焊接行程对2A12铝合金搅拌摩擦焊焊接热输入的影响
2020-12-21孙朝伟朱海付赵宇
孙朝伟 朱海 付赵宇

摘 要:对厚度为3mm的2A12铝合金板材进行搅拌摩擦焊工艺试验,通过优化焊接参数以获得合适的焊接接头。通过改变搅拌头的转速与焊接的焊接速度之比,研究热输入对焊接试样表面形貌与焊接接头力学性能的影响。结果证明,热输入比在一定情况下可以较好地表述焊缝的成型情况。但随着焊接时间的增长,金属中积累热量增加,金属塑性的热效应对焊缝成形的影响占比会逐渐加大。在相同转速和焊接速度的前提下,搅拌摩擦焊接接头在焊接前段与焊接后段具有不同的力学性质,金属塑性具有不同的影响方向,其中热输入较低的焊接接头焊接后段力学性能高于前段;热输入较高的焊接接头的焊接后段力学性能低于前段的力学性能。
关键词:2A12铝合金;搅拌摩擦焊;热输入;力学性能;表面形貌
搅拌摩擦焊(FSW)是英国焊接研究所(TWI)发明的一种新型的固态连接技术[1]。该焊接技术在铝合金、镁合金等有色金属及异种金属焊接方面具有良好的适用性。然而搅拌摩擦焊的热力学作用机理非常复杂,以往的很多研究也尝试着对热输入与线能量问题进行合理的解释。研究表明,在铝合金搅拌摩擦焊过程中,焊缝区域的强度与硬度均较其母材金属有显著地降低[2]。这是由于其在摩擦以及金属塑性变形是引起的高热导致焊接区域(包括热影响区与焊缝区)发生退火热处理导致的。因为在焊缝区与热影响区的热处理现象消除了加工硬化的影响,故与母材相比其位错密度有所降低[3]并直接导致了焊接区域的硬度与拉伸强度的降低。
根據上述分析,热输入量过高会导致材料的硬度与拉伸强度的降低。虽然有研究表明热输入的大小与转速与焊接速度的比值(ω/v)并非是线性关系的,由于这种非线性的关系以及金属塑性的热效应的作用,导致在搅拌摩擦焊接过程中相同的热输入比值下不同工艺参数的热量传导速率是不同的。即存在一个“门槛值”[4],在焊接速度低于这个值之前,焊接速度的增大有利于促进焊缝成形。
2A12铝合金是一种高强度硬铝,可进行热处理强化,抗腐蚀性一般,常采用阳极氧化处理等方法以提高其抗腐蚀能力。其广泛用于制作各种高负荷的零件和构件,如飞机上的骨架零件、蒙皮、隔框、翼肋等。由于搅拌摩擦焊中热输入会使2A12铝合金板材焊接区域的硬度及拉伸强度发生不同程度的降低。因此,控制热输入的变化,实现最佳的旋转速度与焊接速度的比(ω/v)并寻找出影响热输入的其他原因是非常重要的。
1 实验材料与方法
实验材料为3mm厚的2A12铝合金薄板,其尺寸为100mm×400mm×3mm,母材抗拉强度Rm≥390MPa,条件屈服强度Rp0.2≥245MPa.2A12铝合金材料的化学成分表如表1所示。
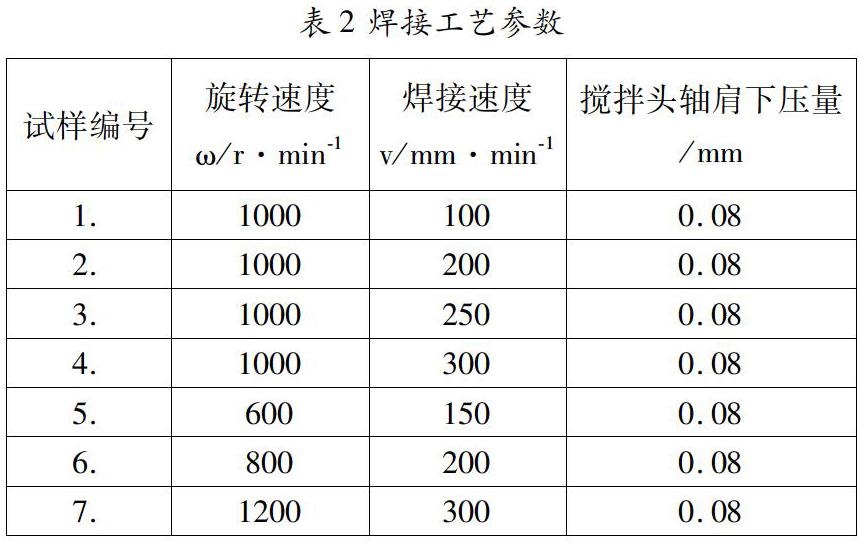
在不改变搅拌头轴肩下压量与搅拌头倾角和尺寸等工艺参数的前提下,改变焊接速度与搅拌头旋转速度,如表2所示。其中焊接方向与母材轧制方向垂直,转速范围为600至1200r/min,焊接速度范围为100至300mm/min。在搅拌摩擦焊过程中,样品收到夹具的约束,防止其移动。
采用VH-850立式数控铣床进行试验,焊接中使用的搅拌头为右旋正螺纹,接头方式为对接。其中搅拌头轴肩直径10mm,搅拌针长度为2.8mm,下压量为0.08mm,焊接夹具等效主轴倾角为2.5°。
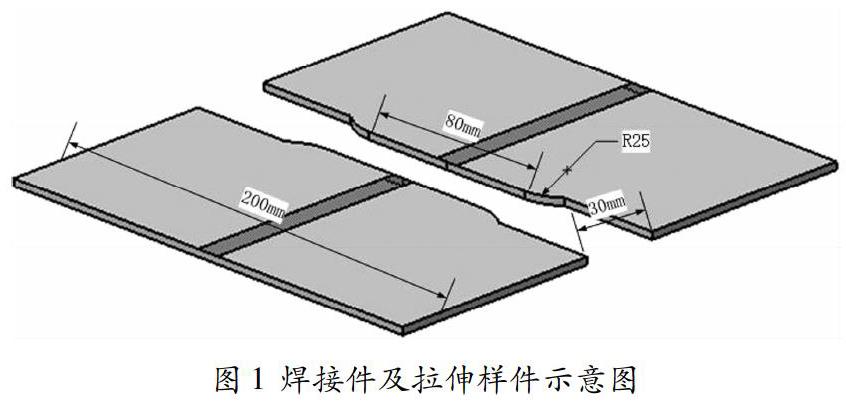
