超高层伸臂桁架梁柱安装施工技术研究
2020-12-16张剑强
张剑强
(中铁城建集团有限公司 湖南长沙 410208)
1 引言
随着科学技术的发展,国家综合实力不断提升,全国各地涌现出越来越多的超高层建筑。超高层建筑从设计到施工通常都会遇到一系列难题,由于钢结构的抗震效果优、结构性能好、施工速度快,故其在超高层建筑结构中扮演着越来越重要的角色。超高层建筑采用框架—核心筒结构形式比较普遍,综合考虑设计与施工等因素,外框架一般采用装配式钢柱+钢梁组合体系,并利用钢筋桁架楼承板代替传统的现浇钢筋混凝土楼板,从而取代了传统施工模式下大量木质模板的使用,这节省了资源,满足了绿色环保施工要求,且不需要搭设模板支撑体系,减少了租赁成本,节省了人工费,加快了施工进度,有效缩短了施工工期。
2 工程概况
某工程项目位于宁夏回族自治区银川市,建筑总高度为301.150 m。工程主体结构采用框架—核心筒混合结构体系,外框架由钢梁和型钢混凝土柱构成,设置2道伸臂桁架层,桁架层钢结构总吨位达万余吨,核心筒内由伸臂桁架组成,外框由环桁架及箱形梁与核心筒外伸牛腿连接成一体,构成一个空间封闭的稳固结构形式。桁架层钢构件形式多样、异型构件较复杂、重大构件数量多、焊接工作量大,桁架层构件的板厚最大值达100 mm,最重构件达33.4 t,主要节点采用组合焊接形式。
3 施工特点
(1)优化梁柱节点部位牛腿、翼缘与钢筋连接方式。牛腿上翼缘采用焊接钢筋连接器连接,牛腿下翼缘采取焊接等强度钢板与钢筋搭接焊接方式,有效节约了钢筋成本,加快了施工进度,确保了施工质量[1]。
(2)设计制作可拆卸式操作平台安装T型钢柱,采用外挂平台进行钢梁焊接作业,为施工提供多个安全的作业面,有效降低了高空作业风险,保证了施工作业安全。
(3)通过采用BIM技术定位构件重心、串吊作业同时起吊多根钢梁等技术措施,较好地解决了垂直吊装问题,保证了构件吊装效率与安装质量。在超高层建筑施工组织中,垂直运输是施工进度管控的重难点,本工程采用多根钢梁同时串吊,提高了吊装作业效率,保证了塔式起重机使用效率,有效节约了成本。同时本项目通过应用BIM技术,快速查找并确定异型偏重构件重心,并根据重心位置合理设置超大、重大构件的吊耳位置和数量,并通过采取异型构件多点吊装、优化焊接定位板等措施,保证构件快速、准确就位与安装。
(4)注重与设计单位加强沟通对接,在深化设计阶段优化构件分节,并预先模拟现场安装作业,达到减少吊次、提高吊装效率、尽可能减少100 mm超厚钢板焊缝数量的效果,从而提高钢结构安装施工工效,保证钢结构安装质量[2]。
(5)通过BIM技术模拟现场工况,合理避免了超厚板箱形构件焊缝重叠问题,保证了现场焊接质量。厚板、超厚板在焊接过程中容易产生较大的焊接内应力而导致焊板变形,且在施焊后常会出现焊缝结晶粗大、钢材塑性和韧性下降、焊接裂纹和残余应力大等缺陷问题[3]。依据《钢结构设计规范》有关规定(在设计中不得任意加大焊缝,避免焊缝立体交叉和在一处集中大量焊缝,同时焊缝的布置应尽可能对称于构件形心轴),经与设计单位充分沟通,将原设计界面方形改为平行四边形,将牛腿钢板与箱形柱钢板优化为一张钢板,从而减少了1条焊缝,较好地解决了焊缝重叠问题。
