Ⅳ型车载储氢气瓶关键技术研究进展
2020-12-22陈明和胡正云贾晓龙沈安磊
陈明和,胡正云,贾晓龙,杨 强,沈安磊,徐 恪
(1.南京航空航天大学 机电学院,南京 210016;2.北京化工大学 材料科学与工程学院,北京 100029;3.亚普汽车部件股份有限公司 研发中心,江苏扬州 225009)
0 引言
当今世界面临日益严重的石油危机和环境污染问题,迫切需要开发新的洁净、经济的能源。为降低碳的排放,世界各国相继公布了燃油车的禁售时间表[1]。取代部分燃油车的,则是以清洁无污染著称的氢燃料电池汽车(FCV)和纯电动车。
氢能以其零排放的特点被认为是汽车的终极能源。人类使用氢能的历史可以追溯到19世纪30年代,Willian Grove发明了世界上第一个燃料电池[2],打开了人类使用氢能的大门。时至今日,世界各大汽车生产商相继推出了氢燃料电池汽车。比较著名的有丰田的Miria,本田的Clarity,现代的IX35和上汽集团的荣威E950等。
储氢是连接制氢和用氢的桥梁,在氢能发展中发挥着不可替代的作用。迄今为止,几乎所有的储氢设备和输氢设备都承受氢气压力,属于特种设备中的承压设备,其中气瓶属于较常见的一种[3-6]。伴随氢燃料电池和电动汽车的迅速发展与产业化,Ⅳ型储氢气瓶因其质量轻、耐疲劳等特点正成为全世界的研究热点,日本、韩国、美国与挪威等国的Ⅳ型储氢气瓶均已量产,其余国家也有相关计划加大Ⅳ型气瓶的研究力度。
法国ANR研究机构资助的OSIRHYS Ⅳ项目目的就在于突破Ⅳ型气瓶的技术瓶颈,并从模拟、设计、试制等方面解决了70MPa Ⅳ型气瓶的技术难点[7]。英国Technology Strategy Board(UK TSB)资助了该国的HOST (Hydrogen- Optimization of Storage and Transfer)项目,该项目计划投资100万英镑研究热塑性内胆的复合材料气瓶[8]。美国能源部(DOE)早在2002年就已经开始规划氢气存储的研究,经过10多年的发展,DOE的研究报告已经涵盖了氢气制取、储运、使用等多个方面[9]。
2019年,中国开展了“可再生能源的技术研究”项目,针对我国碳纤维缠绕气瓶储氢密度偏低、瓶口组合阀主要依赖进口的问题,开展高密度车载储氢技术的研究。其中明确要求氢气存储压力为70 MPa,储氢密度大于5%,并建立相应的国家/行业标准(送审稿)。2020年7月,中国技术监督情报协会气瓶安全标准化与信息工作委员会组织多家单位起草了团体标准《车用压缩氢气塑料内胆碳纤维全缠绕气瓶(征求意见稿)》,并向全社会公开征求意见。
当前,中国的氢能产业正处在一个蓬勃发展的上升期,许多技术问题有待解决,尤其是Ⅳ型储氢气瓶研制与生产过程中关键技术问题。本文分析Ⅳ型储氢气瓶技术特点,总结Ⅳ型储氢气瓶研制的技术难点,并梳理国内外对各个技术难点的研究进展。
1 车载储氢气瓶的发展趋势
目前,车载高压气态储氢气瓶主要包括铝内胆纤维缠绕瓶(Ⅲ型)和塑料内胆纤维缠绕瓶(Ⅳ型),郑津洋等[10]明确提出车载气瓶具有体积、重量受限、充装有特殊要求、使用寿命长和使用环境多变等特点。因此,轻量化、高压力、高储氢质量比和长寿命是车载储氢气瓶的特点。
1.1 轻量化
车载气瓶的质量影响氢燃料电池汽车的行驶里程,储氢系统的轻量化既是成本的体现,也是高压储氢商业化道路上不可逾越的技术瓶颈。Ⅳ型储氢气瓶因其内胆为塑料,质量相对较小,具有轻量化的潜力,比较适合乘用车使用,目前丰田公司的燃料电池汽车Miria已经采用了Ⅳ型气瓶的技术。
1.2 高压力
我国的储氢气瓶多为金属内胆为主(Ⅲ型瓶),工作压力大多为35 MPa。为了能够装载更多的氢气,提高压力是较重要且方便的途径,国际上已经有70 MPa储氢气瓶量产,但是随着压力的增加,气瓶的制造难度和危险性也同样增加,提升压力也是有限的。
1.3 高储氢密度
车载储氢气瓶大多为Ⅲ型、Ⅳ型。我国的储氢气瓶多为金属内胆为主(Ⅲ型瓶),其储氢密度一般在5%左右,进一步提升存在困难。而塑料内胆的全复合材料气瓶(Ⅳ型瓶),采用高分子材料做内胆,碳纤维复合材料缠绕作为承力层,储氢质量比可达6%以上,最高能达到7%,进而成本可以进一步降低。
1.4 长寿命
普通乘用车寿命一般是15年,在此期间,Ⅲ型气瓶会被定期检测,以保证安全性。Ⅳ型气瓶由于内胆为塑料,不易疲劳失效,因此与Ⅲ型储氢瓶相比,疲劳寿命较长。
2 Ⅳ型车载储氢气瓶的关键技术与研究进展
Ⅳ型气瓶的结构如图1所示,Ⅳ型碳纤维全缠绕储氢气瓶的内胆主要起到密封氢气的作用,复合材料层主要起到承载压力的作用。复合材料层一般分为两层,内层为碳纤维缠绕层,一般是由碳纤维和环氧树脂构成;外层为玻璃纤维保护层,一般是由玻璃纤维和环氧树脂构成。两层均是由缠绕工艺制作而成,通过对环氧树脂加热固化,以保证气瓶强度。由于内胆的差异,Ⅳ型瓶便有了不同于Ⅲ型储氢气瓶的关键技术难点。