在实验结束后,观察了样件焊缝区的形貌,并制备标准拉伸件(如图1所示)通过电脑式万能拉伸机对所制样件进行了拉伸试验。
2 实验结果与分析
2.1热输入对外观形貌的影响
一般而言,焊接接头的性能主要取决于搅拌摩擦焊后的焊缝组织状态,其组织状态与焊接过程中的热量输入有直接的关系。在相同转速下不同焊接速度与相同热输入比(ω/v)对焊接接头进行形貌观察,焊接接头外观照片如图2所示(上方均为前进侧)。
由表2和图2可知,在旋转速度相同的情况下,焊缝表面的鱼鳞纹随着焊接速度的增加而变得稀疏。随着热输入比值增大,致密的鱼鳞纹上开始出现毛刺,由图2(1)(2)(3)(4)比较发现在热输入比值较大时,焊缝表面开始出现鱼鳞纹不均的现象,且前进侧比后退侧更为明显。随着热输入比的进一步升高,这种鱼鳞纹分布不均会更加明显且毛刺分布在整个鱼鳞纹表面,如图2(1)所示。这种表面起皮或起丝呈皮状及鱼鳞纹分布不均的现象是由于金属摩擦产生的大量的热积累于焊缝表层的金属,使得局部乃至大部的表层金属达到融化的状态,并在之后的冷却过程中以鱼鳞纹分布不均及毛刺的形式分布于焊缝表面。
同时,在焊接速度与焊接转速不同的情况下,本次试验中图2(3)(5)(6)(7)具有相同热输入比值(ω/v=4),其焊缝鱼鳞纹的致密程度是近似相同的,且均具有良好的表面形貌特征。值得注意的是,图2(7)(8)为同一条焊缝上的前段和后段,其形貌有较大差异,也就是说即使在同一条焊缝中,接头性质也是随时间或焊接行程变化的。推断认为焊接越进行到后段,焊接接头受金属塑性的影响也就越大。
研究认为,一般焊接中后退侧的飞边量大于前进侧且飞边量的多少主要是由于焊接速度与旋转速度搭配不当及下压量过大造成金属软化程度及流动性的增大,导致少量的金属材料被挤出轴肩外缘形成的。而根据图3所示,在本次试验中出现了前进侧飞边多于后退侧的状况,这在以往的研究中是不常见的[5;6]。
在图3中我们看到,接头前进侧的飞边量是随搅拌摩擦焊接的进行不断增加的。这说明焊接接头的飞边缺陷在与焊接工艺参数相关之外,与其母材金属的金属塑性热效应有一定的关联。
2.2 热输入对焊缝力学性能的影响
通过在焊缝焊接前段(距焊接起始端2.5cm处)及焊接后段(距焊接结束端2.5cm处)取拉伸试样并进行拉伸实验的方式测试搅拌摩擦焊的拉伸性能。图4显示了相同热输入比(ω/v=4)下搅拌摩擦焊接接头的搅拌头转速—抗拉强度曲线,图5显示了在搅拌头转速均为ω=1000r/min的情况下焊接接头抗拉强度与焊接速度的关系。
从图4中可以看出,在相同的热输入比(ω/v)下,搅拌摩擦焊接接头的抗拉强度焊接前段部分与焊接后段部分的增加与减小趋势一致。且在低转速时,焊接后段抗拉强度大于焊接前段的抗拉强度,随着搅拌头旋转速度的增大焊接后段焊接接头的抗拉应力与焊接前段焊接接头的抗拉强度差距减小;随着搅拌头转速的继续增加焊接前段焊接接头的抗拉强度最终高于焊接后段的抗拉强度。
分析图4可知,在考虑金属塑性变形热的前提下,搅拌头转速与焊接速度对焊接接头的力学性能的影响是不同的。即,在低转速下塑性变形热会提高焊接接头的力学性能,而在较高搅拌头转速时会降低焊接接头的力学性能。这说明较高转速的搅拌头产生的摩擦热与焊接速度有不同的传导速率。同时由于不同的传导速率引起较高的搅拌头转速下的焊缝表层与内部产生热量分布不均的现象,这也解释了图2(7)(8)中焊接前段与焊接后段表面形貌不同的现象。
