JY-A6型全自动胶质层测定仪的使用与故障处理
2020-12-16李建军
李建军
(太原煤炭气化(集团)有限责任公司,山西 太原 030024)
JY-A6型全自动胶质层测定仪是采用智能控温、智能感应测量、智能图形分析等诸多技术于一体的胶质层测量仪器。2009年公司化验室使用至今已经近十年,它在提高工作效率方面发挥了重要作用。在使用过程中也遇到了一些问题与故障,针对这些问题积累并归纳了故障处理措施。
1 运行原理及特点
化验员点击智能全自动胶质层测定仪软件的“开始新测量”,输入煤样编号,确定自检通过后点击“开始”,仪器显示温度与时间信息,进入加热阶段。首先热电偶将检测出的煤样温度毫伏信号放大进行AD转换后送给计算机,计算机通过PID算法输出PWM信号来控制双向可控硅的导通,从而实现对煤样温度的控制。当煤杯温度到达250 ℃时,计算机开始记录体积曲线。随着煤样的焦化膨胀,压杆会发生上升或下降,连接压杆的体积曲线位移传感器的拉杆位置就会发生变化,产生的电信号会根据煤样体积的变化而呈线性改变。随着体积曲线开始下降,通过先前的设置(通用配置文件一般设为70 min开始)开始测量Y值,包括测量上部层面和下部层面。计算机通过输入/输出接口实时采集信号,在探针下扎煤层时,遇到的阻力变化会传给压力传感器,压力传感器将此信号传输给计算机,同时将位移传感器采集的位置信号传给计算机,从而确定出胶质体的上、下部层面。软件根据煤种,选取相应的配置文件按照算法确定的时间进行测量,将实测数据实时存储在数据库中,将感应机械手的各项测量数据实时显示在图上,形成上、下两级的多个采样点。测量结束后由计算机调用绘图程序自动绘制平滑的上部曲线和下部曲线,并计算出X值、Y值和Y值出现的时间。仪器主体结构如图1所示。
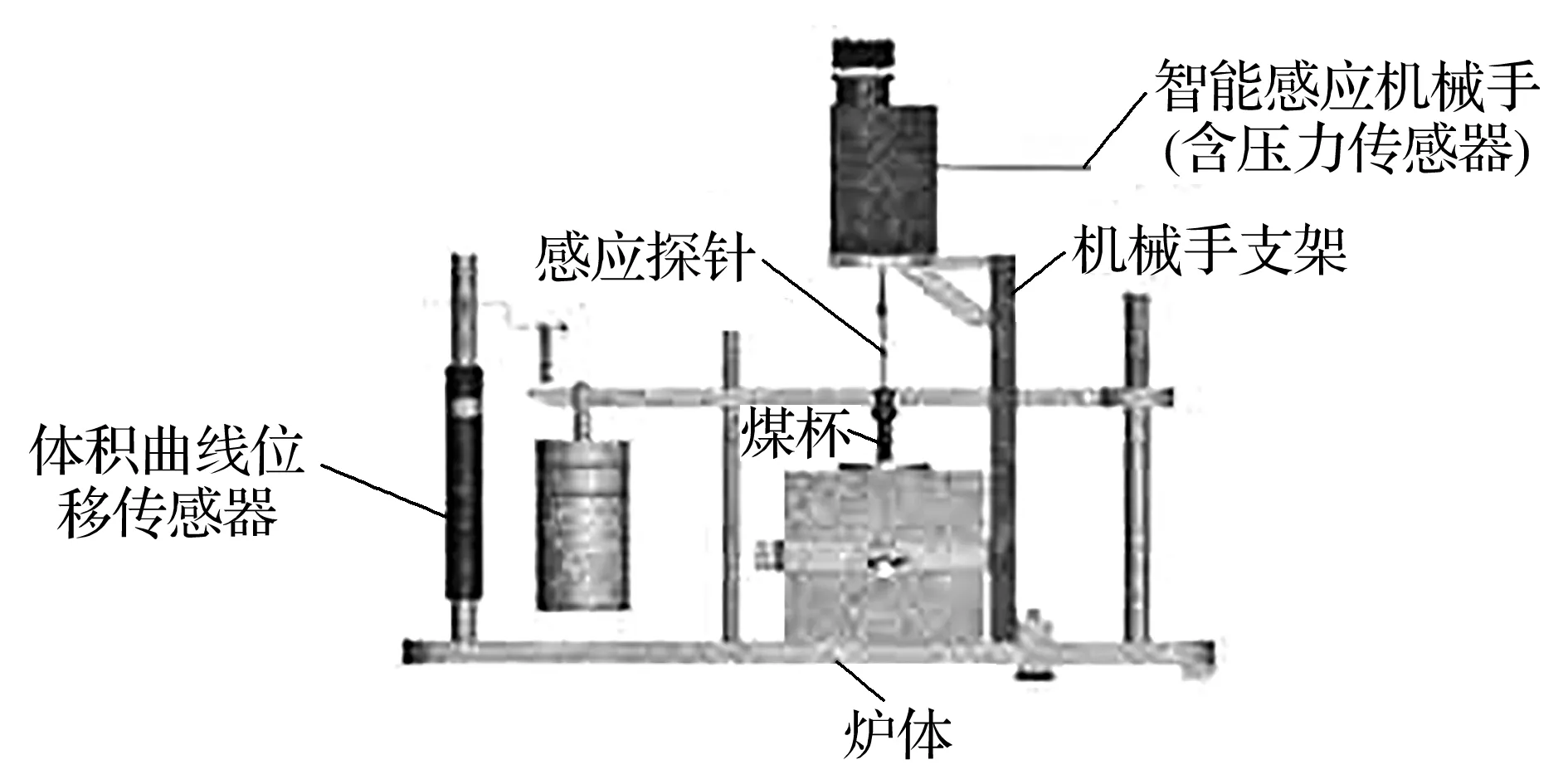
图1 仪器主体结构
与传统胶质层测定仪相比,该仪器主要从2个方面有了突破:智能感应机械手与感应探针的组合替代了手工测量胶质体厚度;体积曲线位移传感器替代了转筒记录体积曲线。针对不同煤种,采取相应的算法程序智能判断探针下探时机,运用程序里已设定的压力传感器的信号阈值判断出上、下层面,基本排除了人为凭经验造成误差的可能。
2 使用中需要注意的几个方面。
胶质层的测量是一种非常规范的测试方法。煤样的粒度、煤杯的检查、装煤的要求以及压强的检查许多文章都有描述,这里不再叙述。JY-A6型全自动胶质层测定仪的正确使用关系到试验结果是否可信。使用过程中需要注意的几个方面如下。
2.1 硅碳棒的检测