图1 Ⅳ型气瓶的结构
2.1 内胆原材料及成型工艺
内胆是储氢气瓶的核心部件,起到阻隔氢气的作用,其主要存在以下几个关键技术点。
2.1.1 耐氢气渗透性和耐热性
氢原子是化学元素周期表中最小的原子,氢气的分子极易透过塑料内胆的壳体材料,依据GTR 13[11]的要求,储氢气瓶的氢气渗透率标准值为6 NmL/(h·L),因此考虑原材料的氢气阻隔性能是选材中必不可少的环节。此外,氢气在加注过程中有焦耳-汤姆孙效应[12],氢气在经过阀门的节流作用后,气体温度会升高,随后气体被压缩到气瓶工作压力,温度同样升高,最高温度达到85 ℃,内胆原材料需具备合适的氢气渗透性和耐热性能。
Thomas等[13]分别测试了HDPE和PA对氢气的渗透性,由图2数据上对比可以看出,PA材料的耐氢气渗透性能较好,所以PA也是Ⅳ型储氢气瓶常用的内胆原材料。

图2 HDPE和PA对氢气的渗透性对比
依据现有的研究资料表明,Ⅳ型储氢气瓶内胆因为渗透性存在两个问题,一是塑料内胆失稳,向内塌陷,如图3[14]所示;二是塑料内胆材料内部发生屈服现象,甚至起泡开裂,如图4[13]所示。

图3 储氢气瓶内胆塌陷CT照片
Pépin等[14-15]建立了Ⅳ型气瓶塑料内胆与复合材料层界面分离的实验室模型。该模型为复合材料平板与塑料平板通过化学界面处理手段粘接在一起,随后将其固定在一个氢气环境箱中,控制氢气的加载压力与泄放速率,观察复合材料与塑料内胆之间的界面分离情况。图5显示了界面分离的照片[14]。

