煤气化灰渣脱碳技术研究进展
2020-12-21张建波杨晨年曲江山李少鹏李会泉何发钰
史 达,张建波,杨晨年,4,曲江山,4,李少鹏,李会泉,4,何发钰
(1.东北大学 资源与土木工程学院,辽宁 沈阳 110819;2.中国科学院 过程工程研究所 绿色过程与工程中科院重点实验室,北京 100190;3.湿法冶金清洁生产技术国家工程实验室,北京 100190;4.中国科学院大学,北京 100049;5.中国五矿集团总公司,北京 100010)
0 引 言
“富煤贫油少气”是我国能源结构的主要特点[1-2],煤电、煤化工转化已成为我国煤炭利用的主要方式。煤气化技术作为煤化工领域的一个重要方向,是指在特定的温度和压力下,氧气、空气或水蒸气作为氧化剂,与煤中有机质部分进行非彻底氧化燃烧反应生产煤气或合成气,从而进一步合成化学品的技术[3]。2018年,我国现代煤化工用煤量达9 560万t,预计2020年底将达1.5亿t,其中煤气化占现代煤化工用煤总量的90%以上[4-6]。
煤气化渣是煤气化过程产生的副产物,通常分为:粗渣(在炉底排放)、细渣(以飞灰形式随气流排出后经水淬、过滤后外排)[7-9]。我国气化渣每年排放量巨大,年产超3 000万t(湿渣),2001年前,中国、美国等大部分气化渣均通过填埋或渣场堆存处理,但填埋和堆存会导致严重的环境污染和安全隐患[10-11]。据调查,一个180万t/a的煤制甲醇企业,年生产气化渣约93万t,若送渣场堆存处理,每年成本为9 300万~12 090万元;若自建渣场,每年处理费用为2 325万~3 720万元[12-14]。因此,需要对气化灰渣进行综合利用。目前国内外对气化渣的应用主要集中在:建工建材的制备,水体和土壤修复,循环掺烧和再气化利用,硅基、陶瓷材料、催化剂等高附加值材料[15-16]。以水泥或混凝土行业为例,根据GB/T 1596—2017《用于水泥和混凝土中的粉煤灰》要求,拌制混凝土和砂浆用粉煤灰烧失量≤10.0%,气化粗渣碳含量相对较低,且有丰富的活性矿物相,有利于凝胶反应的发生,从而提高砂浆强度,但气化细渣中的高残碳(烧失量在20%~60%)会严重阻碍矿渣与水泥、石灰的胶凝反应,使其难以作为混凝土和水泥的外加剂[17-18]。若要对气化灰渣中的未燃碳进行配煤掺烧利用,其高灰分又会影响气化渣作为补充燃料的掺烧量,增大煤灰量[19],碳、灰相互制约,阻碍了其资源化利用。因此,气化渣碳组分的分离是实现气化渣的高值化、减量化、无害化利用的关键[20-23]。
本文概述了气化渣性质对碳灰分离的影响规律,阐述了国内外不同脱碳方式和设备对脱碳效果的研究进展,总结了当前研究的优势和不足。结合本课题组前期在气化灰渣资源化利用方面的基础和经验,分析了气化灰渣未来的发展方向,提出了气化渣脱碳技术和设备的创新与开发是其未来发展方向,为气化渣综合利用技术的开发提供参考。