硅碳棒是以高精度碳化硅(SiC)为主要原料,以高温(2 200 ℃)“再结晶”制造的非金属电热元件。硅碳棒的作用主要是提供热源,保证升温情形与工业状况接近。为了使煤杯均匀受热,获得平整的上、下部层面,就必须保证每个煤杯底下的1组硅碳棒电阻值接近,偏差不超出10%。国标要求硅碳棒电阻值为6~8 Ω。这里需要强调的是电阻值指通电热态下的电阻值。在室温状态下先用万用表测1组里2根硅碳棒的阻值是否一致或接近,若满足,安装后,用钳式电流表在通电状态下测量电流。升温阶段电流大小随主机双向可控硅的开度变化,测量时需要注意查看软件上电压的开度值。用测得的电压除以电流的方法算出其热态阻值。实践证明,一般万用表常温下测量硅碳棒阻值在5~14 Ω范围内,即热态阻值在5~6 Ω都可正常使用,最佳阻值为6 Ω。硅碳棒有一定的使用寿命,使用次数的增加,其电阻会增加,加热性能也会下降。这时应该经常检查硅碳棒的阻值变化,只要符合升温的要求就可以继续使用,否则,要及时更换。
2.2 热电偶的校准
热电偶是影响胶质层测定最大因素——升温速度的关键。热电偶在采集信号时在长时间高温状态下,其热电特性会发生变化,随之产生误差。一般每半年就需要检测校准。通常被检对象需接补偿导线至0 ℃的冰槽中,在需要在线校准的场合,如果使用此方法就极不方便。这里建议使用多功能信号校准仪进行现场校准。具体方法如下:将已检二等标准的铂铑—铂热电偶和待检K型热电偶捆绑在一起热端放入升温中的马弗炉内,当加热到一定的温度(这里我们可以取几个温度点,250 ℃、350 ℃、600 ℃、730 ℃等),用多功能信号校准仪分别测量二者电位毫伏值,记录比较二者的值,通过对比计算出待检K型热电偶是否合格。由于多功能信号校准仪已经带有温度补偿的标准源,其温度探头内置,在测定前,需要放在待检区域足够长的恒温时间,使其与环境温度一致。二者型号不同,热电势温度表也会不同,要注意转换。
如果比较后待检热电偶误差太大,则必须更换,或将原热端切断一节,然后再焊接,检验合格方可使用。
2.3 主机的显示温度与实际温度是否一致
使用多功能信号校验仪的热电偶信号输出功能给主机提供毫伏信号,分别输出0 ℃、250 ℃、350 ℃、500 ℃、630 ℃、730 ℃等对应的毫伏电压至主机后部热电偶信号端,对比主机的显示温度与实际温度是否一致。若不一致,调试主机温度信号放大电路相应的电位器或检查程序参数设置,使其一致。
2.4 位移传感器和压力传感器的检定
体积曲线位移传感器使用的是WYDC-100L直线位移传感器。WYDC系列位移传感器是将直线移动的机械量转换成相应的电量,用于位移的自动测量与控制。传感元件为差动变压器,由3个螺纹线圈、移动铁芯测杆、导磁外壳组成,位于中部的为励磁线圈,两端线圈反向连接为差动信号线圈。当铁芯位于中间位置时,信号为零;当铁芯上下移动时输出一个与铁芯位移呈线性关系的电气信号,实现位移测量。厂家建议最好不要随意拆卸。如果发现体积曲线图形异常可以通过测量电源输入与信号输出判断。一般使用位移标定仪对位移传感器进行校验,通过测量位移量与传感器输出信号(电压或电流)对比即可对位移传感器进行标定。实践经验,建议需要精度检定时最好送检。
