某系列综合传动装置空载试验台自动化改造研究与应用
2020-12-24李敏邹建洪林雪玉秦悦宁李建雄杨柳
李敏 邹建洪 林雪玉 秦悦宁 李建雄 杨柳
(1江麓机电集团有限公司,2湖南理工职业技术学院)
0 引言
随着现代工业的不断发展,自动化技术水平的高低已经成为衡量一个国家国民经济发展水平和现代化现代化程度的标志。当前工业自动化技术已经在我国很多行业中得到了应用,自动化控制大大减轻了人工负担,有效提升了工作效率,提高了生产质量,同时自动化的应用也是科技发展的体现。本文对公司空载试验台进行自动化改造,逐步实现公司综合传动装置空载试验系统的自动化,以自动化为桥梁探索符合工厂实际的智能制造方法。
1 现状问题分析
公司内多台空载试验台,用于某系列综合传动装置出厂检验的空载试验。单台产品试验过程累计317个操作步骤,且需要对803 项数据进行实时监测,对1852 项数据进行采集,试验操作劳动强度大,试验持续时间长,空载试验台的产能已经开始逐渐跟不上日益增长的生产计划。
另一方面空载试验台交验效率低。试验人员磨合试验自检合格后,需要再次进行磨合试验,由检验员现场验证各项数据合格才能进行下一步试验。完成最终试验后需手动打印后进行人工汇总,对同批次产品综合性能的统计分析较为不便。
2 预期效果
根据试验内容及流程要求,对空载磨合试验、空载转向试验、空载直使试验、拖泵试验、风扇泵空载试验、齿轮泵空载和加载试验及密封试验等各个项目实现自动控制。对试验过程中被试件的转速、转矩、温度、压力、流量、空损等几千项测点数据实现全自动采集,对试验设备和被试件异常现象实现自动监测、报警和安全停车。利用远程服务器实现对现场试验设备远程控制与监测,可对试验数据集中管理,可利用接口扩展实现一机多控功能。
3 方案实施
空载试验台自动化改造主要包括以下部分:自动控制改造,即更新驱动单元调试方式、新增自动换挡功能、新增自动转向、新增试验后放油自动控制等;试验数据自动采集改造;新增远程监控、数据库功能;。

3.1 更新驱动单元调速方式
采用工控机通过RS485 总线与变频器进行通讯,由工控机发出调速指令,变频器对变频电机的转速自动进行调节,电机编码器将转速信号反馈给变频器,可以形成对转速的全闭环控制,这种调速方式调速性能好,系统特性曲线较硬,转矩变化对系统速度扰动几乎不计。
通过工控机、变频器自动调速控制,输入转速具有使能控制、正反转控制、自动无极变速功能、自动恒速等功能。
3.2 增加自动换挡功能
在保持原有手动换挡功能的同时,增加自动换挡功能。通过PLC按照变速箱的实际工况给出控制信号,控制电磁阀组完成档位自动切换。并且在工控机软件中和PLC 程序中都设置了保护程序,确保不会出现跳挡和无延时换挡现象的发生。
3.3 增加自动转向功能
用自动转向系统替代原有转向手柄、蜗杆等组成手动机械转向装置。该系统由步进电机驱动模块、带离合器的步进电机、接近开关、前梁等组成。
工控机控制PLC 向步进电机驱动器发出脉冲和转向信号,控制步进电机的转向、速度和角度,从而带动前梁进退,以此来带动转向摆臂转向。加装了接近开关(双向)以保证机械限位,当接近开关动作后,可以判断,转向摆臂转到了工位角±30O的极限位置,在此位置保持3 分钟(时间由工艺要求决定)。保持时间达到后,工控机通过PLC 控制离合器断开,转向摆臂自由落下,回到工位角0°位置,可以实现自动转向的目的,既可靠又能提高效率。
3.4 增加自动换油功能
原设备在完成磨合试验后,需要等变速箱内油温下降至50℃以下方可手动换油,工作效率低。设计自动放油装置,由直线步进电机推动顶珠实现自动放油。当磨合试验完成后,工控机向PLC 发出指令,PLC 控制电机将顶珠顶起,产品中的油自动放回油槽中,既能降低试验劳动强度,也能缩短试验时间。自动放油装置结构图如下:
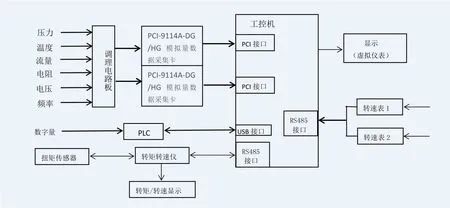
3.5 数据自动采集
由PLC 给出采集信号,各参数的物理量都是由传感器(含压力传感器、流量传感器、温度传感器、扭矩传感器、转速传感器等)获取,变换成电信号,经调理、放大、屏蔽处理,数据采集处理后,传输至工控机,并能自动生产试验报表。信号采集系统框图如下:
