电气化铁路接触网吊弦智能装配技术
2020-12-21周振平齐彦民
周振平 齐彦民


摘 要: 为了使电气化铁路接触网实现吊弦智能装配技术,研究并开发了全自动吊弦生产设备。设计了智能装配系统,其由信息处理、组装、控制等系统组成;针对线头熔断、长度精度控制、压力精度控制三大重点问题提出了技术解决方案;规划了合理的装配生产线布局;实施了集成送料、熔断、穿线、压接、定长、激光打标、分组包装等功能。经测试,采用全自动吊弦设备生产的接触网吊弦能在3.9 kN的作用力下保持3 min而不发生破坏,最大承受力为5.7 kN,指标好于基本技术要求。与传统人工模式的生产效率(180 s/PSC)相比,设备生产效率为150 s/PSC,效率提升约20%,关键数据可追溯,且产品具有良好的稳定性和均一性。
关键词: 电气化铁路;接触网吊弦;智能装配;熔断;定长;精度控制;均一性
中图分类号:TP23 文献标识码:A 文章编号:2095-8412 (2020) 05-011-05
工业技术创新 URL: http://gyjs.cbpt.cnki.net DOI: 10.14103/j.issn.2095-8412.2020.05.003
引言
随着我国铁路事业电气化进程的不断推进,高速电力机车大量得以普及应用,铁路相关部门对铁路运输可靠性、行车线路建设质量、铁路运营维护精度的要求也越来越高[1-2]。
在高速铁路运行系统中,接触网是行车线路的重要组成部分,是保障列车安全运行的关键设备,是列车得以高速运行的动力之源[3]。接触网主要搭接在电气化铁路供电线路上,向电力机车牵引系统和列车附属设备延伸出许多接触线,用以向列车供电。由于涉及列车高速运动、材料性质、高压电力等多项因素,接触网架设于空间的几何参数显著影响着列车的行车安全和接触网自身的使用寿命,对其进行研究的重要性不言而喻。
吊弦由压接管、压接端子、心形环和铜绞线按不同长度组装压接而成,是接触线、承力索间振动和力的传递者,是事关接触网运营安全的关键零部件[4-5]。列车速度不断提高,对接触网整体吊弦可靠性提出了更高的要求。如我國某客运专线设计时速为350 km,运行不久后便发现整体吊弦出现断丝、断股的现象[6],这直接导致了列车运行故障,给出行人员安全留下了巨大的隐患。目前国内外吊弦生产大多还在采用人工制作技术,生产效率低且均一性不高,不能满足高速铁路日新月异的发展需求。因此,迫切需要一种全智能化的吊弦装配模式,解决原有人工生产模式的低效和不均一问题。
本文报道一种全新的电气化铁路接触网吊弦智能装配技术,能够有效解决上述人工生产模式的不足。首先,从信息处理系统、组装系统、控制系统三方面,介绍吊弦智能装配系统总体概况;其次,提出装配技术中需要解决的若干关键问题;第三,规划设计装配生产线布局,实现全自动吊弦生产设备研发;最后,对生产出的吊弦进行性能测试,并与传统人工模式的生产效率、质量进行对比。
1 吊弦智能装配系统总体概况
吊弦智能装配系统由信息处理系统、组装系统、控制系统三部分组成。
信息处理系统通过计算机、云计算技术、数据平台、码识别技术实现吊弦相关信息的储存、处理、传送、识别,实现数据共享、追溯、管理等功能。计算机通过互联网接收、读取吊弦装配用数据,把制作吊弦的数据传输到PLC。吊弦制作完成后,接收PLC制作结果数据,进行对比处理,把制作过程中的关键数据形成表格,永久储存到数据库,以便随时查阅。制作过程中,控制激光打标功能和标签打印功能。激光打标功能把每根吊弦的编号和长度标刻到压接端子上,安装过程中可随时查看;标签打印功能把每跨的制作数据打印到标签,贴标打包,实现数据共享、追溯、管理。