1 煤气化渣脱碳主要影响因素
气化渣脱碳因其气化工艺和地区煤种的不同,产出的气化粗渣和、细渣的性质不同。对于不同粒径、组成及含量、微观结构的气化渣,脱碳工艺的选择也不同,因此需对脱碳的影响因素进行研究和概述[24-28]。
1.1 气化渣组成及含量对脱碳过程的影响
气化渣的化学组成和矿物构成是其综合利用的基础,也是脱碳工艺技术的重要依托。气化渣主要由未燃碳、非晶相熔融玻璃体和未完全反应的矿物晶体构成。赵永彬等[29]研究了宁煤集团3个气化项目的粗渣基本特性,发现其产生的气化残渣烧失量差异较大,分别为4.34%、13.4%和39.27%,认为这可能是由于气化炉不同的工艺条件导致。不同气化工艺条件的碳转化率不同,使气化灰渣残碳含量差异较大,进而导致烧失量差异很大。高旭霞等[30]对8种粗渣和细渣的可燃物含量进行测定,结果表明,粗渣可燃物含量明显低于细渣,气化渣可燃物含量为11%~65%,多喷嘴水煤浆气化炉粗渣和细渣的残碳含量均远小于德士古气化炉。Wu等[18]研究了气化粗渣、气化细渣的残碳特征(烧失量分别为16.6%、26.4%),结果表明,粗渣和细渣均含有较高残余碳,阻碍其在水泥行业的利用,并探讨了2种渣通过简单筛分降低原渣碳含量的可行性。不同炉型、不同气化条件产出的气化渣残碳含量变化较大,对于符合国家相关标准的气化渣可直接进行利用,对无法直接利用的高残碳气化渣,需对其进行脱碳,再实现资源化利用[10]。
Matjie等[26]建立了一种可定量测试灰渣中无定形玻璃体和晶体矿物质的相对含量方法,气化渣中部分玻璃体和晶体部分主要为富Si-Al的玻璃体、偏高岭土、Fe-Ca-Mg-Ti相、石英、钙长石、磷酸铅盐等,同时还含有大量的高温晶相,如钙长石、莫来石、透辉石等。结合当前国内外研究结果分析可知,无机组分包括非晶玻璃体和晶体矿物质,非晶相主要是由于经高温气化后仍处于熔融态玻璃相的渣还未结晶,直接进入水室经历骤冷过程形成;晶体矿物质是部分颗粒在炉体内停留时间短,未反应即被携带排出反应室。
国内外研究主要以Si、Ca、Fe、Al的矿物质晶相以及渣中可燃碳为考察对象,不同地区、不同工艺、不同煤质煤种产生的气化渣矿物含量虽不相同,但主要元素均为C、Ca、Si、Al、Fe。实现气化渣的综合利用、碳-灰的高效分离,需充分考虑其化学组成的共性与特性,因地制宜设计脱碳工艺。
1.2 气化渣粒度对脱碳的影响
重选、浮选等脱碳方法对入料粒度有严格要求,不同粒度的原料需采用与其相适应的分选设备。盛羽静[31]研究了不同气化工艺、不同地域气化灰渣的理化特性,结果表明,粗渣中可燃物含量普遍比细渣低,粗渣粒径主要分布在大粒径区域,0~88 mm含碳量<15%,88~125 mm含碳量在30%左右,大于125 mm后,含碳量逐渐减小;细渣粒径主要分布在小粒径区域,随着细渣粒径的增大,分布在某一粒级的比例越少,含碳量越高,特别是88~250 mm,含碳量均高于50%。