软质干酪生产工艺研究
2020-12-23辛跃珍刘淑玲
辛跃珍,刘淑玲
(1.黑龙江完达山哈尔滨乳品有限公司,哈尔滨 150078;2.黑龙江民族职业学院,哈尔滨 150066)
干酪是以乳、稀奶油、脱脂乳或部分脱脂乳、酪乳或这些原料的混合物为原料,经凝乳酶或其他凝乳剂凝乳,并排出部分乳清而制成的新鲜或经发酵成熟的产品[1,2]。干酪是被浓缩的乳制品,其营养价值高、易消化、生物学价值高[3~5]。蛋白质和脂肪含量相当于原料乳的10倍,含有丰富的糖类、有机酸、矿物质元素及维生素等多种营养成分及生物活性物质。但干酪在我国乳制品消费量的占比很低[6,7],制约我国干酪产业发展的原因有两个:一是干酪价格较高,二是大部分干酪不适宜国人口味。本试验以口味适宜的新鲜软质干酪为研究对象,针对影响干酪品质的三个主要因素:发酵剂、凝乳酶、加热最终温度,进行单因素试验研究。并在此基础上,利用正交试验进一步确定影响干酪品质的几个主要影响因素参数。
1 材料与方法
1.1 试验材料
1.1.1 菌种
R-707型混合冷冻干燥菌种,内含:乳脂链球菌1%~5%,乳酪链球菌70%~80%,丁二酮乳链球菌10%~20%,橙明串珠菌5%~15%;瑞士乳杆菌;嗜热链球菌2%。巴氏杀菌乳或鲜牛乳。
1.1.2 试验试剂
凝乳酶;浓盐酸;硼酸;硫酸铜;浓硫酸;硫酸钾;30%双氧水;吐温;乳糖;碳酸钙;柠檬酸铵;玉米浆;磷酸氢二钾;氯化钙;酵母膏;牛肉膏;葡萄糖;蛋白胨;乙酸钠;胰蛋白胨;大豆蛋白。
1.1.3 主要仪器设备
凯氏定氮仪KDY-9830;FLC-3超净台:哈尔滨市东联公司;旋转黏度计NDJ-4;XSZ-G型电子显微镜;PHS-3C酸度计;电子恒温水浴锅;TGL16M型离心机;WH-861型漩涡混合器;自制蒸馏设备;FD-1真空冷冻干燥机;JA50OZ电子天平(百分之一)。
1.2 试验方法
1.2.1 发酵剂优化筛选
在乳中的生长与发酵特性研究:乳酸菌菌株经2~3次活化,乳脂链球菌以5%(活菌数约107cfu/mL)接种量,接入经112℃、10min灭菌并冷却后的12%复原脱脂乳中,35℃发酵培养。嗜热链球菌以2%(活菌数约107cfu/mL)接种量,接入经112℃、10min灭菌并冷却后的12%复原脱脂乳中,42℃发酵培养。研究其发酵特性,检测指标如下:凝乳时间、凝乳时活菌数、滴定酸度及pH、双乙酞含量、可溶性氮含量,从中选出发酵性能优良的菌种(株)。
1.2.2 软质干酪制作流程[8]
脱脂乳→灭菌→冷却至35℃→接种发酵剂→添加氯化钙、凝乳酶→培养至凝乳→切割→静置15min→加热至40℃→二次加热→排乳清→水洗