4 工艺原理
应用BIM技术优化构件分节、模拟现场工况、查找异型偏重构件重心,实现提高现场吊装效率与施工质量的效果。
优化梁柱节点部位牛腿翼缘与钢筋连接方式(牛腿上翼缘采用焊接钢筋连接器连接,牛腿下翼缘采用焊接等强度钢板与钢筋搭接焊接),设计可拆卸式操作平台进行T型钢柱施工,制作外挂平台实施钢梁焊接作业,采用串吊作业方式进行钢梁吊装,提高了施工作业安全性[4],加快了施工进度,节约了成本。
5 施工工艺流程及操作要点
5.1 梁柱节点施工工艺流程
本工程梁柱节点施工严格按照工艺流程组织实施,确保作业规范、质量受控。具体工艺流程如图1所示。
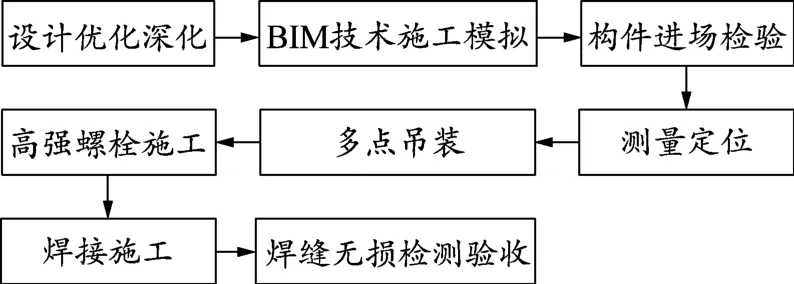
图1 梁柱节点施工工艺流程
5.2 应用BIM技术模拟钢梁施工流程
钢梁模拟吊装具体流程为:外围框架柱吊装→楼层主梁及与核心筒连接钢梁吊装→核心筒连接钢梁及次梁吊装→次梁及悬挑钢梁吊装(要求核心筒领先于外框架施工),如图2所示。
5.3 利用建模软件优化构件分节分段
钢结构现场安装不仅要注意构件安装的先后顺序,而且要检查各个节点之间是否存在碰撞问题。平面图纸无法直观反映出各构件的空间位置,项目采用BIM技术建立结构模型[5],利用碰撞功能检查各个节点,能快捷地找出构件与构件之间是否存在碰撞现象、是否存在有被遗漏的节点。如图3所示。
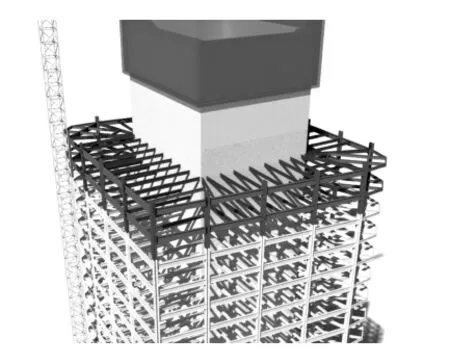
图2 BIM技术模拟梁柱安装示意
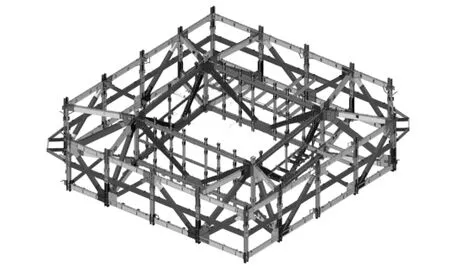
图3 伸臂桁架模型示意
根据施工图对桁架层构件的板厚、重量、形式进行分析,综合考虑运输条件、吊装设备性能、桁架构件分布位置、塔吊覆盖半径范围等因素,最大限度地满足桁架钢构件吊装需要。由于本工程钢构件采取异地加工,因此还需考虑构件的截面尺寸,保证加工的构件符合运输条件要求。构件合理分节分段有利于提高现场安装效率、减少焊接工作量,因此需要与加工制作厂家保持良好沟通,提前介入深化设计,并结合现场塔吊性能参数、工期要求、质量标准及安全可靠性等因素,对钢构件进行合理分节分段。
利用BIM技术在构件碰撞检查方面的优势,依托模型对伸臂桁架各构件进行检查校核,碰撞校核完成后对模型构件进行编号,并对伸臂桁架进行分段分节。同时根据构件高度不超过2 800 mm、宽度不超过3 000 mm的限值要求,在节点区断开钢柱,使其能满足车辆运输和现场吊装有关要求。
5.4 优化梁柱节点位置与钢筋连接
通过BIM技术三维模拟钢结构异型柱与钢筋绑扎节点施工工况,可以清晰发现钢筋在梁柱节点处的冲突问题。原设计图纸中,钢筋在梁柱节点处均采用钢筋连接器连接[6]。如按传统工艺,牛腿上下翼缘钢筋使用钢筋连接器连接后,柱中钢筋将采用单面10d(d为钢筋直径,下同)或双面5d进行搭接焊接。为优化施工,经查阅有关图集、规范并结合施工经验,并与设计单位沟通,将原设计钢筋连接方式变更为牛腿上翼缘采用焊接钢筋连接器连接、牛腿下翼缘采用焊接等强度钢板与钢筋搭接焊接连接[7],如图4所示,达到了提高工效、缩短工期的效果,同时也保证了施工质量。