压力传感器在智能机械手内部,通过探针的升降与不同界面的触碰来采集信号。此传感器发生故障的异常表现为采点时漏点或不出点等。建议一般情况下最好不要轻易拆卸,对于精密器件发生故障最好更换。它一般不具备现场检定条件,最好拆卸送检。此处故障多为传感器固定螺丝松动,紧固后即可。在智能机械手上方安装有拉线位移传感器(NS-WY06),主要是采集探针下探深度,此处故障提示多为系统显示窗口无探针位置数字显示,一般更换同型号的位移传感器即可修复。
2.5 针对不同煤种,采用的配置文件是否合理
在仪器正常工作后,必须对试验进行必要的设置。 如果在试验前已经知道煤杯中煤样的品种,比如“山”型,或者“之”型,或者“平滑下降”型,可以通过打开配置文件的形式直接完成设置,软件里面已经集成了所有煤种的配置文件,都可以直接调用。如果不知道煤样的品种,可以按照系统默认的通用配置文件来进行试验。实践证明,对于那些粘结指数G值为0的煤种,不需要再检测Y值。对于弱粘结的煤种(尤其是贫瘦煤),Y值一般在7左右。若选用通用配置文件测试,测定时,机械手压力传感器的压力在探针下扎时容易刺穿胶质体,因为胶质体太薄,探针所受到阻力过小导致不易测准,这时建议在配置文件里选择瘦煤的配置文件,测定结果一般较好。若还不行,必要时可以采用手动测试方法。
2.6 中途停电如何处理
在开机后意外停电时,需要注意停电前温度是否已经达到250 ℃。因为煤样在250 ℃后才开始软化,随着温度升高形成胶质体,所以250 ℃是个分水岭。若没有达到250 ℃,通过处理再次给电可以继续试验,基本不影响试验结果;630 ℃也是个分水岭,这之后停电,若X值未走平,会影响X值大小,但不会影响Y值;在试验中要注意当250~630 ℃发生停电时,因为煤样已经开始处于软化结焦过程,这时停电势必要影响试验结果,造成测值不准,所以需要重新装样再测。
2.7 测试结果如何判断是否可靠
全自动胶质层指数测定仪在测定一些胶质体较薄的煤种时,存在一定的不准确性,偶尔会出现明显失误,这时可以通过试验数据判断所测数据是否异常。若有个别采样点明显偏离,是探针遇到煤颗粒或其他较大阻力所致,因此,当探针被判定在较低的水平时,误差被判定为上层,其结果尤其异常。此时,可以利用软件修正功能将点固定到曲线或删除该时间的测量点,从而得到一个正确的图形。通过查阅相关资料,得出体积曲线对应的煤种信息,仅供参考:
“平滑倾斜”的煤可能是弱粘煤或不粘煤,也可能是无烟煤或贫煤、瘦煤等;
“平滑下降”的煤可能是1/2中粘煤、弱粘煤、不粘煤、长焰煤、气煤等;
“波”型、“微波”型的煤可能是气煤、气肥煤、焦煤;
“之”字型的煤有可能是气肥煤、焦煤,“之”字型很大的有可能是肥煤;
“山”型或“之山”混合型的煤可能是肥煤。
测试结果明显异常时,应该采用标样在前后炉同时做平行样,以便判断仪器是否正常。