Pan等[32]分析了气流床产生的不同粒径渣的基础特性,结果表明,细渣含碳量随粒度的增大而增大,而粗渣含碳量主要分布在中间粒径(105~280 mm),与文献[31]研究结果不同,细渣大多分布在中间粒级,<20 mm和>65 mm含量较少,这可能是由于气化工艺不同导致。Guo等[33]通过采用机械搅拌式浮选机发现,对于38~75 mm粒级,浮选残碳的烧失量为63.5%;<38 mm粒级浮选残碳的烧失量低于40%,采用机械搅拌式浮选机对不同粒级的气化细渣浮选效果差异明显。
综上,原煤在进入气化炉后,经高温气化被破碎成不同粒径,气化渣烧失量与粒级关系密切。气化细渣的粒径越大,烧失量越大;气化粗渣的大粒径物料烧失量低,产率高,因此基于含碳量与气化灰渣粒度的变化规律,可采用粒级筛分预处理方式提高碳的分离效率。粗粒级的气化粗渣经筛分可获得烧失量很低的物料,直接进行利用;而烧失量相对较高的粗渣细粒级产率并不高,故可燃体分布率不高;气化细渣可通过筛分实现目的组分的富集。气化渣粒度对浮选脱碳工艺具有重要影响,气化细渣粒度组成为三峰分布,粒径峰值分别为10、50、400 μm,三峰均不在煤泥浮选的常规粒级;气化细渣在微细粒级(<74 μm)和粗粒级(>250 μm)分布较多,直接在常规浮选机上进行脱碳效果较差,主要是因为微细粒级比表面积大,耗药量大,且细粒级残碳与细粒级灰分之间容发生罩盖现象,降低分选效果。另一方面,粗粒级浮选过程中,由于残碳颗粒较大,与药剂作用后黏附于气泡,上浮中重力较大易使气泡和残碳颗粒发生脱附,从而降低脱碳效果,因此,在浮选脱碳过程需充分考虑气化渣粒度特性。对于细粒级物料,可考虑微泡浮选柱设备或选择性絮凝浮选,以提高分选效率;对于粗粒级气化渣,可通过磨矿进行粒度调控后再给入浮选机分选。综上,气化渣不同粒级残碳的分布具有一定规律,通过简单筛分即可快速实现脱碳,而在浮选过程也需要根据气化渣粒度特性选用不同的设备、药剂和工艺。
1.3 气化渣微观结构对脱碳的影响
颗粒的微观结构决定其物理化学性质,原煤经高温气化,与气化剂作用后,表面变得疏松多孔,表面润湿性也随之发生变化。Ai等[34]对气化细渣的表面形貌进行研究,结果表明,经气化后,气化渣中未燃碳亲水性增强,不利于与捕收剂基体结合,含有球形玻璃微珠和不规则的絮状未燃烧碳粒,部分未燃碳中有玻璃微珠插入孔隙中,大多数微珠呈单体形式赋存,少量在范德华力作用下沿未燃碳边缘附着。张晓峰等[35-37]认为,气化飞灰颗粒为球状,表面附着更小的球形颗粒,残碳即使经过气化,仍呈无定形状态,飞灰与残碳之间虽然有部分黏附发生,但不存在灰熔融聚合,这种灰、碳结构为后续的物理方法脱碳提供了依据。