相同搅拌头转速下的焊接速度—抗拉强度曲线如图5所示,在搅拌头转速一定的情况下,焊接前段焊接接头的抗拉强度与焊接后段的抗拉强度之差随焊接速度的增加即热输入的减小由正变负。且差值的绝对值随焊接速度的增加先減小至零后增大,最终焊接后段焊接接头的抗拉强度大于焊接前段焊接接头的抗拉强度。
分析曲线发现,较高的热输入值会增加金属中热量积累的速率,过多热量的积累导致在焊接过程中晶粒长大的速率会随着热输入的增高而增高,这解释了为什么图5中低焊接速度时焊接前段焊接接头力学性能大于焊接后段的接头力学性能的结果。而较低的热输入使金属达到的热塑性较差而热量的积累使在焊接后段金属塑性变形的热效应变相使热输入增加,致使焊缝质量变好,焊接接头强度增加。
3 结论
(1)搅拌摩擦焊进行过程中,焊接参数与热输入呈非线性关系。金属塑性对焊接的影响是不同的,随着焊接进程的进行,搅拌头产生的摩擦热会使金属的热塑性增加。由于金属塑性的热效应,焊接参数对于热输入的影响会发生不同的变化。且随着热量的积累,金属塑性的热效应对焊缝成形的影响占比会逐渐加大。
(2)搅拌摩擦焊中的“飞边”缺陷,在受搅拌摩擦焊接工艺参数影响之外,也受焊接过程中的金属塑性热效应影响,且影响较大。
(3)当热输入比为定值时,焊接接头前段的抗拉强度与焊接接头后段的抗拉强度之差会随着搅拌头转速的升高又负至零后在变成正值,且在较高搅拌头转速的时差别较大。在搅拌头转速一定时,焊接前段接头的抗拉强度与后段接头的抗拉强度在不断变化。且差值的绝对值随焊接速度的增加先减小至零后增大,在热输入较低时焊接后段焊接接头的抗拉强度大于焊接前段焊接接头的抗拉强度。
参考文献:
[1]王国庆,赵衍华.铝合金的搅拌摩擦焊接[M].中国宇航出版社,2010:1-4.
[2]B.Abnar,M.Kazeminezhad,A.H.Kokabi.热输入对搅拌摩擦焊AA3003-H18板材显微组织和力学性能的影响(英文)[J].Transactions of Nonferrous Metals Society of China,2015,25(07):2147-2155.
[3]Fu R-D,Zhang J-F,Li Y-J,et al.Effect of welding heat input and post-welding natural aging on hardness of stir zone for friction stir-welded 2024-T3 aluminum alloy thin-sheet[J].Materials Science & Engineering A,2013,559.
[4]严铿,雷艳萍,章正,等.铝合金搅拌摩擦焊时焊接速度与热输入的关系[J].焊接学报,2009,30(01):73-76+116-117.
[5]达朝炳.搅拌摩擦焊接头缺陷分析[J].热加工工艺,2009,38(05):133-134+137.
[6]Kim Y,Fujii H,Tsumura T,et al.Three defect types in friction stir welding of aluminum die casting alloy[J].Materials Science and Engineering:A,2006,415(1-2):250-254.
作者简介:孙朝伟(1995—),男,内蒙古通辽人,硕士研究生,研究方向:铝合金搅拌摩擦增材制造。
