The transformation of LPSO type in Mg-4Y-2Er-2Zn-0.6Zr and its response to the mechanical properties and damping capacities
2020-12-18DnWngHujiWuRuizhiWuYngWngJinghuiZhngSrgyBtsofnBorisKritLgnHouTurhojyvNoir
Dn Wng,Huji Wu,Ruizhi Wu,c,∗,Yng Wng,Jinghui Zhng,Srgy Btsofn,Boris Krit,Lgn Hou,Turhojyv Noir
aKey Laboratory of Superlight Materials and Surface Technology,Ministry of Education,College of Materials Science and Chemical Engineering,Harbin Engineering University,Harbin 150001,PR China
b Key Laboratory of New Carbon-based Functional and Super-hard Materials of Heilongjiang Province,School of Physics and Electronic Engineering,Mudanjiang normal university,Mudanjiang 157011,PR China
c College of Science,Heihe University,Heihe 164300,PR China
d Coscow Aviation Institute,National Research University,Moscow 109383,Russia
e Department of Machine-Building Technology,Tashkent State Technical University,Tashkent 100106,Uzbekistan
Received 3 May 2019;received in revised form 13 October 2019;accepted 22 October 2019 Available online 25 June 2020
Abstract The transformation of LPSO type in Mg-4Y-2Er-2Zn-0.6Zr during heat treatment and its influenc on damping and mechanical properties are reported in this work.Prior to heat treatment,the alloy consisted ofα-Mg matrix and lamellar 14H LPSO phases.After 510 °C heat treatment,lamellae shortened,and their content decreased.Upon 8h heat treatment,block 18R LPSO phases formed at the grain boundaries while 14H LPSO lamellae disappeared.Presence of block 18R LPSO phases improved mechanical and damping properties of the alloy.The corresponding mechanisms of the influenc of LPSO type and morphology on mechanical and damping capacities are discussed.© 2020 Published by Elsevier B.V.on behalf of Chongqing University.This is an open access article under the CC BY-NC-ND license.(http://creativecommons.org/licenses/by-nc-nd/4.0/)Peer review under responsibility of Chongqing University
Keywords:Heat treatment;LPSO phases;Mechanical properties;Damping capacities.
1.Introduction
Mg-based alloys attract significan attention from the research groups because of their low density,high specifi strength and excellent electromagnetic shielding[1-3].Meanwhile,research on the inferiority of magnesium alloys such as poor corrosion resistance and low fatigue resistance has made great progress,which makes its application prospects more extensive[4-6].With vibration control becoming severe issue in the fiel of automotive,electronics industries,modern aircraft and aerospace fields an increasing number of researchers have attached great importance to them,because of their excellent damping capacity of magnesium alloys[7-10].However,generally,magnesium alloys with favourable mechanical properties always exhibit poor damping capacities.Thus,findin a balance between mechanical and damping properties of Mg-based alloys is very important.
Mg-REE(rare earth)-Zn alloys with long period stacking ordered(LPSO)structure attract significan attention because of their promising mechanical properties at both room and high temperatures[[11],[12]].The types of LPSO structures in Mg-Zn-REE systems commonly include 6H,14H and 18R[13-15].Several research groups studied how LPSO structures improve mechanical or damping properties of Mg-based alloys[16-19].However,influenc of morphology and type of the LPSO structures on both mechanical and damping properties of Mg-based alloys is still lacking.

Fig.1.SEM images of Mg-4Y-2Er-2Zn-0.6Zr alloys obtained under different conditions:(a)alloy A,as-cast alloy,(b)local enlarged image of Fig.1a,(c)alloy B,heat treatment at 510 °C for 2h,(d)alloy C,heat treatment at 510 °C for 8h.
The previous works indicated that Y forms solid solutions with Mg alloys,improving its mechanical properties.Zr addition refine Mg alloy grains.LPSO structure formation can been promoted by adding Zn into Mg alloy already containing Y and Er.Based on the above points,the Mg-4Y-2Er-2Zn-0.6Zr alloy containing various LPSO phases were developed.We also studied how morphology and type of LPSO affects damping and mechanical properties of the alloy.