3.6 软件改造升级
在原有软件基础上,根据自动控制的需求进行升级改造。新版软件由控制软件、测量软件、诊断软件和数据库组成。
3.6.1 控制软件
控制软件包含主控软件和PLC 梯形图软件两部分。主控软件主要负责试验流程控制,包括操作授权模块、专家库授权模块、报警库授权模块、性能试验程序模块、数据试验程序模块、封闭试验程序模块、专家库数学分析模块、报警库对比模块、试验报告生成模块等。PLC 梯形图软件主要负责功能和安全控制,主要包括:动力、换挡、转向、拖车泵、风扇泵、齿轮泵、散热器冷却等及其它控制程序。
3.6.2 测量软件
测量软件通过人机对话获得参数修改权限,可进行传感器参数标定、通道选择、零点校正等。另一方面,测量软件具备相应的数字滤波功能,以滤除这些杂波干扰信号,数字滤波器可开启和关闭。
3.6.3 诊断软件
在软件中对常见故障进行了编辑,试验过程中一旦设备或功能出现故障,将自动给出报警,并显示故障、事故发生的时间、地点及性质。
3.6.4 数据库
数据库用ACCESS 小型数据库。它是在小型数据库领域一直处于领先地位的产品,系统可移植性好、使用方便、功能强,适用于各类大、中、小、微机环境。
数据库包括实时数据库和历史数据库,实时数据库实时性能好,满足试验试软件对所需数据的要求。历史数据库从实时系统中接受数据与事件并存储、统计。
3.7 新增远程监控功能
主要由中央控制室操作员工作站(也称工作总站、远程监控主机)软件系统及工位操作员工作站(也称子站、从机)系统软件组成。工作总站可监测子站所属空载试验台工作状态及实时试验情况,也可对子站下达试验流程,远程控制试验进行,并能自动接收各工位操作员工作站试验数据,自动存贮试验数据或上传至公司内部网。
4 应用效果分析
4.1 降低劳动强度,提高试验产能
改造后的自动化试验台以自动化为基础,利用自动控制技术及软件分析处理平台,做到试验步骤、数据检查、数据采集自动控制,在空载试验台未出报警的情况下,通过一键启动可完成整套试验,将单台次产品的试验时间由22.34 小时缩减至20 小时以下,大大降低试验操作人员劳动强度。
4.2 统计分析试验产品性能,助力产品可持续化改进
通过远程监控系统的文件传输功能,将离散型的试验数据进行汇总,对产品的最终试验数据进行分类统计,进行横向比较,并生成图表,分析产品的一致性,从而对产品进行有针对性的可持续改进。
4.3 数据采集的有效性得到可靠保障
为了解决试验台改造前数据采集受干扰,波动大的问题。采用了三组独立隔离型电源模块供电:Ue3、Ue4、Fn1、Fn2 一组,Rt 一组,风扇泵电磁阀一组;信号线采用测量专用电缆,并做了分项屏蔽和双层屏蔽处理,防止共地干扰和电磁干扰。另一方面,在软件中优化了滤波算法,对于油温、油压等量是非快速变化信号用64 点快速FFT 算法计算出直流分量,在此基础上,对油温信号,首先采用中位值滤波法,再采用限幅滤波法;对油压信号,先采用限幅滤波法,再采用消抖滤波法。对于频率信号,直接用快速FFT 算法,得到信号频率。通过不同信号的特性,采用合适的滤波算法,有效克服因偶然因素引起的脉冲干扰,有良好的滤波效果。在试运行过程中,采集数据显示基本无波动,产品检测数据得到了较好的可靠性。
4.4 降低消耗,节约试验成本
通过优化传动结构,利用变频调速的优势,采用轴间直连的方式替代原有增速箱传动,避免了增速箱的损耗。原设备每年损耗1-2 个增速箱,每台增速箱约3 万元。另一方面,自动化试验台具有自动采集、自动控制及逻辑判断功能,减少每台产品的试验时间,大大降低电力消耗。
5 结语
本文通过对空载试验台进行自动化改造,将原试验台手动换挡,手动转向、实时人工采集等手动操作改成了全自动操作,初步实现整套试验流程的自动化,生产效率将显著提升、劳动强度大幅降低,试验数据的可靠性和稳定性也得到有效保障。对于探索符合工厂实际的智能制造方法,走向智能化、网络化、便捷化的道路,具有较大的意义。