除上述特征外,通过对气化渣微观结构的测试发现虽然残碳与灰分没有发生大规模熔融聚合,但未燃碳颗粒呈蜂窝状多孔结构,孔隙丰富,相当一部分的灰分嵌布于孔道中,若直接采用常规的重选、浮选法,很难将碳灰彻底分离,可采取超声分散或使用分散剂对渣浆分散处理,使碳和灰先解离完全,再进一步分选。另外,未燃碳的多孔结构使其比表面积增大,从而增大了浮选药剂用量,用于改善碳粒表面疏水性的捕收剂填充于孔道中,降低了与起泡剂分子和气泡的碰撞几率,捕收能力减弱,分选指标下降。因此,可在浮选过程选择性的引入大分子有机基团,可使未燃碳之间相互聚集,增大比表面积,也可填充未燃碳颗粒孔道,达到降低浮选药剂用量的目的,从而降低分选成本。
气化渣未燃碳实质上属于煤炭的一种,但煤气化细渣经高温气化,各项特征(如粒度、疏水性、孔隙率、比表面积等)与原煤的区别较大。因此,气化渣的脱碳分选既应借鉴煤炭浮选,又应区别于煤炭分选,针对气化灰渣不同的物化性质,采用物理和化学预处理方法,定向调控颗粒的微观赋存形态,实现高效分选。
2 煤气化渣脱碳技术
2.1 浮选脱碳技术
泡沫浮选是利用不同组成矿物表面的疏水性差异,将有用矿物附着在气泡上并从矿物泡沫中回收,选择性分离出有价值矿物的方法[38]。泡沫浮选是选矿领域常见的工艺,在废物处理中应用较广泛。此外,新的浮选药剂和浮选设备发展迅速,为处理微细粒气化细渣碳-灰分离提供了重要途径。
2.1.1浮选脱碳药剂
气化渣脱碳浮选药剂可选择性改变气化渣颗粒的亲疏水性,增大残碳和灰分的可浮性差异,实现碳、灰的浮选分离。Zhang等[39]针对常规浮选难以有效回收未燃碳、药剂用量大、成本高等问题,采用不同浓度的盐水(包括NaCl、MgCl2、AlCl3)配置到浮选过程,结果表明,无机盐阳离子能显著改善颗粒的可浮性,降低颗粒的Zeta电位,未燃碳回收率明显提高,Al3+溶液中,泡沫尺寸最小,能增大气泡与微细粒渣的有效碰撞概率,但未解决浮选捕收剂用量大的问题。邹涛等[40]利用一种含油废弃物作为浮选药剂(炼化厂罐底清理的含油污泥)与气化细渣的残碳分离富集,控制气化渣水温度为40~80 ℃,pH=7~9,制备得到富碳细粉的含碳量可达89.86%,回收率为61.23%,得到的脱碳尾灰可用于建筑材料,固体废弃物残油率为2.27 mg/g,满足地方环保处置要求,不仅实现了气化渣固体废弃物的利用,还降低了处理成本。Guo等[33]通过浮选动力学过程对气化细渣进行提纯,采用新型捕收剂W501和起泡剂W502,实现残碳与尾灰的分离回收,结果表明,烧失率为24%的气化细渣经3段浮选流程,精矿产率为20%,烧失率为64.47%,残碳回收率52.65%,尾矿产率80%,烧失率可降至4%以下。Zhou等[41]研究了细粒未燃碳的浮选效率与捕收剂在碳颗粒表面的分散度,通过采用4种表面活性剂改善碳颗粒的表面性质,将捕收剂与表面活性剂按一定比例混合制成乳状液,以提高目标未燃碳的疏水性,使浮选更易于发生,浮选结果表明,原料烧失率为9.85%,TX活性剂可使精矿烧失率提至54.43%,未燃碳回收率为79.58%,表面活性剂的加入能控制颗粒-气泡、颗粒-颗粒、颗粒-油滴的接触,改善并乳化捕收剂,且能使气泡更加分散,显著增强未燃碳与捕收剂的吸附作用。