5.5 优化作业空间,降低高空作业风险
根据型钢柱截面形式,设计用于钢结构施工的可拆卸式操作平台[8],作为型钢柱安装焊接的临时施工平台。该操作平台主要采用40 mm×40 mm×3 mm的方管钢加工制作,平台底板尺寸为2 400 mm×2 200 mm,铺焊花纹钢板,防护围板高度为1 700 mm。该平台可逐层周转循环使用,既稳固可靠又节省材料,如图5所示。
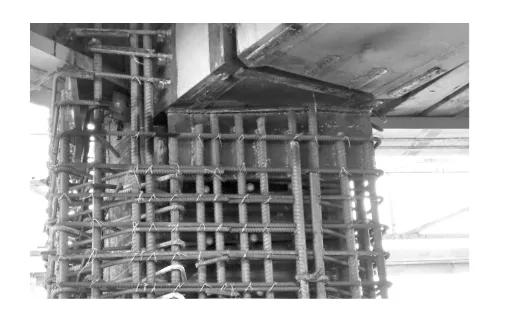
图4 现场焊接
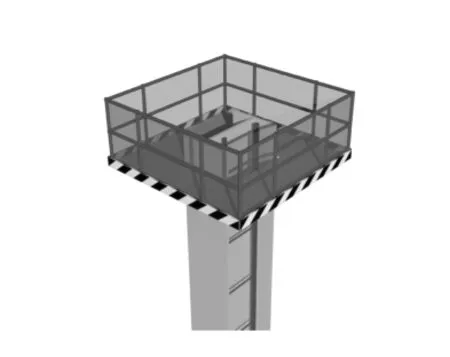
图5 可拆卸式操作平台示意
可拆卸式操作平台内侧每根方钢管焊接有可调式固定架,与型钢柱进行可靠固定,提供满足施工需要的稳定承载力,平台底部铺设并焊接花纹钢板,为作业人员安装焊接钢构件提供作业面,平台四周设置竖向防护围板,防范作业人员高处坠落,平台周边设置圆钢吊环,供塔吊提升平台使用。采用该平台进行作业,大大提高了施工效率,缩短了工期,并降低了施工风险,保证了作业人员安全。操作平台安全验算如下:
挂梁抗剪承载力:

式中,fv为Q235钢材的设计抗剪强度,值为125 N/mm2;A为平台槽钢挂梁截面面积,值为1 270 mm2。
经计算,挂梁抗剪承载力V=635 kN,远大于总荷载设计值(平台自重与最多4名操作人员重量之和,为5.42 kN),完全满足要求。
施工过程中,保持外框钢柱滞后于核心筒3~6层,楼层梁滞后型钢柱3层,混凝土楼层滞后楼层梁3层左右,从而保证楼层梁安装基本控制在混凝土楼盖上方1~3层位置。现场进行钢梁焊接作业时,采用钢梁下挂操作平台实施,增加了作业面,并保证了施工安全与质量。
5.6 查找异型构件重心,采用多点吊装构件
钢构件进场后,现场质检人员应逐一检查构件加工制作与焊接质量,对存在质量缺陷的构件应及时采取处置措施。异型构件吊装前,先采用BIM技术进行三维模拟,较为准确地找出异型构件的重心,然后根据重心放样构件吊装示意图,合理设置吊点,确定吊装钢丝绳长度,以保证构件起吊平稳、吊装角度符合规定,从而改变构件通常在加工厂事先设置好吊耳而极少考虑偏重构件重心,致使现场吊装难度加大及时间延长的状况[9]。同时利用爬模架在4个核心筒劲性角柱外侧焊接桁架定位钢板,为桁架安装事先确定好高程及控制线,且可作为桁架的就位托板进行临时固定[10],以及通过采取增设倒链、焊接定位板等措施,保证桁架钢构件吊装快、就位准、安装质量符合要求。
为保证施工安全,功能楼层楼盖梁在工厂加工制作时,可考虑在工字梁上开设吊装孔或在梁上焊吊耳。对于个别楼层梁安装,当一端无操作空间时,可考虑在钢梁上加设安全绳。为保证安装进度,对于楼层梁可采用一钩多吊的串吊作业方式,如图6所示。

图6 一钩多吊现场图
5.7 应用BIM技术避免焊缝重叠问题