控制系统执行并反馈信息处理系统发出的指令及数据,并对装配系统进行控制和管理。控制系统采用PLC实现。PLC一是用于存储成型设备的控制程序,接收来自触摸屏的操作指令并将全自动吊弦生产设备的控制数据和状态传送到触摸屏上进行显示;二是根据压力设定值控制液压系统,对压接管和压接端子进行预压、压紧。根据制作吊弦总长控制熔断系统,对铜线进行熔断操作。根据每跨吊弦数量控制打包系统进行打包。
组装系统通过PLC自动化控制中心实现各装配机构、伺服电机、液压机构、气动机构的有效控制,以达到组装的目的。组装系统由定尺送料装置、线头熔断处理机构、桁架机机器人穿线机构、附件上料机械手、压接成型装置、定长装置、在线长度检测装置、激光打标装置、分组包装装置、卸料桁架机械手组成,各装置实现各自的功能。
2 吊弦智能装配关键技术分析
在吊弦智能装配系统技术中,线头熔断、长度精度控制、压力精度控制是需要解决的关键问题。
2.1 线头熔断技术
图1所示为线头熔断系统组成结构。线头熔断系统是由伺服电机、固定压紧结构、旋转移动机构、变压器等组成的,机械系统组装和电气连接全部作绝缘防护。
熔断机械结构包括固定压紧机构和旋转移动机构两部分,二者分别连接加压铜排的一侧和另一侧。熔断加压开始后,PLC通过延时控制拉伸气缸移动和伺服电机旋转,达到熔断吊弦线的目的。
电气系统由伺服系统、熔断控制器、变压器组成。伺服系统用于控制吊弦线旋转圈数,通过调整旋转轴速度和位置来控制熔断后铜线头的形状。熔断控制器和变压器主要控制焊接加压时间和电流(二次线圈),通过对熔断控制器进行参数调整来控制固定压紧机构和旋转移动机构中间的铜线通电时间和加热程度,再与伺服电机和拉伸气缸配合,以熔断铜线。
2.2 长度精度控制技术
长度精度控制是保证吊弦制作质量的关键。根据吊弦预制表格中的吊线长度数据制作吊弦,预制完成后的吊弦精度为±1 mm。吊弦长度控制精准主要归功于机械结构和伺服系统精度高。吊弦精度控制系统主要由四部分组成,即固定侧和移动侧平台机械结构、伺服电机、拉紧检测系统、精度检测传感器,如图2所示。
机械结构由固定侧平台、移动侧平台结构和齿轮齿条模组组成,固定侧和移动侧平台是根据预制吊弦工艺特性而设计制作的平台,平台结构稳定,在制作过程中定吊弦长度机械误差在±0.1 mm范围内。
伺服控制系统由PLC、运动控制模块、伺服控制器和伺服电机组成,采用光纤通信,重复定位精度为每转万分之一,与齿轮齿条模组配合定位精度为±0.1 mm。
拉紧检测系统由拉力传感器和采集模块组成,预制过程中定吊弦后,拉紧轴拉紧。拉紧过程中,当PLC采集拉力大于或等于设定拉力值时,拉紧轴停止,此时吊弦在绷紧状态,以保证吊线精度。然后进行最后一个压接管压接,吊弦拉力设定为15 kg,实际拉紧完成后拉力为25~35 kg。
长度检测系统由高速计数器模块和长度检测传感器组成,其中传感器精度为±0.6 mm。定吊弦长度明确后,长度检测传感器对伺服行走过程位置进行计算,然后与当前吊弦数据对比,计算出误差值,以判断预制吊弦是否合格。