目前浮选研究仍存在药剂用量过大、成本不合算、富碳精矿含碳量较低等问题[42];气化渣浮选捕收剂和起泡剂的研究大多数集中在复配药剂或组合药剂,以降低药剂成本和环境污染,或在原有药剂分子基础上进行改性,新结构选择性强、捕收能力强的药剂研发较慢。
2.1.2浮选脱碳设备及工艺
浮选设备的研究大多集中在浮选机、浮选柱、浮选槽上。表1为目前主流浮选设备及其优缺点[43]。
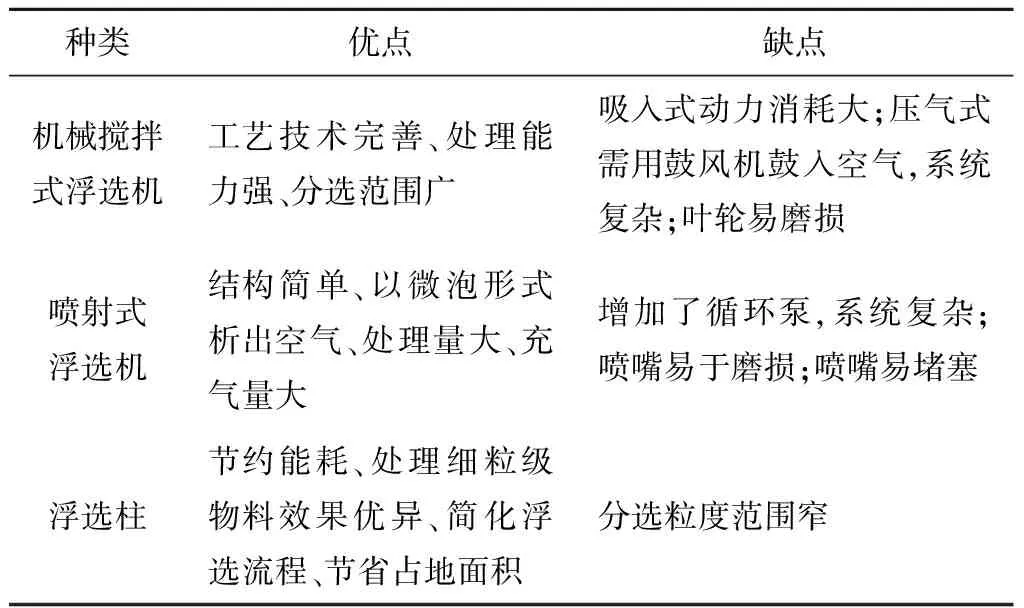
表1 目前主流浮选设备及优缺点
Uçurum[44]研究了Jameson浮选机操作参数对未燃碳回收和动力学的影响,结果表明,pH=6.5~7.0、柴油用量3 500 g/t、松油用量2 500 g/t时,可燃碳回收率最佳,达96.5%,灰分脱除率为91.2%,且符合浮选一级动力学模型,浮选模型与试验结果拟合较好,R2>0.99,说明Jameson浮选机是一种可行的分选设备。
大唐国际化工技术研究院[45]采用浮选法分离煤气化渣的碳组分,将富碳组分打入制浆磨煤机与气化煤原料混合回用,可将含碳量15%~40%的气化渣富集至含碳量80%。张一昕等[46]发明了一种气化细渣浮选分离脱水系统,其中浮选-脱水装置预先设置了黑水缓冲槽和浮选药剂缓冲槽,将黑水和浮选药剂通过管道给入浮选-脱水装置,浮选-脱水装置安装有真空过滤板、滤饼刮刀、灰滤饼刮刀,在浮选药剂作用下使碳和灰在真空过滤平台的槽体形成分层,实现气化细渣残碳、灰和水的分离。葛晓东[47]分别采用浮选柱和浮选机对气化细渣进行提质研究,结果表明,原料灰分50.73%,在浮选机中柴油用量9 kg/t、仲辛醇用量为4.5 kg/t以及矿浆浓度为40 g/L的条件下,可获得灰分为24.25%、产率为58.05%的浮选精矿产品,在浮选柱中采用与浮选机相同的药剂制度,可获得灰分23.66%、精煤产率为54.91%的浮选精矿产品,对比发现浮选柱对气化细渣的提质效果优于浮选机,这主要是因为浮选柱的微气泡更多,与颗粒碰撞几率更大,且气泡尺寸对气化细渣中微细粒级的回收具有促进作用。吴阳[48]系统研究了传统浮选药剂对气化渣的正、反浮选效果,正浮选精矿灰分55.36%,尾矿灰分62.82%,反浮选精矿灰分55.27%,尾矿灰分83.62%,反浮选脱碳效果优于正浮选,主要原因是气化细渣中的亲水细灰在碳表面罩盖现象严重,另一方面由于物料粒度过细,矿浆泥化现象严重,导致碳、灰难以分离。