(1)用短时发酵法,发酵剂接种量为5%。
(2)添加氯化钙、凝乳酶。氯化钙配成10%溶液,添加量为0.01%;粉末状微生物凝乳酶用无菌浓度为1%盐水配成6.5%的溶液,35℃保温30min,现用现配。
(3)加热:加热分为两个阶段,35~40℃之间每5min升1℃,40℃到加热终温度每5min升2℃。
(4)水洗:排乳清后先用21℃水洗一次,然后再用5℃水洗一次除去残留乳糖以阻止后酸化。
1.2.3 混合菌种配比对干酪的品质影响
将原料乳灭菌后接种发酵剂,总接种量为5%,乳脂链球菌与嗜热链球菌比例分别为:1:0、1:1、4:1、8:1、16:1、32:1,35℃发酵至凝乳。观察记录凝乳时间,经切割、静置、加热升温后,滤出乳清,检测乳清pH和OD值,称量干酪产量,测定水分含量,计算产率。
1.2.4 凝乳酶添加量对干酪的品质影响
将原料乳灭菌后接种发酵剂,总接种量为5%,加入0.01% CaCl2和凝乳酶,凝乳酶配成6.5%的溶液,添加量分别为:0.05mL/100L牛奶、0.1mL/100L 牛奶、0.2mL/100L牛奶,35℃发酵至凝乳。观察记录凝乳时间,经切割、静置、加热升温后,滤出乳清,检测乳清pH和OD值,称量干酪产量,测定水分含量,计算产率。
1.2.5 加热终温度对干酪的品质影响
将原料乳灭菌后接种发酵剂,总接种量为5%,加入0.01% CaCl2和凝乳酶(0.1mL/100L牛奶),35℃发酵至凝乳。观察记录凝乳时间,经切割、静置,加热升温,终温度分别为50℃、55℃、60℃和65℃,排乳清,滤出乳清后,检测乳清pH和OD值,称量干酪产量,测定水分含量,计算产率。
2 结果与分析
2.1 发酵剂菌种不同配比对新鲜软质干酪品质的影响
经1.2.1试验筛选,结合各项检测指标,以LC1与S.t-SY两株菌作为混合菌种加工制作干酪,总接种量为5%,考察不同菌种配比对干酪品质的影响。LC1与S.t-SY分别经复原脱脂乳活化后,分别按1:0、1:1、4:1、8:1、16:1、32:1搭配制成混合菌种发酵剂,分别以5%接种量接于脱脂乳中,35℃发酵至凝乳。试验结果见表1。
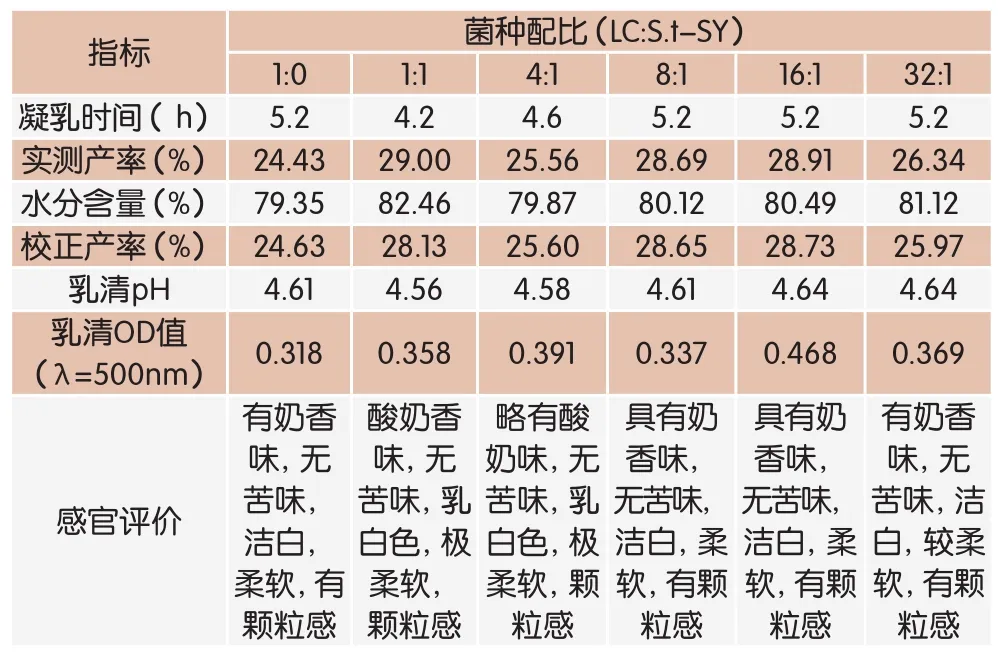
表1 不同菌种配比对干酪品质的影响
由表1可以看出,随着嗜热链球菌S.t-SY比例的增大,凝乳时间缩短,酸奶味加重;当菌种比例为1:0、8:1、16:1、32:1时,凝乳时间差别不大。采用混合发酵剂制作的干酪其校正产率与单一发酵剂相比差异性显著(P<0.01),说明嗜热链球菌的加入能增加干酪的校正产率。发酵剂菌种配比不同,校正产率差异性显著(P<0.01),当LC1:S.t-SY为8:1和16:1时,校正产率差异性不显著(P>0.01),达到最大值;随着混合菌种中LC1比例的增大,实测产率与校正产率也增加,但当LC1:S.t-SY为1:1时,实测产率与校正产率均较1:0和4:1时高,水分含量也高,可能是因为嗜热链球菌的黏度因素造成加工过程中水分不容易排出。
