2.2 钢印號辊更换流程繁琐、耗时长
对钢印号辊更换流程及更换时长进行统计分析,整个更换流程共需要24个步骤,涉及多个工件相位调整,平均更换耗时为45′50″。更换流程繁琐,耗时长对设备生产效能影响较大。
3包装纸钢印号辊改进思路
通过对钢印压印原理的分析,包装纸供给由对辊挤压牵拉输送,经定长切割来满足包覆要求。可考虑于对辊挤压牵拉输送过程中,在主动辊上预制多个品牌标示预留槽,根据生产计划的变动,灵活选择对应的品牌标示槽(如图1b所示)。
4 改进方案
在主动辊上设计径向、轴向两个预制标示安装槽,分别与两种不同卷烟牌号印鉴位置对应,以便于两品牌标示选择。新型钢印号辊由原平键固定式联接变更为套筒压键式联接,无需拆卸即可对标示的上、下位置进行调整。为预防未使用的标示槽与衬辊磨损加剧,将被动衬辊上与主动辊标示安装槽对应处镶嵌环形橡胶,与被动衬辊固化且略高于被动衬辊约0.1mm。
5 方案实施
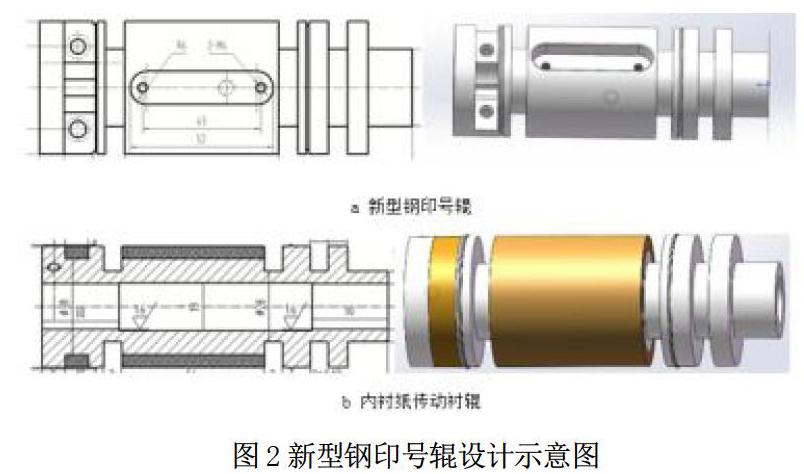
5.1 钢印号辊设计加工
根据对两品牌卷烟包装纸标示位置的测绘,在端部9mm处设计半圆弧径向标示安装槽,并在底部设计2个φ6的丝孔进行固定。在中部辊体上居中设计52*12*10mm的轴向标示安装槽,安装槽的端部设计为R6的半圆,底部两端分别以距中部辊体端部6.5mm处为圆心加工2个M4的丝孔进行固定(如图2a 所示)。
5.2标示支座设计加工
分别设计径向、轴向标示支座,径向标示支座使用原有标准备件,轴向标示支座宽度与高度不变,在两端部对应钢印号辊上的安装孔,分别加工φ4.5的螺丝穿孔,并在顶部加工φ7.2的螺丝沉孔。
5.3 传动衬辊设计加工
重新设计新的传动衬辊,在与主传动辊径向、轴向标示安装槽对应位置分别加工2个深度为9mm的圆环槽,并聚合2个聚氨酯橡胶材质的衬圈(如图2b所示)。
6 使用效果及验证
新型包装纸钢印号辊从根本上缩短了卷烟产品换牌时间,为企业多品牌的生产打下基础,实现了包装设备快速反应,及时满足客户需求的新要求。经现场试验,牌号切换时间平均只需3分钟,大大缩短了设备换牌时间。
结束语
包装纸钢印号辊的改进,有效的排除了因品牌标示切换带来的诸多设备、质量问题,提高了机组的生产效率,减轻了机台人员的劳动强度。在订单化生产日益普及的今天,新型包装纸钢印号辊能实现小批量、多牌号卷烟生产中品牌标示的快速切换,具有良好的推广价值。
参考文献:
[1] 上海烟草机械 YB25包装机机械立体图册 (随机资料)
[2] 上海烟草机械 YB25包装机机械调试说明书 (随机资料)