赵世永等[49]在单槽浮选机中对Texaco气化细渣进行试验,先将细渣全部磨至<0.5 mm以下,对柴油、仲辛醇制成乳化混合药剂浮选后,发现对浮选分离碳、灰过程有明显改善作用,进一步在浮选时加入超声波作用,精矿烧失量明显变化,最佳条件下,精矿烧失量53.07%,尾矿烧失量41.50%。XU等[50]考察了旋流-静态微泡浮选柱与传统浮选机对脱碳性能的影响,轻柴油为捕收剂,聚乙二醇和异辛醇复配的组合药剂为起泡剂,结果表明,在最佳浮选条件下,浮选柱中未燃碳的回收率为89.69%,比浮选机高6.5%,且更有利于<74 μm细粒级的回收,浮选柱尾矿烧失率降至1.99%,主要是因为旋流微泡浮选柱的旋流矿化和管流矿化作用。浮选机对于粗粒级的气化渣浮选效果优于浮选柱,而浮选柱对细粒级的回收效果明显高于浮选机,针对不同粒级的气化渣,应选择性采取不同的浮选设备,从而达到高效碳灰分离的目的。
目前浮选法仍是气化渣最主流的脱碳方法,其优势主要有:脱碳效率高,浮选尾矿的烧失率可降至2%以下;浮选设备价格低,前期投入成本小;气化过程产生的粗渣和细渣均有较高的含水量,脱水较困难,而浮选过程对入料的含水量无严格要求,可直接给入浮选机进行分选。但浮选法的最大缺点是浮选药剂用量过大,因此高效捕收剂和起泡剂的开发仍是气化渣浮选脱碳的研究重点。
2.2 重选脱碳
重选是利用颗粒间密度的差异,在重力场作用下实现松散分层分离的过程,是煤炭分选的最主要方法,也是分选煤气化副产品的重要方法[51]。Charah Environmental,Inc与 UK-CAER[52-53]针对气化渣脱碳联合开发了筛分-重选分选流程,并于2001年建立了处理量达100 t/h的气化渣处理厂,2004年已处理其渣场堆存的14万t气化灰渣,该工艺先将气化渣进行多段筛分,筛上产品为低碳渣,烧失量<5%,筛下产品经水力旋流器分选出富碳燃料产品(烧失量30%左右)和高碳细粒级产品(烧失量>60%),富碳可做燃烧掺料。杨玉芬等[54-55]采用“先分级,后分选”的工艺,实现了干法流态化方法进行脱碳的分层分选结果,其<0.074 mm下层高灰分物料最终产品产率为86.55%,碳含量<4.0%,工艺简单,能有效降低灰渣中的碳含量。章新喜等[56]将粗渣与细渣分别给入筛孔尺寸不同的筛分机,再将提纯后的碳产品给入脉动液固流化床分选机,分选出产品通过0.03~0.15 mm筛分机或沉淀池处理后,若满足需要则直接过滤烘干,否则结合浮选获得最终高碳产品,该工艺可将灰分为65%灰渣分选为灰分27%的碳产品和灰分70%的细粒级尾渣。赵鹏等[57]以德士古水煤浆气化废渣为原料,通过摇床重力分离出高含碳量细渣和高硅酸盐玻璃质灰渣块,并用分离出的高含碳量细渣燃烧提供热量,玻璃渣块进一步烘干粉磨可服务水泥混凝土行业。