2.Experimental procedures
Mg-4Y-2Er-2Zn-0.6Zr alloy was prepared from Mg and Zn ingots(both with purity>99.9wt.%)as well as from Mg-20%Y,Mg-15%Er and Mg-30%Zr master alloys.A vacuum induction furnace was used to melt the materials under the protection of pure Ar gas.The chemical composition of the alloy was confirme by inductively coupled plasma(ICP).After preparation,alloys were heated at 510 °C for 2 and 8 h,followed by water quenching.
Scanning electron microscopy and transmission electron microscopy(SEM and TEM,respectively)were performed using JEOL JSM-7800F and JEM-2100 instruments,respectively.Tensile testing was performed on Instron 5869 machine at 1mm/min tensile rate.Damping capacity was measured by a dynamic mechanical analyzer(TA-DMAQ800)using a single-cantilever vibration mode.We usedQ−1=tanΦformula to calculate damping capacities,whereΦis the lag angle between the applied strain and the response stress.
3.Results and discussion
3.1.Microstructure
Microstructures of alloys obtained under different conditions are shown in Fig.1.The alloys consisted mainly ofα-Mg matrix and of evenly distributed lamellar phases.The direction of the lamellar phase kept in one direction within one grain,but the directions within different grains were random.A large amount of the lamellar phases covered almost the wholeα-Mg matrix(see Fig.1a,1b).After annealing at 510 °C for 2h,lamellae became shorter,and their volume content decreased(see Fig.1c).Further prolonging the heat treatment duration to 8h,only the block phases existed at grain boundaries,the lamellar phases disappeared almost completely,as displayed in Fig.1d.In addition,the grain size almost remained unchanged in the different states.It can be inferred that the effective pinning of the grain boundaries by lamellar phases inside the grains can sharply restrict grain growth during heat treatment.
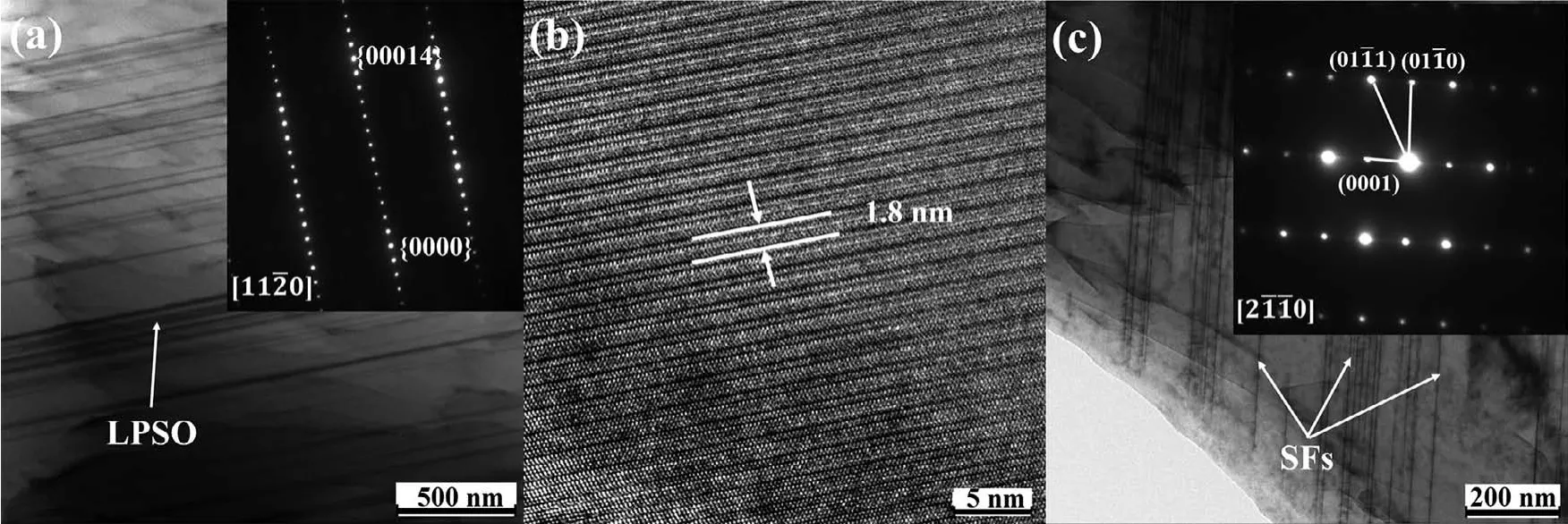
Fig.2.TEM images of alloy A.(a)TEM image of lamellar LPSO in alloy A.Inset:corresponding diffraction pattern with the beam direction of[1120],(b)HRTEM images of the lamellar LPSO phase.(c)TEM image of the SFs in alloy A.Inset:corresponding diffraction pattern.