3 常见故障分类及相应的解决措施
(1)开机测定时,计算机死机、进度条卡死。出现这种状况的主要原因可能是计算机CPU过热;硬件驱动出现故障;系统丢失必要文件;计算机硬件故障;主机与计算机的信号线连接出现问题;系统中病毒等。
解决方案:逐一检查并排除上述问题。一般重装胶质层测定系统软件可以修复。
(2)开机运行初始,温度、时间项不显示。出现此种情况可能是通讯主板故障,也可能是主机外围设备故障导致,还有可能是计算机系统故障。
解决方案:在实际工作中遇到过此种故障,首先排除外围故障,发现后炉硅碳棒卡子处打火花,立即处理后故障依旧。随后查找通讯线路是否正常,通过点击软件中的探针复位,仪器信号正常。再通过对机械手的升降操作,点击电机复位,机械手正常。可关机后重启,故障依旧。更换通讯主板,再次试机,系统恢复正常。后与厂家售后技术人员联系得知:由于所用测定仪时间较长,板卡过于老旧,替换法是解决此类问题的常用方法。
(3)升温过程中,升温不平稳,时快时慢,主要分为3种情况:① 硅碳棒骤亮,立即关闭主电源,检查双向可控硅和热电偶;② 硅碳棒不亮,检查电路是否断路,电源负载输出不正常;硅碳棒断;接线夹处断;③ 硅碳棒亮,但显示不升温,主要原因可能是热电偶前后炉装反、线路连接处松动、热电偶放置位置不对或热电偶短路。
(4)机械手在测试时,发出异响。智能感应机械手的整体结构由压力传感器、位移传感器、步进电机、高强度探头和机械传动部分组成,能够模拟手工测量胶质层厚度。正常状态下,电机发出“丝丝”的转动声音。如果发出的声音很大,且一直不停,这时要及时采取相应措施处理,否则会损坏机械手。还遇到过一种特殊情况,开机后,探针复位时,前炉正常(系统显示探针位置为45 mm左右),后炉探针原地来回打转,就是不升降,初步分析怀疑是后炉通讯线松动造成。把探针处的前炉RS232通讯线一头接至后炉测试,后炉探针升降自如,说明后炉机械手正常。而后炉RS232通讯线一头接至前炉机械手后反而不正常了,分析后炉RS232通讯线有问题,然后把原后炉RS232通讯线整体调换至前炉后,前炉探针升降自如,说明原后炉RS232通讯线良好。经过反复测试线路,发现JY-A6(UCB)通信板端口处前炉输出正常,后炉输出异常,由此判断此通信板已坏。由于此板单片机为激光点焊,只能整板更换,但更换后仪器故障仍然没有解决。此时,更换后炉机械手的步进电机驱动板,后炉机械手能升降了,但升降方向相反,调换一对电机接线(有两对电机接线)后,升降正常了。检查电机复位,此时,系统显示探针位置为80 mm左右,仪器恢复正常使用。智能感应机械手为此仪器的核心部件,厂家在仪器出厂时已经提示不能擅自拆卸,建议联系厂家后再拆开检查,一般机械故障是传动部分干燥缺润滑油和紧固螺丝松动所致。