图4 不同泄压速率下内胆屈服CT照片

图5 样件CT图片
通过试验研究,描述了内胆界面分离的模型,塑料内胆与复合材料界面的分离气压的泄放速率和温度有关,如图6所示。样件在高压氢气环境下,由于氢气渗透作用,氢气进入到材料内部,并逐步扩散至塑料-复合材料界面处,形成稳定的气压;当开始卸载外部压力时,材料内部的氢气从材料内部向外部逃逸,界面处的氢气由于离材料边界较远,逃逸行程较长,泄放速度较慢,因此,界面处压力与外部压力形成压力差,以该压力差为动力,从而撕开界面。泄放速率越快,该压力差越大,界面就越容易分离。

图6 内胆-复合材料层界面分离模型
内胆原材料屈服起泡是氢气渗透性引起的另一问题。Thomas等[13]研究了Ⅳ型气瓶塑料内胆的起泡失效行为,并建立了塑料内胆气泡的基本假设模型。该模型假设塑料材料内部存在微小的气孔,由力学相关的理论可以计算得出球内加载压力与材料屈服强度之间的关系。
(1)
式中pY——塑料球壳发生屈服时的内压,也代表渗透进入材料内部的氢气与外部形成的压差,MPa;
σY——材料的屈服强度,MPa;
a,b——球壳的内径、外径,mm。
由于材料内部的孔隙相对材料尺寸非常小,如图7[13]所示。最终,式(1)简化为:
(2)

图7 内胆塑料材料气泡假设模型
当材料内部气孔内的压差大于pY时候,气孔处发生屈服,甚至开裂,形成宏观上的鼓包。
通过Thomas的试验,可以明显观察到塑料内胆的屈服、起泡现象。如图4所示,图中网格内部标记颜色的材料内部均有屈服,塑料出现了“发白”的现象。
Thomas等[13-15]的研究解释了氢气渗透带来的失效问题,针对渗透性和耐热性问题,目前国内外技术人员从两个方面进行研究,国内外研究机构和企业工程师提出了很多的解决方案,其中,荷兰的DSM公司、日本的UBE公司对PA6材料渗透性能进行了原材料级别的改性处理,并提升了尼龙的软化温度至180 ℃左右,且已经投入使用,均能满足使用要求。
塑料内胆的表面处理是杜绝渗透引起的界面分层缺陷的主要手段[16-19],通过物理或者化学的方法改变塑料的表面张力和表面能[16]。其中以火焰处理运用较普遍,火焰处理是指利用高温气体火焰对材料表面进行改性。火焰由氧化剂(氧气)和燃料(天然气)的混合物提供,由于火焰中含有大量激发态的=O,-OH和-NO等基团,在高温下可以与材料表面聚合物发生化学反应,产生羟基、羰基和羧基等极性基团,并使材料表面粗糙化,进而提升附着能力。
2.1.2 良好的低温力学性能
为了避免加注温度过高对内胆原材料造成损伤,通常将气源进行冷却,一般冷却至-40 ℃,当低温氢气充入气瓶内部,内胆在低温下将会变硬而脆,易破裂,内胆原材料的低温力学性能显得尤为重要。
国内外学者对尼龙改性做过大量研究,主要的改性技术路线分为共混改性、填充增强改性、共聚改性和纳米复合改性,其中共混改性常被用于尼龙低温改性。王学军等[20]通过马来酸酐熔融接枝聚乙烯(PE-g-MAH)作为母料用于PE和PA共混,以改善PA的低温韧性。试验研究表明,PE-g-MAH对于改进PA6韧性是有效的。王秀秀等[21]研究了马来酸酐接枝乙烯-辛烯共聚物(POE-g-MAH)和马来酸酐接枝三元乙丙橡胶(EPDM-g-MAH)对尼龙的低温韧性的改进,研究结果表明,以上两种增韧剂均能大幅度改善材料在常温和低温下的韧性,且当POE-g-MAH和EPDM-g-MAH的质量分数为20%时,低温韧性增幅明显。Zhao等[22]采用阴离子开环聚合反应挤出法制备了ABS/PA6共混物。力学性能表明,ABS对反应共混物的相容性、形貌和韧性起着至关重要的作用。通过优化ABS的含量,可以得到超韧化的PA6,其冲击强度明显提高。Maryam等[23]研究了PP/PA6/(EPDM:EPDM-g-MA)(70/15/15)三元共混物(EPDM -g- ma)的相形态、力学性能和断裂行为。结果表明,随着EPDM-g-MA含量的增大,失效时候的位移也增大,表现为韧性增强。
2.1.3 良好的工艺性
针对塑料内胆成型技术,并没有统一的成型方式,其中主流的塑料成型技术均有应用的报道,包括注塑成型、滚塑成型、吹塑成型等。目前丰田、现代等燃料电池汽车所采用的Ⅳ型储氢气瓶内胆成型工艺均为注塑工艺。据公布的资料分析,各种成型工艺优缺点如表1所示。