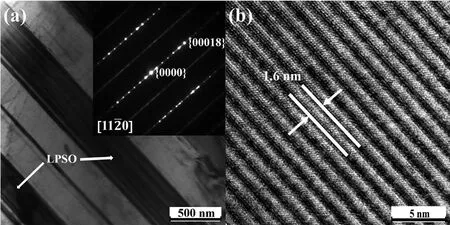
Fig.3.TEM images of alloy C obtained under heat treatment at 510 °C for 8h.(a)TEM image of block LPSO in alloy C.Inset:corresponding diffraction pattern with the beam direction of[11¯20],(b)HRTEM images of the block LPSO phase.
According to previous literature,it can be speculated that the lamellar phases within grains in Fig.1a and block phases at grain boundaries in Fig.1d should be LPSO phases[15].Fig.2a shows the TEM micrographs and corresponding selected area electron diffraction(SAED)pattern of the lamellae.The incident beam direction was parallel to theFig.2a shows typical characteristics of LPSO structure.Thirteen extra diffraction spots were visible between reflection corresponding to(0001)α−Mgand(0002)α−Mgplanes,which indicates presence of 14H LPSO structures[20].High resolution TEM(HRTEM)micrograph(shown in Fig.2b)demonstrated uniformly distributed lattice fringes∼1.8nm apart,which corresponds to the characteristics observed for the 14H LPSO structures[21].Thinner lamellae inα-Mg matrix were also observed by TEM(see Fig.2c),which were basal plane stacking faults(SFs)based on SEAD.Therefore,the alloy A contained not only lamellar 14H LPSO phase,but also stacking faults.
The microstructure of block LPSO is also characterized,as shown in Fig.3.Insert shown in Fig.3a shows SAED pattern containing fi e additional diffraction spots at the positions of n/6(0002)αspots(where n is an interval).Such spots are indicative the presence of 18R LPSO structure[22].Spacing between uniformly distributed lamellae was∼1.6nm(see Fig.3b),which was very similar to characteristics of 18R structures[23].Therefore,this block LPSO phases were different from lamellar LPSO phases.
The as-cast alloy included only lamellar 14H LPSO andα-Mg phases.During the heat treatment,phase morphology changed from lamellar to block,and 14H LPSO structures transformed into 18R LPSO ones.Other reports assumed that 18R LPSO is more unstable than 14H LPSO.As a result,18R LPSO structures can transform into 14H LPSO by minimizing shear strain energy[24].However,our results disagree with the previous literature.
The lamellar 14H LPSO phases within the grains nearly disappeared during heat treatment.Thus,lamellar 14H LPSO phases were probably transformed into another phases.We attributed absence of lamellar 14H LPSO phases to dissolution of REE and Zn[25-27].14H LPSO to 18R LPSO transformation involves long-range diffusion of the REE and Zn,which results in formation of an additional atomic planes of the 18R LPSO structures.As we increased heat treatment duration,some REE and Zn atoms dissolved in theα-Mg matrix while some participated in a long-range diffusion,causing the transformation from 14H LPSO to 18R LPSO structures.

Fig.4.Tensile stress-strain curves of Mg-4Y-2Er-2Zn-0.6Zr alloys obtained at room temperature and 120 °C.