2.3 压力精度控制技术
为满足制作吊弦压接端子、压接管压紧压力要求,液压压力系统设计最高压力为31.5 MPa。液压系统由液压油泵、液压阀组阀体、液压管路组成。液压管路分进出油两套管路,在液压阀体进油管路装有压力传感器(精度为0.5%),用于控制压接管和压接端子的压紧压力。通过PLC采集压力传感器数据,对压紧时当前压力值与设定压力值进行对比,达到压力设定值后,压紧完成。压接端子的压紧压力为18 MPa,压接管的压紧压力为10 MPa(均可调整),压紧后作拉力试验,保证满足3.9 kN以下不滑脱。液压主管路有高低压切换阀,高压用于压紧或松开压接管、压接端子,低压用于预压压接管和压接端子,高低压阀输出压力都可根据实际压接工艺进行调节。当高低压都不使用时,阀组用于泄压,避免油泵长时间工作出现高温发热现象。
3 装配生产线布局规划及功能设计
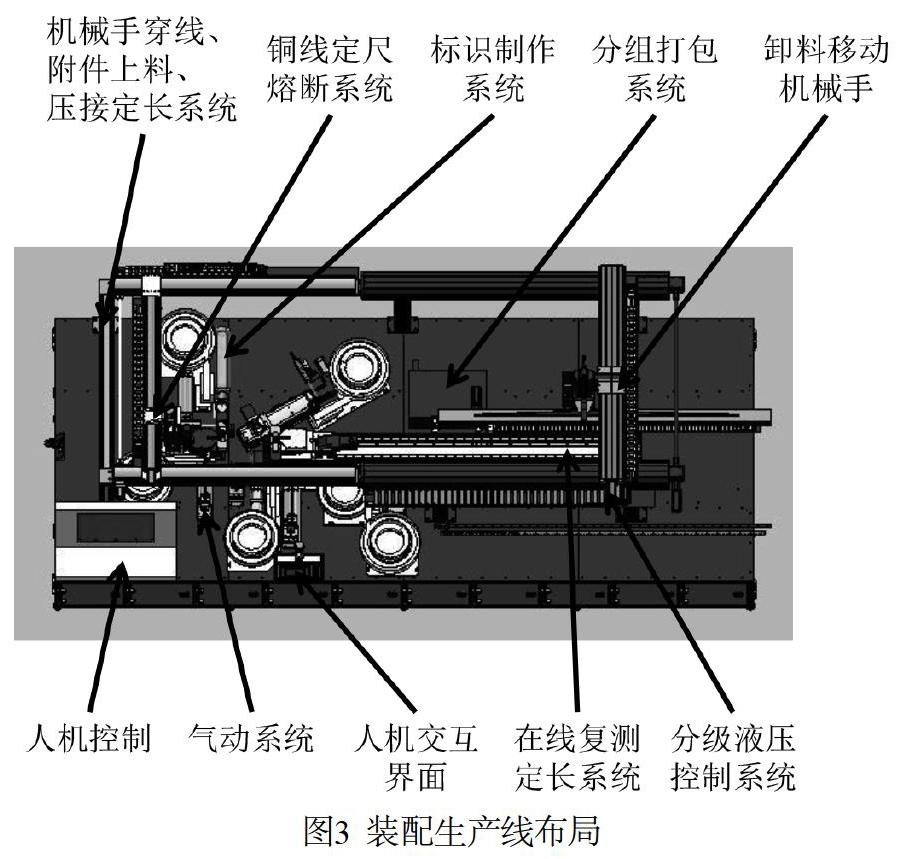
3.1 生产线布局
为吊弦智能装配生产线布局,如图3所示。
3.2 功能
装配生产线各功能如下:
(1)定尺送料。伺服电机通过齿轮同时驱动两个送线轮,保证两个送线轮同步运转。为精确送线,采用伺服送线定长系统,该系统精度±0.1 mm,能够满足系统要求。
(2)线头熔断处理。如前所述,线头熔断系统由伺服电机、固定压紧结构、旋转移动机构、变压器等组成。其中,固定压紧部分和旋转移动部分同时将铜线夹紧,夹紧动作完成后,电流加载装置对铜线进行通电,使固定侧和旋转侧中间大约6~7 mm的部分发红。发红后,旋转移动部分旋转两圈,然后由气动拉断部分将铜线拉断,保证铜线头部成锥形且不散丝,为后续可靠稳定穿线奠定基础。
(3)机器人穿线动作。桁架机机器人由X轴同步带模组、Y轴丝杠模组、Z轴铝方通模组组成,旋转轴安装有伺服电机减速机,夹紧部分由平行气动机械手组成。通过控制系统控制X、Y、Z轴与旋转轴,根据预定的轨迹路线完成穿线动作。
(4)附件上料。附件上料机械手由前进气缸、上下气缸、工件加紧气缸组成。根据生产工艺要求,通过控制三个气缸的动作,将吊弦线附件置于指定位置,为后续工作做准备。
(5)压接成型。压接成型机构主要由高压油缸、压接模具组成。线材穿好后,高压油缸动作将工件压接在一起,并保压2 s,保证压接效果。
(6)定长操作。定长部分主要由伺服电机、减速机、齿轮齿条、直线导轨、安装本体组成。伺服电机驱动齿轮齿条做直线移动,拉伸铜线,按照系统要求完成定长操作。
(7)在线长度检测。通过位移检测传感器完成,此传感器用于复测伺服定长部分走过的位置。假如传感器和伺服定长部分数值有冲突,则控制系统报警提示用户。
(8)激光打标。通过激光打标机完成,作用是按照系统要求通过激光将数字刻到压接端子固定的位置,为以后的吊弦线安装和质量反馈提供依据。
(9)分组包装。主要由铁丝扎线机、气动机械手组成。每组吊弦制作完成后,控制系统会根据要求,使气动机械手动作,将物料推到扎线位置,通过铁丝扎线机将制作完成的吊弦线分组扎成捆。
(10)卸料。通过卸料桁架机械手完成,其由X轴、Y轴、Z轴和定长轴组成。根据控制指令,桁架移动到指定位置,定长轴根据系统所提供的数据移动到本次要卸载吊弦长度的指定位置,Z轴下降,将要卸载的吊弦线取下,卸载机器人将物料放到系统指定位置。
3.3 伺服控制