表1 各种内胆成型工艺优缺点对比
如上所述,注塑工艺是成本较低,运用也较为广泛的内胆成型方式,由于注塑工艺不能成型中空部件,所以注塑工艺必须配合后续的焊接工序,才能成型内胆。塑料的焊接工艺有激光焊接、热板焊接、摩擦焊接、超声波焊接、热风焊接、感应焊接等,其中,激光焊接、热板焊接以及摩擦焊接在内胆成型领域运用较为常见。表2描述了3种塑料焊接工艺的优缺点。

表2 各种内胆成型工艺优缺点对比
丰田的Ⅳ型70 MPa储氢气瓶内胆采用了激光焊接技术,如图8所示,内胆由两种颜色的半圆柱体(包含封头)焊接而成,颜色较深的为吸光层,较浅的为透光层,激光在两者的交界处产生热量,将材料融化,使之连接在一起。现代汽车等储氢气瓶均采用了注塑焊接的方式。热板焊接和摩擦焊接方式在内胆焊接方面均有运用,但是相关的报道较少。鉴于注塑焊接方式带来的焊接良品率低的问题,国外主要气瓶生产厂商正在研究非注塑工艺的内胆成型方式。

图8 丰田储氢气瓶内胆激光焊接工艺
2.2 密封结构
Ⅲ型储氢气瓶全部由金属内胆上的密封面与瓶阀密封[27-31],与Ⅲ型储氢气瓶密封结构设计不同的是,Ⅳ型储氢气瓶则需要考虑金属与塑料之间的密封。通过对储氢气瓶的试验标准的对比发现,密封结构不仅需要耐高低温、耐高压力,而且在跌落试验中不能失效,这是密封结构设计的难点。因此,Ⅳ型储氢气瓶的密封结构设计关键点就是金属与塑料之间的密封以及密封的耐久性。
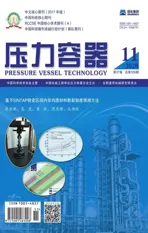
关于金属与塑料之间的密封,根据专利检索,已经有很多的形式和分类,从密封圈的受力位置上区分,大致可以分为环向密封和轴向密封两种,从图9[29]可以看出,丰田储氢气瓶采用了环向密封的型式,此结构具备自紧的功能,即内压力越大,密封圈被压的越实,从而保证密封的可靠性。
从密封机理上区分,可分为“三明治”结构和非“三明治”结构。目前,全世界关于塑料内胆密封结构的专利数量高达200多个,其核心技术是密封件布置。同样以丰田Ⅳ型储氢气瓶为例,密封圈和塑料密封面被两个金属夹在中间,形成了“三明治”结构,有效地保证了密封的耐久性。
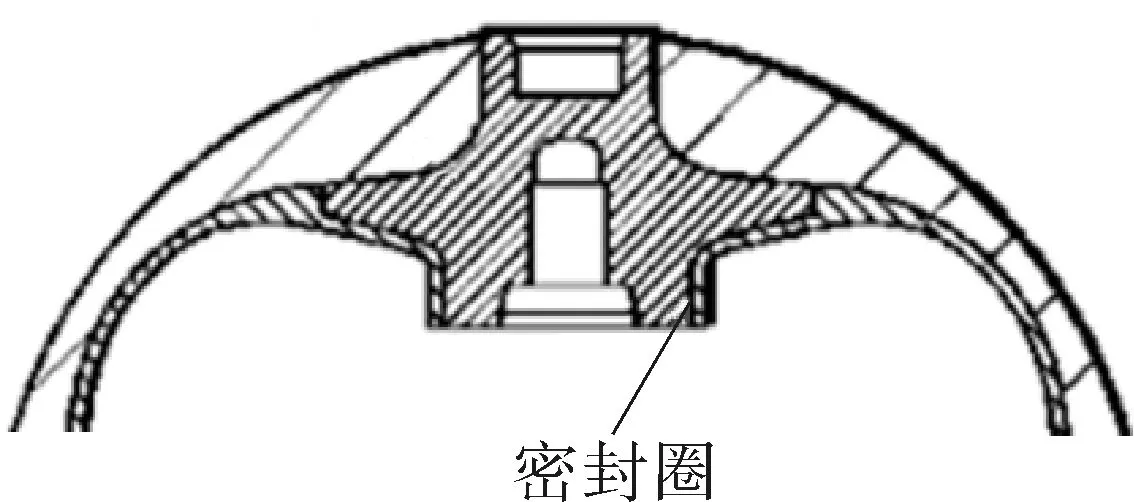
图9 丰田密封结构
此外,密封结构设计还应该考虑密封圈材料、密封部位尺寸配合和密封部位受力变形等。丰田储氢气瓶环向密封部位避开了主要受力区域,使得端头在充放气过程中对材料疲劳影响最小。
2.3 树脂改性
树脂是复合材料不可缺少的一部分,树脂的选用与研制需要考虑储氢气瓶使用工况以及生产工艺。对于Ⅳ型储氢气瓶而言,树脂体系的研制与改性存在以下几个关键技术难点。
2.3.1 需要良好的力学性能
树脂在复合材料中的作用是固定纤维,并通过树脂与纤维之间的界面传递载荷,使得纤维强度发挥至最大化。需要树脂具备较高的韧性和强度,但是两者是矛盾的,相互间的平衡是树脂改性关键技术难点。
CHA等[33]通过添加三聚氰胺使CNT(碳纳米管)官能化,以提高CNT在环氧树脂基体中的分散性,增强CNT与基体的界面结合力。发现当添加质量分数为2%的M-CNT时,环氧树脂的断裂韧度提高95%,杨氏模量提高 64%,抗拉强度提高22%。