We assumed two possibilities for the transformation from 14H LPSO to 18R LPSO.The firs possibility is that the transformation from 14H to 18R is related not only to the solid solution and diffusion of REE and Zn atoms,but also to generation of stacking faults.The stacking faults accompanied by lamellar 14H LPSO phase were observed in the as-cast Mg-4Y-2Er-2Zn-0.6Zr alloy(see Fig.2c).The stacking faults played a determinative role in formation of blocklike 18R LPSO phases.Nucleation from stacking faults would happen more easily at low energy of the alloy stacking fault.Yttrium addition decreased stacking fault energy of the Mg-4Y-2Er-2Zn-0.6Zr alloy,promoting formation of the stacking faults.After heat treatment,REE and Zn,dissolved inα-Mg,might diffuse to these stacking faults.As a result,the block-like 18R LPSO phases may nucleate through stacking faults and grows at 510°C during heat treatment.Therefore,from the thermodynamics point of view,the stacking fault is in favor of the formation of the block-like 18R LPSO phases[28].
The second possibility is that the 18R LPSO has been nucleated in the as-cast alloy,but it was very small and has not been observed.When the heat treatment time was prolonged,the atoms of REE and Zn were dissolved and diffused inα-Mg,the 18R LPSO phases grows.
3.2.Mechanical properties
Room temperature(RT)and 120 °C tensile stress data plotted as function of strain curves are presented in Fig.4 and the main values of mechanical properties are listed in Table 1.After heat treatment,lamellar 14H LPSO phase was almost completely transformed into block-like 18R LPSO phase.The best ultimate tensile strength(UTS)and elongation(EL)values were obtained after 8h heat treatment at 510°C:they increased from 183MPa and 16% to 215MPa and 22%,respectively.
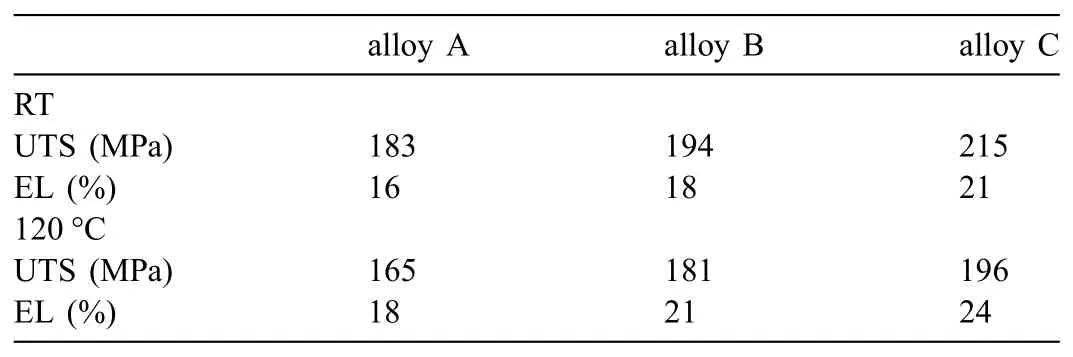
Table 1Ultimate tensile strength(UTS)and elongation(EL)values of Mg-4Y-2Er-2Zn-0.6Zr alloys tested at room temperature and at 120 °C.
The strengthening of alloys can be mainly attributed to solid solution atoms,grain size,texture,secondary phase and morphology[29].Grain sizes of all alloys barely changed(see Fig.1).At the same time,the alloys have not been deformed and the grains did not demonstrate preferred orientation.After heat treatment,only the morphology and type of LPSO phase and solid solution content in the alloy changed signifi cantly.Therefore,the presence of secondary phase and solid solution might be the critical factors for the improvement of mechanical properties.The results in Table 1 can represent the effects of different morphology and types of LPSO phase and the number of solid solution atoms on mechanical alloy properties.