目前,气化渣重选脱碳虽取得了一定成效,但利用重介旋流器、摇床、螺旋溜槽、动筛跳汰机、螺旋选矿机等重选设备对气化渣进行脱碳的研究较少。另外,由于气化细渣的粒度较小,而重选过程细颗粒最终运动速度与粒度关系密切,在单一重力场中所受分选力相对于细粒级间的黏滞阻力较弱,脉石矿物和目的矿物之间难以产生足够的位移差,未来可能在原有重力场的基础上,叠加离心场或磁场,来强化重选脱碳过程。
2.3 火法燃烧脱碳
火法脱碳利用高温燃烧将气化渣中的碳组分直接氧化成CO2排出,同时配备烟气回收和CO2收集系统[58-62],实现脱碳和资源的绿色、清洁综合利用。梅琳等[63-65]考察了物种高碳飞灰的样品成分,通过控制CFD循环流化床锅炉的床压、风速等,二次灰含碳量稳定在5%左右,最大脱碳效率可达75%。王金福等[66]提供了一种煤气化灰渣氧化脱碳制灰分联产蒸汽的方法,试验装置示意如图1所示。采用快床-密床组合循环反应器,快床反应器氧化脱碳率约80%,脱碳后灰渣进入密床反应器中脱碳率可达99%,灰分产品含水量低于0.5%,烧失量低于5%,同时实现了热值副产蒸汽。
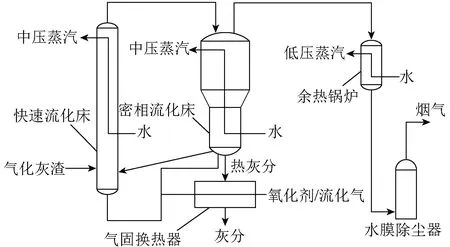
图1 气化渣脱碳联产蒸汽装置示意
火法脱碳是脱除气化渣中未燃碳最彻底、最直接的方法,但由于气化渣中含碳量相对较低,传统的燃烧方法脱碳率低,需要补充气体助燃,同时燃烧初期为了达到碳的燃点,需额外的燃料来维持炉温,造成火法脱碳通常需要比其他脱碳工艺更高的建设和运行成本。
2.4 电选脱碳
电选主要利用颗粒进入静电区域后,在静电、摩擦、旋转等作用下,利用颗粒的电物理性质和带电差异,实现碳飞灰与矿物质飞灰的分离[67-68]。
文献[68-71]对高压静电脱碳进行了研究,图2为电选试验装置,该方法脱碳效果良好,电场强度、风量、电压、结构等对分离效果影响较大,可燃碳与无机矿物之间的相对分离程度对分离效果影响很大,而细小颗粒的影响相对轻微,粒度越大,这种影响越明显。Schoffstall等[72]对3种高烧失量灰渣进行干法分选,采用超声筛和摩擦电选结合技术,结果表明,筛分对摩擦电选效果有促进作用。Jiang等[73]认为,颗粒摩擦荷电是摩擦电选带电的主要因素,并在试验中加入铜粉增加了颗粒表面的荷电量,说明混合铜粉可提高灰的分选效率。虽然电选脱碳在煤基灰渣分选中取得一定效果,但对气化细渣,由于其表面疏松多孔,含水率较高,需要解决脱水烘干问题才能应用于气化细渣脱碳。另外,高压静电分选的局限性为:碳、灰的单体解离度较低时,灰与碳相互连结,电选方法无法实现,各成分矿物摩擦带电相互干扰大,易出现带电不均匀现象,影响分选效果[74]。因此,电选脱碳在实验室虽已被证实是成功可靠的,但需要先克服气化渣脱水干燥和电选如何工业化的问题。
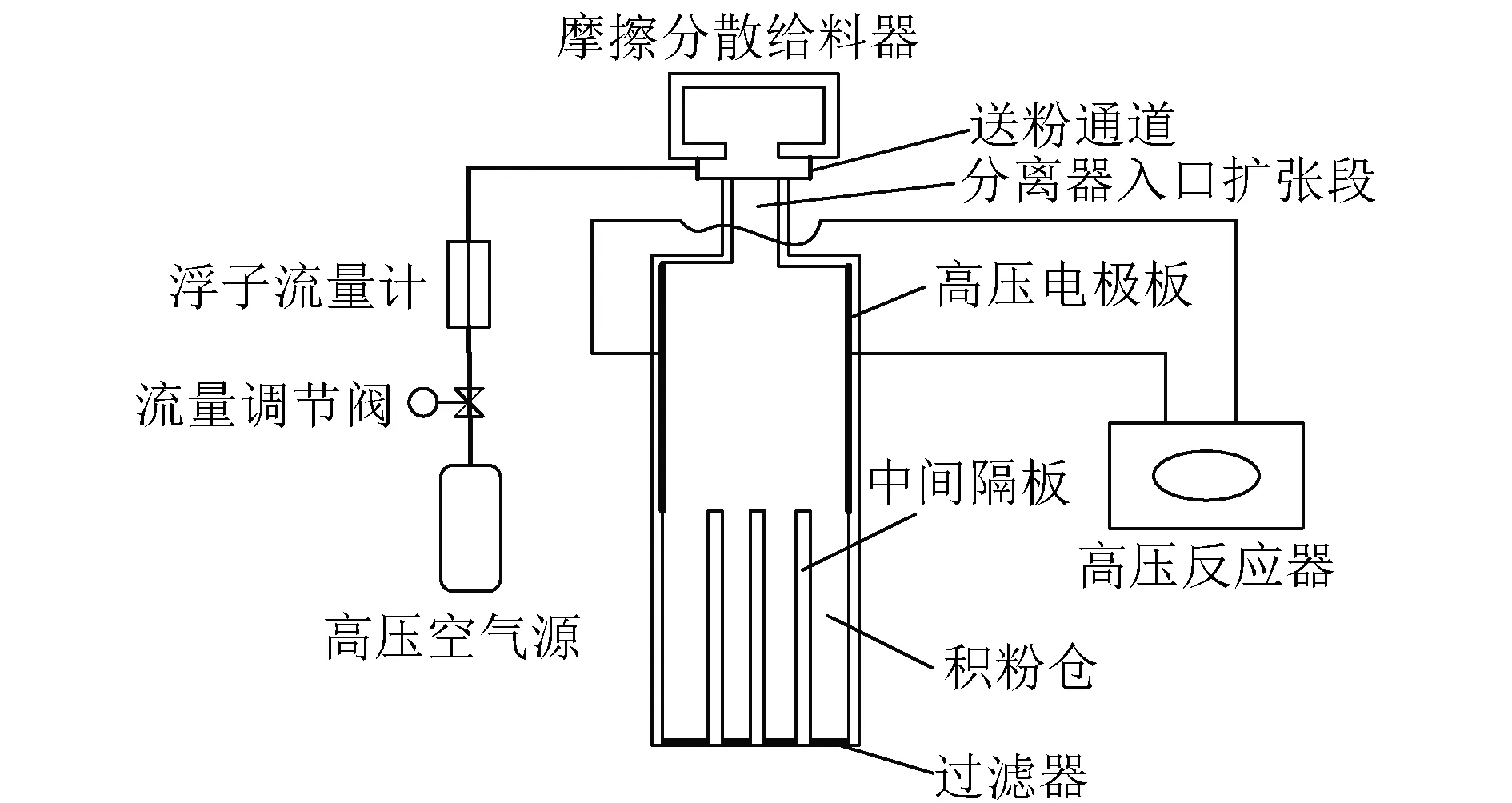
图2 电选试验装置示意
2.5 总结
浮选法、重选法、燃烧法、电选法4种脱碳技术汇总见表2。
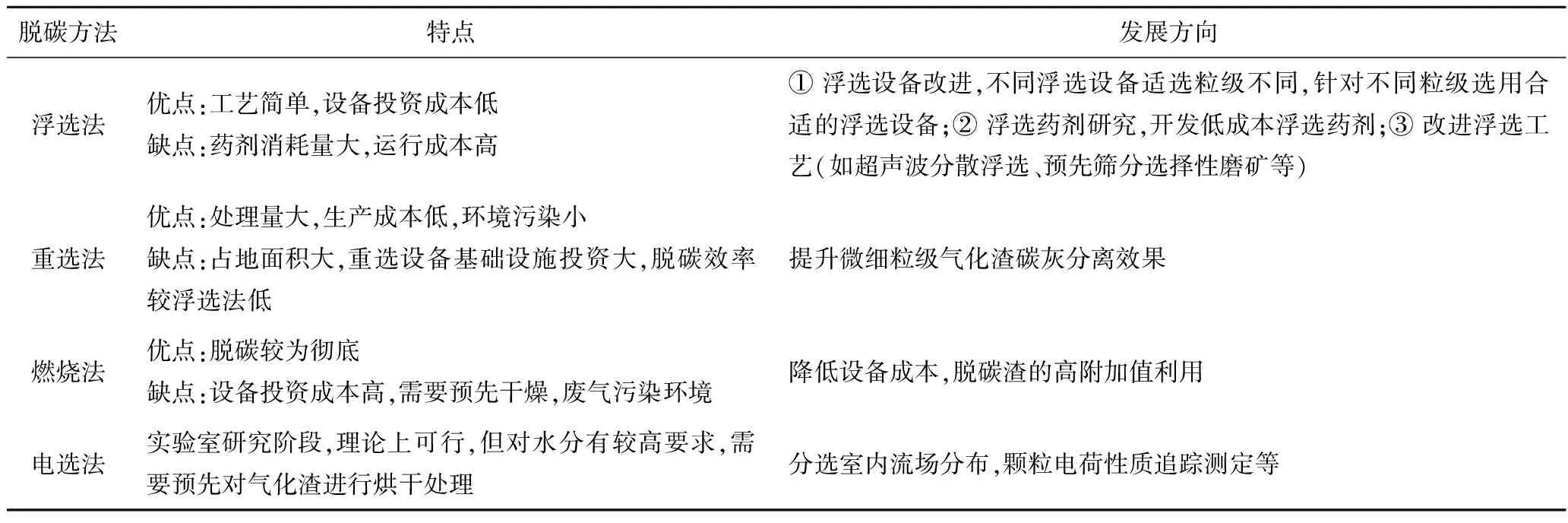