由乳清pH变化情况可以看出,随发酵剂中嗜热链球菌的比例增加,乳清pH先升高再降低,可见添加适量的嗜热链球菌能够提高干酪的乳清pH,但这几个水平之间没有显著性差异(P>0.05)。乳清pH的变化与干酪中矿物质损失情况有关,是确定干酪矿物质含量的重要因素,干酪的产酸凝乳过程可将不溶性的钙、磷转变成可溶的而游离出来,伴随乳清的排放而损失。如果排出乳清的pH值较高,流失到乳清中的钙相对较少,制成的干酪组织状态富有弹性,干酪中存留的矿物质含量高,反之,制成的干酪质地趋于疏松,存留的矿物质含量低。
乳清OD值间接反映了干酪蛋白含量损失状况。几组乳清OD值由小到大依次为1:0、8:1、1:1、32:1、4:1、16:1,说明干酪制作中蛋白损失量最小的是1:0,最大的是16:1,但LC:S.t-SY=1:0时干酪产率较低,因此进一步试验以8:1的比例接种。
2.2 不同凝乳酶添加量对新鲜软质干酪品质的影响
乳脂链球菌LC1与嗜热链球菌S.t-SY分别经复原脱脂乳活化后,按8:1配比(总接种量5%)接入脱脂乳中,加入0.01% CaCl2,搅拌10min后,加入凝乳酶,凝乳酶添加量分别为0.05mL/100L牛奶、0.1mL/100L牛奶、0.2mL/100L牛奶,35℃发酵至凝乳。试验结果见表2。
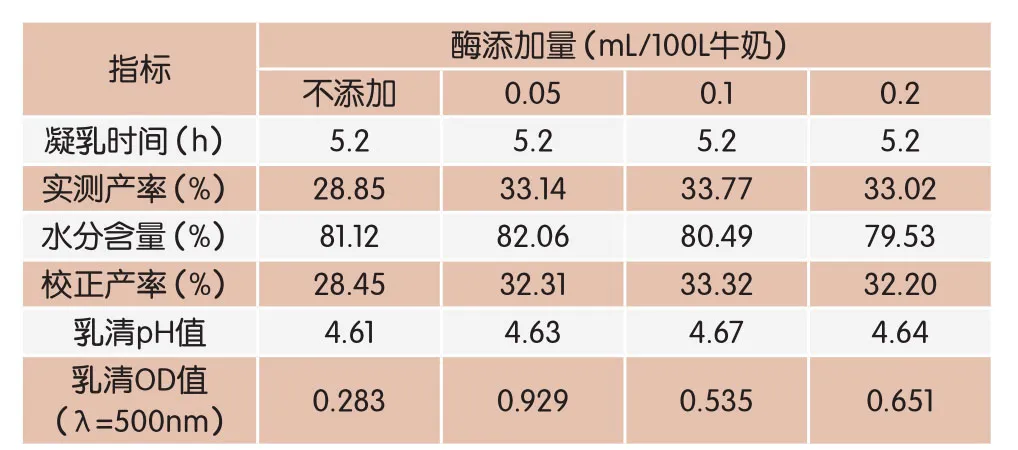
表2 不同凝乳酶添加量对干酪品质的影响
由表2可以看出,制作干酪时不同凝乳酶添加量不影响凝乳时间。添加少量凝乳酶的主要作用在于稳定切割后的干酪粒,使其保持合适的硬度以及在加热过程中避免颗粒互相黏结。其次添加凝乳酶能够提高干酪的产量。
试验结果发现,添加酶的干酪与不添加酶的干酪校正产率差异性显著(P<0.05),当酶添加量为0.1mL/100L牛奶时的校正产率最高,显著高于其他两个添加组(P<0.05),较未添加组增加了4.67%。加入凝乳酶的干酪具有质地松软、成糊状的特性,这可能是由于其含有较多的水分,而干酪的高水分含量是因为酪蛋白吸水力增强以及乳清蛋白和酪蛋白结合存在,这对于增加产量十分有利。酶添加量的不同会造成酶滞留量不同,而酶的滞留会影响干酪中蛋白水解和干酪的功能特性。凝乳酶添加量过小,会造成凝乳强度差,蛋白和脂肪等成分随乳清排出,降低干酪产率;而随着凝乳酶添加量的增多,干酪的硬度也随之增加,凝乳成颗粒,产率也会下降。