(5)曲线图整体偏低,不能全面查看分析。测试时发现曲线图整体偏低,导致曲线图显示不完整。经过仔细查找问题,发现是由于体积曲线传感器的挑针安装位置错误导致的,调节指示体积变化的挑针,使传感器零点指示标志的高度为7 cm 左右,重新试验,图谱正常。
(6)Y值已经测完,但体积曲线一直走不平。体积曲线走不平说明煤样体积仍在变化,但温度已经超过煤样固化温度区间(550~600 ℃)。经过分析,造成体积仍在变化的原因主要是体积曲线位移传感器发生故障。通过实践发现,由于传感器的拉杆使用时间久,有卡顿现象,造成信号延迟,导致计算机CPU误判断所致。这时可用酒精棉擦拭、清洁测杆;实在不行,更换同型号的位移传感器可以彻底解决。除此以外,还有一种状况,在测定膨胀性的煤(如山型或之山混合型的煤样)也会出现体积曲线走不平。这时可以在730 ℃以后通过手动方式继续恒温加热,直至曲线走平。
(7)前后炉测试平行样时,两者Y值超差。平行样是指在完全相同的条件下,对同一样品的2个或多个样品同时进行分析。实践中,出现Y值超差的原因,笔者分析主要是由升温速度造成的,前后炉升温速度存在差异导致,煤在焦化过程中胶质体体积在同一时间会产生差异,探针测试时采集的数据就会有差距。当然,煤样装填是否均匀,机械手探针是否正常等这些因素也会造成Y值超差。
(8)测试时,突发电源跳闸,并有糊焦味。使用过程中曾经发生过这种状况,化验员及时关闭了总电源。事后经过仔细检查,发现由于仪器使用时间较长,前后炉负载线出现老化,尤其在主机后部接线柱部位已经烧断,两线触碰造成短路。更换接线柱和电源线后仪器恢复正常使用。因此,使用仪器设备时要注意经常检查电路各节点处是否接触良好,确保仪器始终处于良好的运行状态。
(9)通讯板自检绿灯闪亮不正常。系统发生过主界面显示窗口无任何数字显示,一片空白。此时多为主机单片机与电脑的信号连接出现异常。主机通讯板上的MAX232与TLC2543容易损坏。当用单片机和PC机通过串口进行通信,尽管单片机有串行通信的功能,但单片机提供的信号电平和RS232的标准不一样,因此要通过MAX232这种类似的芯片进行电平转换。MAX232芯片的作用:是将单片机输出的TTL电平转换成PC机能接收的232电平或将PC机输出的232电平转换成单片机能接收的TTL电平。TLC2543是德州仪器公司生产的12位开关电容型逐次逼近模数转换器。采用简单的3线SPI串行接口可方便地与微机进行连接,将主机的模拟信号转换成微机的数字信号。此处2个芯片的故障常用代换法进行检查。
4 结 语
胶体层指数的测定是一种非常标准化的测试方法。加热速度是关键因素,它会显著影响X值,对Y值也会造成测量误差。结果表明,由于煤种不同,升温速度很快,X值会降低,Y值变动方向不确定,各阶段的加热速度应严格控制。平时使用中要注意经验积累。只有正确按照国标操作,维检修好胶质层测定仪,才能保证测试的顺利进行。