表2 气化渣脱碳方法
浮选法可有效实现气化渣残碳和灰分的分离,分选效率较高,工艺简单,设备投资成本小,但药剂消耗量大,成本不合算,药剂进入水体无法回收,易污染水体。因此,在后续研究中,可进一步探究气化渣耗药量大的原因,采用更绿色、廉价、用量少的药剂体系。重选法具有处理量大、生产成本低、环保等优点,但重选过程脱碳效果略低于燃烧法和浮选法,除高碳、低碳产物外,还会有部分富碳产物。相比于浮选法和重选法,燃烧法最大的优势在于脱碳比较彻底,碳组分直接转化为CO2,随烟气排出,产生的废气易造成环境污染。电选设备、技术和理论具有一定的先进性,但由于气化渣的水分含量高,限制了其在气化渣脱碳方面的应用。
气化渣脱碳未来发展趋势主要有:
1)高效低成本药剂分子设计。要求该药剂既可强力捕收渣中的碳组分,同时避免与灰分产生吸附作用,且药剂消耗量小、无环境污染,生产成本低;目前浮选药剂主要是通过煤油、柴油等非极性捕收剂改善残碳的表面疏水性,而对灰分几乎无作用。若能针对无机组分的Si、Al、Fe氧化物选择性抑制,或许可提高脱碳效果。另外,目前使用的捕收剂,药剂用量大、成本高制约着气化灰渣浮选脱碳的发展,应对现有残碳捕收剂改性进行深入研究,特别是捕收剂乳化和组合捕收剂的开发。
2)基于微观结构,若能在浮选过程前加入分散过程,如超声波分散、选择性分散絮凝等方法,将附着在煤粒表面的微细粒球形灰分分开,有望提高浮选脱碳效果。
3)脱碳新设备的研发。目前在各脱碳技术研究领域,新型脱碳设备的研发极具前景。以浮选脱碳为例,近年来新设备的研发进展较缓慢,主要在向大型化方向发展,亟需开发针对微细粒物料的浮选设备。重选设备方面,在单一重力场中所受分选力相对于细粒级间的黏滞阻力较弱,脉石矿物和目的矿物之间难以产生足够的位移差,未来可能在原有重力场的基础上,叠加离心场或磁场,多场强化重选脱碳过程。
3 结论及展望
我国煤化工行业每年排出大量的气化渣,但限于其含碳量高、碳-灰难以分离等问题,制约着气化渣绿色、清洁、高值化资源利用。目前国内外气化渣脱碳利用技术主要包括:浮选法、重选法、电选法、火法燃烧。这些方法在分选过程中仍面临诸多问题:浮选法分选效率高,但药剂成本高;电选法由于气化细渣含水率高,需预先解决其脱水问题,再进行电选,因此限制较多;火法燃烧过程中热量和CO2回收的问题亟待解决;重选法过程清洁无污染,但分选效率低,需进一步提高分选效率。随着煤基固废治理研究的深入开展,未来气化渣脱碳的研究方向有:
1)在基础研究方面,气化渣基础物性研究仍有很多不足,如气化渣中碳的赋存状态、气化渣中碳的大分子模型等,对脱碳工艺有重要影响,需进一步研究。
2)在脱碳工艺方面,目前脱碳工艺大多采用单一的重选或浮选流程,对多种脱碳工艺的同时耦合的探究较少,可通过结合2种或2种以上的脱碳工艺,提高脱碳效率。