本试验条件下干酪制作中加入凝乳酶,乳清pH值有升高趋势,但几组间没有显著性差异(P>0.05),说明添加凝乳酶对干酪中矿物质损失量无显著影响。
添加凝乳酶制得的干酪,乳清OD值增加,即蛋白损失量增加,当凝乳酶添加量为0.1mL/100L牛奶时,排出乳清OD值较低,蛋白损失量减少。
2.3 不同加热终温度对新鲜软质干酪品质的影响
乳脂链球菌LC1与嗜热链球菌S.t-SY分别经复原脱脂乳活化后,按8:1配比(总接种量5%)接于脱脂乳中,加入0.01% CaCl2,搅拌10min后,加入凝乳酶,凝乳酶的加入量为0.1mL/100L 牛奶,35℃发酵至凝乳,静置,加热升温,加热终温度分别为50℃、55℃、60℃和65℃,排乳清,试验结果见表3。
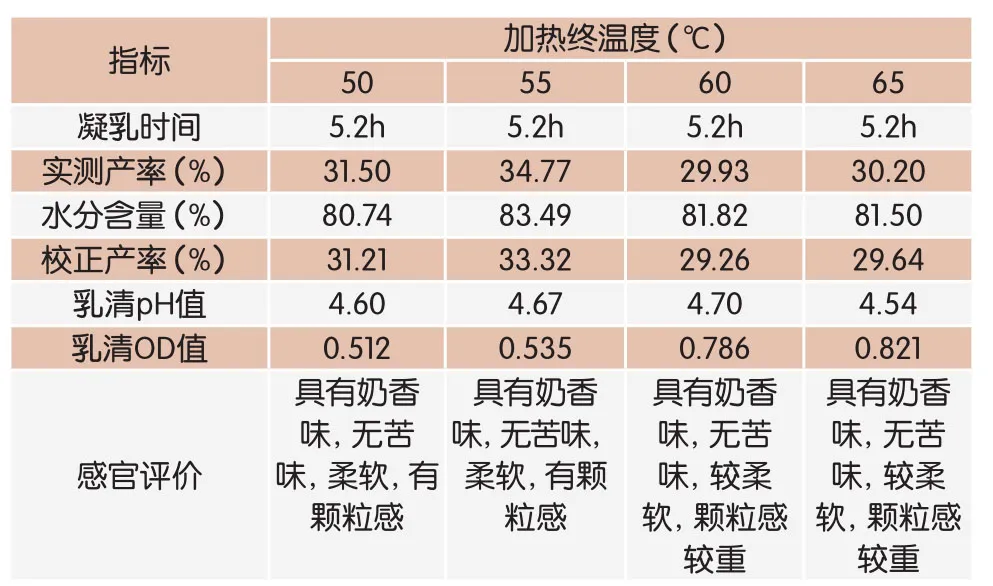
表3 不同加热终温度对千酪品质的影响表
表3表明,随加热终温度升高,干酪校正产率先升高再降低,差异性显著(P<0.05);乳清pH先升高再降低,加热终温度为55℃、60℃时乳清pH无明显差异(P>0.05),高于50℃、65℃时的乳清pH。
加热终温度升高,乳清OD值亦增加,硬度增大,这可能是因为随着加热温度的增加,干酪硬度增大,排出乳清量增多,随乳清排出的蛋白增加。
2.4 新鲜软质干酪工艺条件优化
根据单因素试验结果,以发酵剂菌种配比(A,其中A1 1:1、A2 8:1、A3 16:1),凝乳酶添加量(B,其中B1 0.05mL/100L牛奶、B2 0.1mL/100L牛奶、B3 0.2mL/100L牛奶),加热终温度(C,其中C1 50℃、C2 55℃、C3 60℃)三因素,采用三因素三水平L9(33)正交试验,并以干酪校正产率、乳清pH和乳清OD值为试验指标,筛选并确定干酪制作的最佳工艺,正交试验结果见表4。

表4 干酪制作最佳工艺条件正交试验结果
表4正交试验极差分析结果表明:以干酪校正产率为试验指标,影响因素顺序为:发酵剂菌种配比(A)>凝乳酶添加量(B)>加热终温度(C),最佳处理为A2B2C2,即在干酪制作过程中添加发酵剂配比为LC1:S.t-SY=8:l,凝乳酶添加量为0.1mL/100L牛奶,加热终温度为55℃。
3 产品评价
按照本研究确定的试验条件制备干酪,测定样品各种感官及微生物指标。发现自制干酪产品的感官指标、卫生指标均符合NY478-2002《软质干酪》的要求,该产品呈均匀一致的白色,具有乳特有的气味和滋味,无苦味,质地均匀细腻、柔软有颗粒感;大肠菌群(MPN/g)小于3.0,无致病菌检出。