根据施工图对重大节点进行分析,通过BIM三维模型核查焊缝位置,发现箱形构件节点处牛腿与箱形构件拼接焊缝发生重叠。经与设计单位充分沟通,将原设计界面方形变更为平行四边形,将牛腿钢板与箱形柱钢板合二为一,变更为1张100 mm厚钢板,从而减少了1条焊缝,较好地解决了焊缝重叠的问题[11]。但此处采用1张钢板,就需要对钢板进行16°折弯处理,由于100 mm厚钢板一次压弯成型极易造成钢板撕裂,国内尚未见一次压弯成型的相关记录。结合钢板性能进行分析、研讨,最终确定采用1 000 t液压机对100 mm厚钢板分2次进行折弯,每次折弯8°,以满足16°要求,如此不但保证了钢板性能不被破坏,而且满足了安装要求,加快了施工进度。
5.8 超厚板焊接措施
根据本工程所选用钢材的性能及其化学成分情况,依据国际焊接学会推荐的碳当量计算公式,计算确认在进行超厚板焊接作业前,是否需对其进行预热。计算公式:

式中,元素符号均表示钢材中该元素的含量。
随着碳当量数值的不断累积,一般情况下,当碳当量<0.4%时,不需要采取预热措施。当碳当量值处于0.4%~0.6%之间时,冷裂纹的敏感性将增大,焊接时需要采取预热措施[12]。
经计算,本钢材CE(IIW)=0.439 9%>0.4%,焊接前需要对其进行预热。
考虑碳当量和板厚两个因素,采用Seferain法计算焊接预热温度:
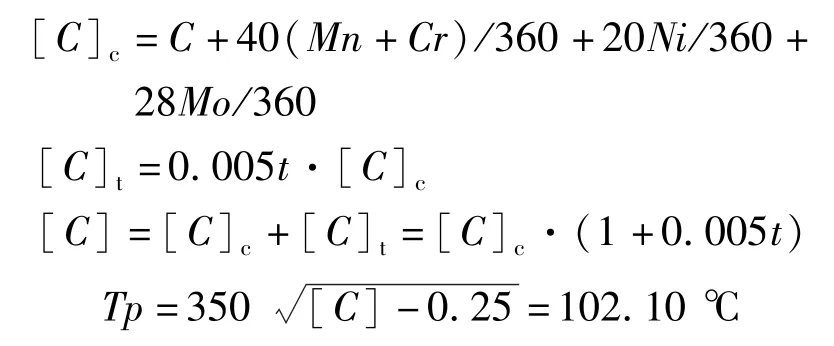
式中,[C]c表示成分碳当量;[C]t表示板厚碳当量;[C]表示总碳当量;t为板厚(mm);Tp为预热温度。
由于银川市地处北方,气温相对较低,钢材施焊后需及时进行后热处理,所以,最终将预热温度确定为110~120℃之间。
桁架层钢构件的钢板为超厚板,现场焊接难度大,工作量大,焊接时通过采取布设拘束板的临时加固措施,较好地防止了焊接变形,保证了施工质量,且有利于后期构件拼装,如图7所示。为避免热收缩,焊接过程中严格控制焊接层间温度。温度过高时及时停止焊接,待温度下降后再继续焊接。本工程单个焊缝节点最大收缩值在3~4 mm范围内。

图7 超厚钢板焊接增加拘束板支撑
钢板墙焊接完成后采取后热措施,通过计算并考虑板厚因素,确定后热温度为100℃。当构件厚度t>50 mm时,最短保温时间(150+t)/100(经验公式),经计算确定最短保温时间为2.5 h[13]。随后缓慢冷却,加温测温方法与预热相同。
6 焊缝检验及返修
6.1 外观及无损检测
当构件温度自然冷却至环境温度后,开始对焊缝进行外观检查,待构件焊接完成48 h后对构件进行无损检测。经现场检测,本工程焊缝无损检测合格率达到99%以上,所有焊缝均未出现焊接裂纹。
6.2 焊缝返修
当焊缝存在内部缺陷时,其返修工艺和检验程序将严格按照原焊接工艺和检验程序实施,同一位置的焊缝返修次数不应超过2次。
7 结论
通过对超高层钢结构伸臂桁架梁柱安装施工实践与检测证明,采用BIM技术进行碰撞检查,能有效避免返工;利用三维模拟施工,能合理优化梁柱节点位置与钢筋连接方式、优化作业环境并减少焊缝数量;利用可拆卸式平台和串吊方式,可实现快捷便利施工。通过以上技术研究与应用,确保了伸臂桁架钢梁、钢柱安装质量,同时降低了施工成本,缩短了工期,保证了施工安全,为公司其他类似钢结构工程施工提供了更好、更广的参考借鉴作用,具有较大的推广价值和较好的应用前景。