LEE等[34]利用聚醚砜(PES)改性环氧树脂,发现得到的PES/环氧树脂复合材料的抗拉强度、冲击强度、断裂韧度和热稳定性分别提高了44%,35%,11%和1%。
2.3.2 需要良好的热稳定性
对于Ⅳ型储氢气瓶,需要使得固化温度低于塑料内胆软化温度,而保护内胆结构。为了保证气瓶在实际使用过程中完全处于安全状态[12],就需要树脂玻璃化转变温度大于105 ℃,一般而言,固化温度越低,固化后的玻璃化温度也就越低,这与保护塑料内胆结构稳定形成了矛盾体,需要对树脂进行相应的改性。
刘明[35]开发了一种可以在中温固化的树脂体系,并对树脂浇注体等力学性质的测试,以及缠绕气瓶的实际验证,证明该树脂体系可以满足中温固化要求。武杨等[36]使用双马来酰胺(BMI)作为改性剂,对环氧树脂进行改性,改性后环氧树脂的热分解温度上升15.2 ℃。吕晓雷等[37]采用酚酞基聚芳醚酮改性环氧树脂,改性后环氧树脂的韧性和耐热性能都有所提升,玻璃化转变温度由 150 ℃ 提高到 193 ℃。Ashok Kumar等在环氧树脂中加入不同质量分数的 BMI 进行改性,试验发现,当 BMI 的质量分数达到15%时,改性环氧树脂的玻璃化转变温度提高到 182 ℃。
2.3.3 需要良好的工艺性能
树脂适用期合适,黏度适中,是树脂工艺性的重要表现。车载储氢气瓶的复合材料层厚度一般在20~30 mm之间,缠绕时间较长,树脂适用期较短,会使得树脂浸润性变差,影响复合材料性能。固化炉的加热方式是通过空气对流,热辐射对气瓶进行加热,使其固化成型,黏度不合适,使得树脂较难排出气泡,且热量由表面向内部传递,内外存在温度梯度,固化后会在表面形成气泡,内部形成孔隙等缺陷,甚至严重影响产品性能。目前,树脂研制主要通过增加低黏度环氧树脂进行调配,使其具备工艺性要求。
丰田汽车公司的大坪弘和[38]发明了一种可以减少气瓶表面气泡的方法,用于气瓶的树脂分为两种,一种是与碳纤维形成缠绕层的第一树脂,另一种是与玻璃纤维形成保护层的第二树脂。第二树脂的凝胶温度比第一树脂凝胶温度高,在第一树脂凝胶温度下,第二树脂的黏度比第一树脂黏度低,因此,在碳纤维缠绕层固化过程中残留于树脂内部的气体从保护层向外排出,低黏度的树脂使得在固化前能够排出较多的气体,从而抑制气瓶表面气泡的残留,提高表面性状。
综上所述,在设计锚杆预应力作用下,基础各部位受力较为均匀,相互间应力变化较平缓;锚杆基础各部位承载应力情况满足相应材料设计强度要求,即锚杆基础满足极限荷载下承载性能要求。
2.4 轻量化设计
储氢密度是储存氢气的质量与气瓶的净重的比值,它是衡量储氢气瓶设计水平的关键指标,也是难点所在。为了使得储氢气瓶获得较高的储氢密度,需要在保证储氢气瓶安全的前提下,对复合材料气瓶的复合材料和内胆进行优化设计,其中复合材料设计要素主要包括厚度、角度和顺序,内胆设计包含封头外形和金属端头尺寸,具体的设计优化流程[28]如图10所示。