Morphology and formation mechanism of 14H and 18R LPSO phases are quite different,causing different strengthening effects.In the as-cast alloy,during the tensile testing,micro-cracks were inclined to nucleate and propagate at the lamellar 14H LPSO/α-Mg interface.Thus,presence of high amount of lamellar phases prior to the heat treatment would impair strength and elongation.On the other hand,one possibility is that the 18R LPSO phase possessed high hardness and modulus,which creates a high potential for dislocation movement suppression and even prevention[30],[31].Second,block 18R LPSO phases located at the grain boundaries(as shown in Fig.1d)minimized grain boundary mobility,which typically causes accumulation of dislocations.Additionally,18R LPSO/α-Mg interface was coherent,which can provide a strong barrier for the basal gliding dislocations,causing strengthening[32].Formation of block 18R LPSO phase increased critical resolved shear stress(CRSS)of the basal plane so that the non-basal<c+a>slip was activated during the strain.This phenomenon was responsible for improved ductility of alloy C.Presence of the block-like 18R LPSO phases greatly improved strength and plasticity.Therefore,the 18R LPSO phase was responsible for improved strengthening and toughening phase of alloy C.In addition,after heat treatment,some of RE and Zn atoms were solid dissolved into theα-Mg matrix,the presence of solid solution atoms restricted dislocation mobility,and plays an important role of solid-solution strengthening.The dominant strengthening mechanisms of alloy C can be also attributed to the solid solution presence in the alloy.
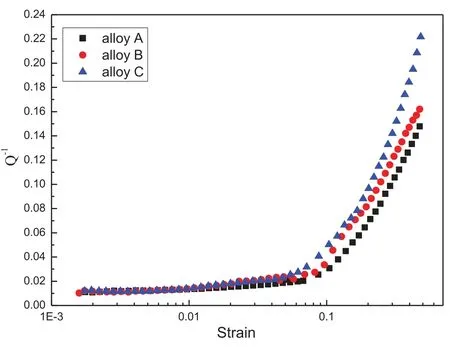
Fig.5.Dependence of the damping capacity of Mg-4Y-2Er-2Zn-0.6Zr alloys on strain amplitude at room temperature.
Fig.4 also presents 120°C tensile stress data as function of strain.Compared to the room temperature data,alloy C possessed a lower UTS by approximately 9% and a higher EL by approximately 12.5% at 120 °C.Since the LPSO phases possess excellent thermal stability,even at elevated temperature,they can slow down or even stop dislocation propagation and inhibit grain boundary sliding[33].This explains better mechanical properties of alloy C at elevated temperature.Therefore,magnesium alloys with block-like 18R LPSO phases may be one potential structural material for elevated temperature applications.Thus,presence of block 18R LPSO phases was critical for improvement of alloy mechanical properties.
3.3.Damping capacities
Damping capacities of Mg-4Y-2Er-2Zn-0.6Zr alloys obtained under different conditions plotted as function of the strain had two distinct regions(see Fig.5).In the frst part,the damping value almost did not depend on the strain amplitude when the strain was below a critical value.Under different heat treatment conditions,damping values of the alloys were similar.However,at strain amplitude in the second part above the critical value,the damping values increased as strain increased.In the region with high strain values,alloy heated at 510 °C for 8h showed the best damping capacity,while as-cast sample demonstrated the worst one.Metals with high damping ability are expected to have damping values above 0.01 in the low-strain regions[34].Damping capacities of all our alloys were above 0.01(see Fig.5),implying that all the studied alloys were high damping alloys.
Generally,damping of magnesium alloys is related to dislocations.Alloy damping mechanism is described by the Granato-Lücke(G-L)dislocation movement theory as shown below[35]:

whereρis dislocation density,FBis binding force between dislocations and the weak pinning points,LNandLCare average distanced between strong and weak pinning points,respectively;bis the Burgers vector andEis elastic modulus.
Therefore,damping capacity of alloy is mainly attributed to solid solution atoms,grain size,texture,secondary phase and morphology.The main variables in this study are the morphology and type of LPSO phases,as well as the number of solid solution atoms.Based on the G-L theory,at a low strain-amplitude stage,energy dissipation is caused by the dislocation propagation between the weak pinning points.In this work,as heat treatment time increased,more solid solution formed,which became a source of weak pin-points on dislocation.Additionally,average dislocation lengths became shorter because of atoms participating in solid solution formation.Thus,as a result,damping capacity decreases at low strain regions.According to this theory,damping capacity of alloy C should be the lowest.But the fact is contradictory.As number of atoms participating in solid solution formation increased,the damping capacity did not decline.Therefore,damping capacity values were almost the same for all alloy samples.In the heat treatment process,not only the amount of solid solution atoms increased,but also the LPSO phase changed from the lamellar 14H to the block 18R.Thus,presence of block 18R LPSO phase improved alloy C damping capacity at low strain-amplitude stage,which balanced out negative effects of higher solid solution content.