伺服控制器接收来自PLC的指令,生成运动控制指令,传送给伺服驱动器执行具体的定位动作。伺服控制器还可对自身进行各种控制参数的设定。
伺服驱动器接收来自伺服控制器的定位指令,驱动伺服电机执行定位,并将伺服电机的当前状态传送给伺服控制器。伺服电机将连接到全自动吊弦设备的动作机构减速机上,实现全自动吊弦的位置控制,使吊弦制作机械模组的位置到达并保持在系统设定的位置。为保证吊弦制作机械模组位置的重复定位精度和定位系统的重复可用性,伺服电机和伺服驱动器应选用带绝对位置保持功能的产品,以确保吊弦制作机械模组的定位系统建立后定位数据不丢失。
全自动吊弦生产设备需配置必要数量的传感器和执行器,用于辅助伺服控制的实现。此外,应配置必要数量的操作按钮和指示灯,用于实现对装置的操作和对工作状态的显示。传感器和执行器、操作按钮和指示灯连接入PLC控制器IO、模拟量信号,IO、模拟量信号采集传感器和按钮的操作状态,输出信号到执行器和指示灯。
4 性能测试
表1来源于设备装配的整体吊弦在中铁宝鸡轨道电气设备检测有限公司的检测报告书,整体吊弦获得了产品合格认证书。从表1可知,10组吊弦均满足技术要求,每组吊弦均能在3.9 kN作用下保荷3 min而不发生任何破坏,且最大能承受5.7 kN的拉力,远远能够满足实际应用需求。同时,与传统人工模式的生产效率(180 s/PSC)相比,该设备的生产效率为150 s/PSC,效率提升约20%。以上结果说明该系统完全能代替人工生产模式,实现接触网吊弦线的高效、智能化生产。
5 结束语
吊弦作为电气化铁路接触网中使用数量最多的一种关键部件,主要作用是悬吊接触线,保证接触线相对轨面的高度,同时还具有一定的载流作用。本文提出的吊弦智能装配技术在高铁接触网施工生产中已得到了应用,吊弦的制作精度、压接质量和耐疲劳性能得到全面提升,长度误差在1 mm之内,在3.9 kN作用下3 min内无拉脱,此外还有结构合理、关键数据可追溯、运输方便等优点。该技术的研发将对今后电气化铁路的发展具有促进作用。
参考文献
[1] 贡保多杰. 电气化铁道接触网整体吊弦制作安装探讨[J]. 甘肃科技, 2012, 28(10): 53-55.
[2] 雷仕强, 闫军芳, 高飞, 等. 高铁接触网铝合金零件的微弧氧化技术[J]. 工业技术创新, 2017, 4(5): 65-67.
[3] 趙戈红. 浅谈高铁接触网整体吊弦存在问题及解决措施[J]. 电气化铁道, 2017, 28(04): 14-18.
[4] 王伟, 吴积钦, 关金发, 等. 高速铁路接触网吊弦疲劳试验台[J]. 高速铁路技术, 2014(3): 22-25.
[5] 王伟. 高铁接触网吊弦疲劳特性研究[D]. 成都: 西南交通大学, 2014.
[6] 杨广英, 陈立明, 邢彤, 等. 高速铁路接触网振动的初步研究[J]. 铁道技术监督, 2013, 41(12): 28-30.
作者简介:
周振平(1968—),男,河北石家庄人,大学本科毕业,高级工程师。研究方向:铁道电气化施工及专用工具和设备的研发。
E-mail: 18831101859@139.com
齐彦民(1969—),通信作者,男,河北石家庄人,大学本科毕业,高级工程师。研究方向:智能制造及自动化技术应用。
E-mail: hbqym69@126.com
(收稿日期:2020-08-14)