图10 储氢气瓶设计流程
复合材料气瓶的铺层设计的安全余量较大,各气瓶标准均要求70 MPa储氢气瓶的最小安全系数为2.25[39-41],安全系数越大,碳纤维用量也就越大,依据气瓶此类回旋体的受力特点,气瓶环向应力是轴向应力的2倍[42-44]。为了维持这种平衡关系,并结合纤维缠绕受力的特点,网格理论[44-45]被用于估算纤维缠绕厚度。但是该理论不考虑树脂对复合材料强度的贡献[46],且只是计算了筒体的爆破情况下的均衡条件。陈汝训[45]对网格理论进行优化,引入了应力平衡系数,兼顾了筒体的爆破强度,也对封头进行了增强,保证气瓶的爆破模式处于安全模式,如图11[32]所示。

(a)安全模式

(b)非安全模式
(3)
(4)
式中p——爆破压力,MPa;
R——筒身段半径,mm;
σf——纤维发挥强度,MPa;
k——应力平衡系数;
α——螺旋缠绕平均角度。
上式中,当k=1时,就成为传统筒体均衡条件网格理论;当k<1时,该网格理论就同时兼顾了筒体和封头,这已成为缠绕气瓶设计的通行理论。
2.4.1 复合材料层设计
丰田汽车公司的研究人员对轻量化设计做了研究[47],通过改进内胆结构设计提高纤维强度的发挥率。为了能够稳定爆破压力,需要对封头到筒身的过渡位置进行增强,通常的做法见图12,即采用高角度螺旋缠绕,但是通过研究发现,高角度螺旋缠绕不能很好地起到减轻重量的作用。为此,设计人员改变复合材料设计方案,由原先的环向-螺旋向交替的铺层方案变为环向集中缠绕,即将环向缠绕集中在复合材料层内侧(见图12),并同时对内胆赤道位置进行非连续处理[48-49],使整体复合材料用量较传统设计降低25%[46]。

图12 丰田Ⅳ型储氢气瓶铺层优化设计
除了对铺层顺序调整外,封头补强技术也是轻量化设计的一个路径(见图13)[50-55],国内外专家均对封头补强工艺做过相关研究。刘炳禹等[51]对封头补强技术做了详细的操作指导说明,并通过实例验证,证明了封头补强技术不但降低了纤维的用量,还使得爆破位置发生变化,由非安全模式变为安全模式。吕广普等[52]通过薄膜理论分析了气瓶封头段的受力特点,并通过将扩孔缠绕与封头补强的工艺,改变了爆破位置。James等[53]通过试验随封头补强技术做了研究,并提出了封头补强技术的几个重要条件。Roh等[54]研究了Ⅳ型储氢气瓶的封头补强设计(如图14[54]所示),结果表明封头补强设计可以有效减少螺旋缠绕层数,使得复合材料质量减轻10%。