At strain amplitude being just above the critical value,the dislocation loops detach from the weak pinning points but remain attached by the strong pinning points.Thus,in our samples,LPSO phase acted as strong pinning points hindering dislocation movement.In the as-cast alloy,very dense lamellar 14H LPSO phases covered the whole matrix.At high strain amplitudes,lamellar phases can efficientl hinder dislocation movement,resulting in a low damping capacity.After the heat treatment,lamellar 14H LPSO phases transformed into block-like 18R LPSO phases,which reduced amount of strong pinning points and resulted in higher damping capacity.
According to previous study[13],the unit cell of 14H has hexagonal structure with the lattice parameters a and c of 1.11 and 3.65nm,respectively.It also contains two twinned building blocks stacked in ABCA sequence.Orientation of the 14H phase relative to theα-Mg matrix can be described as 000114H/(0001)αand[0¯110]14H/[11¯20]α.Each building blocks has a shear component with respect to the alloy matrix phase.Arrangement of all building blocks is opposite to the shear direction.Hence,relative to theα-Mg matrix,14H generates no shear.However,the 18R LPSO phase has a monoclinic structure with lattice parameters a,b and c of 1.112nm,1.926nm and 4.689nm,respectively.Thus,coherent relationship of 18R phase and alloy matrix can be expressed as(001)18R/(0001)αand[010]18R/[11¯20]α.18R unit contains three building blocks,each with a shear component with respect to the matrix.All blocks are positioned in the same shear direction.Therefore,formation of 18R generates shear strain in the a-Mg matrix[36].The high shear strain between LPSO structures and theα-Mg matrix increases the damping capacities.It can be concluded that block 18R LPSO phases improved damping properties of Mg-alloy,while presence of lamellar 14H LPSO phases was not beneficia to their damping capacities.
4.Conclusions
(1)LPSO phases with various morphologies were obtained in Mg-4Y-2Er-2Zn-0.6Zr alloy,which initially consisted ofα-Mg and lamellar-like 14H LPSO phases.After being heated at 510 °C,these lamellar-like 14H LPSO phases gradually transferred into block-like 18R LPSO phases.
(2)Structural transformation from 14H to 18R LPSO phases involved stacking fault formation in the as-cast alloy.Additionally,REE and Zn long-range diffusion occurred during heat treatment,which provided an additional atomic plane for formation of 18R phase.The block-like 18R LPSO phases can enhance mechanical and damping properties of the alloy.
(3)After being heated at 510°C for 8h,alloy demonstrated the best damping capacity as well as mechanical properties at both room and elevated temperatures.
Acknowledgments
This paper was supported by National Natural Science Foundation of China(51671063,51771060,51871068,51971071),Domain Foundation of Equipment Advance Research of 13th Five-year Plan(61409220118)Heilongjiang Province Natural Science Foundation(LH2019E081,E2017030),the Fundamental Research Funds for the Central Universities(HEUCFG201834),Harbin City Application Technology Research and Development Project(2017RAQXJ032),Project of Mudanjiang normal university(GP2020004).
杂志排行

Journal of Magnesium and Alloys的其它文章
- Microstructural evolution of Mg-Al-Re alloy reinforced with alumina fiber
- Predicting and controlling interfacial microstructure of magnesium/aluminum bimetallic structures for improved interfacial bonding
- Plasma electrolytic oxidation of AZ31 and AZ91 magnesium alloys:Comparison of coatings formation mechanism
- Effects of annealing treatment on microstructure and tensile behavior of the Mg-Zn-Y-Nd alloy
- Microstructure and performance of biodegradable magnesium alloy tubes fabricated by local-heating-assisted dieless drawing
- Comparisons of microstructure homogeneity,texture and mechanical properties of AZ80 magnesium alloy fabricated by annular channel angular extrusion and backward extrusion