图13 Quantum公司开发的封头补强技术

图14 封头补强设计
2.4.2 内胆优化
Ⅳ型气瓶的轻量化设计除了与复合材料有关之外,还与内胆设计有关。金属瓶阀座除了具有连接瓶阀的功能之外,还有减轻质量的功能,如图15所示。
图15 丰田内胆优化设计
图15展示的是丰田公司的Ⅳ型70 MPa储氢气瓶的设计图示,从中可以看出,金属件法兰的扩大,不仅减轻了金属件的受力,保证了金属的疲劳安全性能,同时由于金属支撑起封头部位的载荷,从而可以减少了复合材料纤维用量。
2.5 复合材料成型工艺
缠绕工艺可以分为湿法缠绕、干法缠绕和半干法缠绕。湿法缠绕较为灵活,对原材料要求不高,成本低,而干法缠绕是采用预浸料进行缠绕,纤维体积分数可以精确控制,现场环境整洁[56],目前,国内外普遍使用的是湿法缠绕工艺。三者间的优缺点,如表3所示,湿法缠绕的难点就在于其纤维体积含量和成品质量的控制。

表3 缠绕工艺对比
2.5.1 塑料内胆的屈曲
薄壁件或材料弹性模量较小,筒形件就容易失稳,由于塑料内胆刚性不足,在缠绕时,受到来自纤维张力引起的压力,使得内胆容易失稳,宏观表现为向内凹陷。陈旦[57]使用ABAQUS有限元软件、基于特征值法和弧长法,分析了Ⅳ型压力容器的线性屈曲和后屈曲行为;周威威[58]通过理论分析计算了薄壁内胆的失稳极限,给出了失稳载荷与壁厚的关系;Zhang等[59]研究了塑料内胆的屈曲行为,并阐述了解决此问题的基本策略。
为了增加塑料内胆的刚性,目前基本的解决措施是向内胆内部充一定气压,使得内胆能够克服纤维张力对内胆失稳的影响。
2.5.2 复合材料层质量
缠绕工艺与其他符合材料成型工艺的不同之处在于,复合材料层在固化时没有外部压力和辅助排泡措施,使得复合材料层中存在如孔隙等缺陷,由于孔隙的存在,复合材料在交变载荷作用下,缺陷会发展,强度会降低。
目前,已经有多家公司在对缠绕工艺进行改进,其中真空灌注成型工艺正逐步成为热点。2016年,Materia公司研究出了复合材料气瓶真空灌注成型工艺,已经将真空灌注相关的技术工艺应用到了缠绕成型工艺过程当中。如图16,17所示,此种工艺优点在于成型之后的孔隙率较传统湿法缠绕小,如图18,19所示,孔隙率可以小于0.5%[60-61]。

图16 真空灌注成型工艺

图17 真空灌注成型流道

图18 湿法缠绕工艺孔隙照片

图19 真空灌注成型孔隙照片
3 结语
我国由于法规、标准的诸多因素,Ⅳ型气瓶研制尚处于起步阶段,但是随着国家对生态环境管控的日益严苛,以及乘用车对轻量化的要求,Ⅳ型储氢气瓶将会成为氢燃料电池乘用车的首选储能装备。本文归纳总结了Ⅳ型气瓶的关键技术点,包括内胆原材料、密封结构、树脂研制与改性、轻量化设计、成型工艺等,并介绍了国内外的研究进展,为Ⅳ型气瓶研制提供参考。
Ⅳ型储氢气瓶的研发除了需要与复合材料联系在一起,更需要与塑料加工制造工艺和塑料密封结构紧密地联系在一起。对我国而言,Ⅳ型气瓶相关技术仍处在一个不断发展、不断进取的阶段,需不断努力完善相应技术理论,为今后Ⅳ型气瓶的研发打下坚实基础。